
Les défauts fréquents en soudage FSW
Le FSW est une technologie de soudage reconnue comme innovante mais encore assez peu répandue. Elle présente de nombreux avantages, néanmoins les utilisateurs potentiels manquent d’informations sur les défauts FSW qui peuvent intervenir lors de la mise au point des paramètres et/ou de l’opération de soudage.

Notre volonté chez Stirweld est de démocratiser et de rendre accessible le soudage par friction malaxage sur centre d’usinage et sur cellules robotisées. Nous proposons depuis plusieurs années des solutions FSW accessibles pour les entreprises grâce au développement de nos équipements hybrides FSW. Innovations, études et tests nous permettent aujourd’hui de proposer à nos clients un accompagnement vers des solutions FSW performantes. Nous mettons au point pour leurs applications, les meilleurs paramétrages de soudage FSW possibles. Les paramètres de soudages sont définis sur-mesure afin d’éviter les défauts connus en soudage par friction malaxage (FSW).
Dans le domaine du FSW nous pouvons rencontrer les défauts suivants :
Cet article a pour objectif de vous présenter ces défauts et de vous expliquer leurs causes. Vous comprendrez ainsi les paramètres à analyser afin de corriger ces défauts FSW.
Le soudage FSW et ses différentes configurations
Le soudage FSW est un process de soudage sans aucune fusion et apport de matière. La soudure est en effet réalisée à l’état solide grâce à la déformation mécanique de la friction effectuée par l’outil FSW sur le matériau. Ce process présente de nombreux avantages, aussi bien sur le plan économique que sur le plan écologique.
La fusion sans apport de matière permet de respecter les contraintes des applications mais également de conserver d’excellentes caractéristiques techniques en n’occasionnant que très peu de déformations.
En FSW, il existe deux configurations de soudage principales : les soudures bout à bout (ou bord à bord), ainsi que les soudure par transparence (ou par recouvrement).
Soudures bout à bout
Ce type de soudure consiste à souder deux pièces placées l’une à côté de l’autre. Il existe 3 façons différentes de positionner les pièces en soudure bout à bout : les soudures bout à bout , les soudures en angle extérieure et les soudures en T.

On retrouve ce type de soudure pour des applications comme le soudage FSW de plaques froides ou encore avec des pièces de rheocasting.
