
Common Friction Stir Welding defects and their causes
Friction stir welding (FSW) is a solid-state welding process recognized as innovative, especially for aluminum and its alloys. However, understanding friction stir welding defects remains crucial as adoption grows in industries like aerospace, where its full potential is yet to be fully realized. While the FSW process offers many advantages, potential users are often unaware of defects that may occur due to improper process parameters or suboptimal welding conditions.

At Stirweld, our mission is to make friction stir welding accessible on machining centers and robotic cells. For several years, we have been offering high quality FSW solutions, supported by our our hybrid FSW equipment, suitable for the welding of aluminium and other materials. We have carried out extensive testing to develop specific welding parameters that enhance weld quality and minimize the occurrence of Friction Stir Welding defects.
We are able to assist our customers to prevent the most common weld defects encountered in the friction stir welding process by adjusting critical parameters such as the tool rotational speed and welding traverse rate. These adjustments are very important in the elimination of the known defect types.
Among the typical defects in friction stir welding, you may encounter:
This article aims to describe each type of defect, discuss the reasons for their occurrence, and provide you with the key parameters to monitor. Understandingthese factors is important to improve weld joint integrity and improve defect detection in your operations — whether in aluminium alloy assemblies or other materials.
Friction stir welding and its different configurations
FSW welding is a welding process without any melting and material input. The weld is produced in a solid state by the mechanical deformation of the friction of the FSW tool on the material. This process has many advantages, both economically and environmentally.
Fusion without the addition of material permits to respect the requirements of the applications but also to maintain excellent technical characteristics with very little deformation.
FSW has two main welding configurations: butt (or edge to edge) and lap welds.
FSW butt welds
This type of weld consists of welding two parts next to each other. There are 3 different ways of positioning the parts in a butt weld: square butt joint, edge butt joint, and T-butt joint.

This type of welding is found in applications such as liquid cold plates or rheocasting parts.
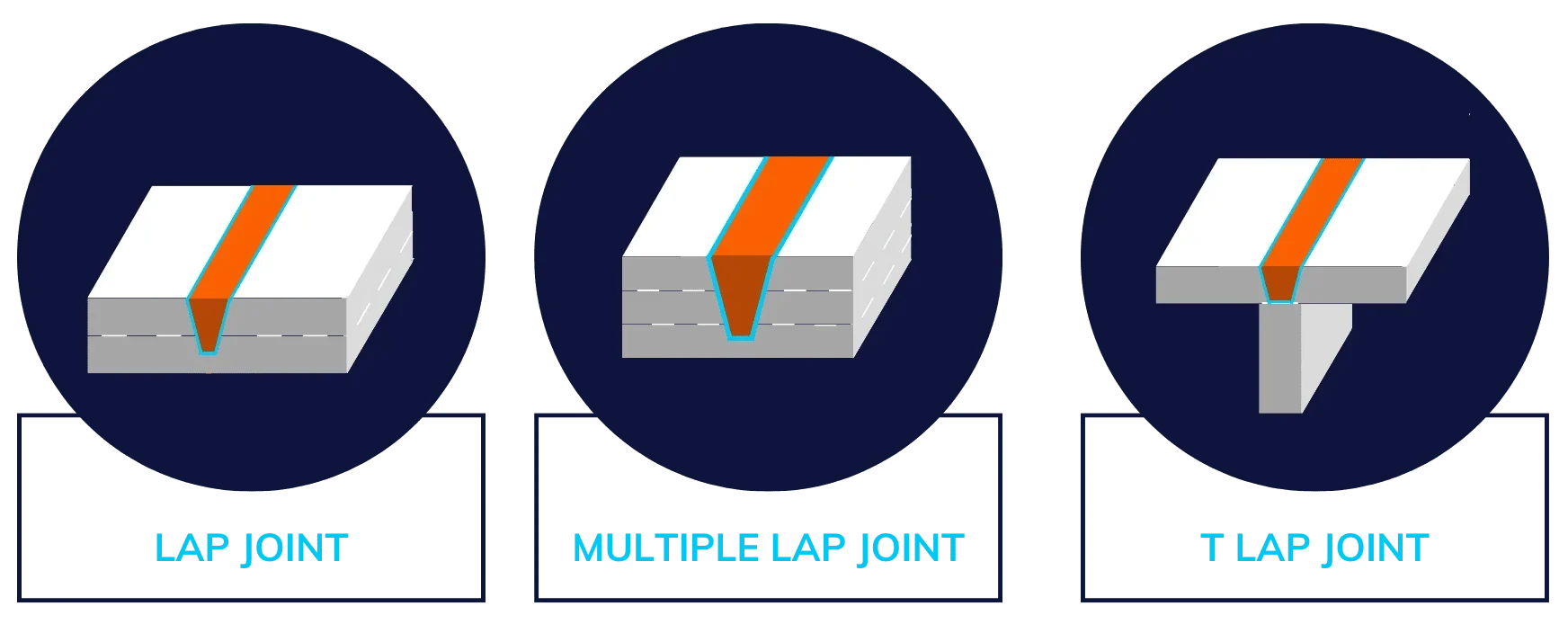
FSW lap welds
This type of weld consists of mixing parts placed one over the other. There are also 3 different ways of positioning the parts for FSW welds: lap joint, multiple lap joint & T-lap joint.
For example, this type of FSW welding configuration can be used as a replacement for riveting, for soldering copper supports or for replacing copper by aluminium.
It is also possible to combined FSW butt and lap welds in the same application such as rigid panels.
These two types of weld configurations have different FSW processes and therefore different potential defects.
What are the common defects encountered in friction stir welding in butt and lap configurations?
It’s not uncommon to find surface (groove) or tunnel welding defects during the friction stir welding process, whether it’s butt or lap welding. However, we do not always find the same defects depending on the FSW configuration. We make adjustments to our customer’s applications to optimise the performance of your processes. We will explain to you how we proceed.
Internal and surface porosity defect: FSW welding too cold or too hot
Internal or surface porosity are sometimes detected during FSW quality control. This type of defect is the result of welding too hot or too cold.

Metallographic section of a too cold FSW weld

Metallographic section of an overheated FSW weld
You wonder how to measure the temperature of your FSW weld? You need precision on how to measure your weld temperature ? Our Smart tool holder is the answer.
Irregular thickness FSW defects
The irregular thickness defect is simply a lack of force and therefore, a lack of support between the FSW tool and the parts to be welded. The contact between the tool and the parts is not strong enough, so the friction is not regular and affects the good welding of the parts.
To correct irregular thickness in an FSW operation, we adjust the force parameter by applying more pressure on the FSW tool.
FSW cross-section reduction defect
On the opposite to the irregular thickness defect, cross-sectional reduction defect can occur when an excessive force is applied. If the force applied during the FSW process is too high, it will result in excessive penetration of the tool into the material. Also, a reduction of the welded section will occur. In this case too, the solution is to change the tool force setting.
FSW burr defects (« flash »)
Although considered as a visual defect, burr (flash) in FSW is a sign of a good weld. The objective of friction stir welding is to have a perfectly straight weld seam and for this, the FSW tool must be in constant contact with the workpiece. Burrs are simply a discharge of weld material at the edges of the weld. A flash of 2 mm is acceptable. Above this value, a reduction of the vertical welding force should be applied.
As for the FSW welding head for CNC machine, Stirweld has developed an automatic head changer permitting to switch from machining to welding and vice versa in an instant. This equipment permits to correct the possible flash on your welded part.
Defects encountered in butt welding: Lack of penetration
Easily avoidable, the LOP (Lack of penetration) defect is however problematic in FSW butt welding. It is simply a lack of mixing of the parts. The tool does not pass completely through the parts, it only glues the parts together but does not weld them. This defect is difficult to see with the naked eye, it is an internal defect. During the prototyping phase, we carry out in-depth quality controls to analyse and determine the correct FSW parameters for our customers’ applications.
In order to overcome this defect of lack of penetration, we work on the thrust force as well as on the use of a tool adapted to the application; a longer tool for a better penetration. We have developed 7 different Stirweld tools that can be adapted to our FSW hybrid equipments. Our tools have different shoulder thicknesses (for heating) and different pin sizes (for mixing) and can be adapted to different applications.
Note that in lap welding there is no lack of penetration.

Metallographic section of an FSW weld with lack of penetration
Defects encountered in lap welding : Hooking and kissing-bond
When two aluminium parts are welded in lap configuration, they are welded one over the other. Both parts have a thin aluminium oxide layer, called alumina, on their surface. The two types of defects frequently encountered in this configuration are:

Metallographic section of an FSW weld with hooking
4 Key Parameters to Avoid Friction Stir Welding Defects
Our range of FSW equipments for both CNC and robotic welding, offers reliable quality control through feedback to the Human Machine Interface – HMI. This feedback permits the adjustment of welding parameters and the correction of potential defects. The prototyping phase defines the appropriate operating window, including the exact parameters for high quality friction stir welds.
The quality of a weld depends on 4 parameters: tool geometry, rotation speed, feed speed and forging force.
The choice of the FSW tool according to the application
The choice of the FSW tool is one of the first parameters that determines the weld quality. The FSW tool consists of a shoulder and a pin, whose size is adjusted according to the application:
The choice of the tool depends on several factors:
Rotation speed
In friction stir welding, the rotation speed is measured in revolutions per minute (RPM). The idea is simple: the faster the tool turns, the hotter the material is going to be. This parameter is used to correct Friction Stir Welding defects such as wormhole porosity.
Travel speed
This parameter is measured in mm/min. Here, the faster the tool feeds, the colder the material remains. Like the rotational speed, the relation between the feed rate and the rotational speed is a key element for perfect FSW welds.
Forging force
Expressed in Kilo Newton (kN), the forging force along the Z-axis depends on the position of the machine used (machining centre or robotic cell). In case of lack of force, the lack of penetration defect is possible. However, if the force is too high, defects due to the reduction of the cross-sectional area may be observed.
Contact FSW experts
We are here to assist you.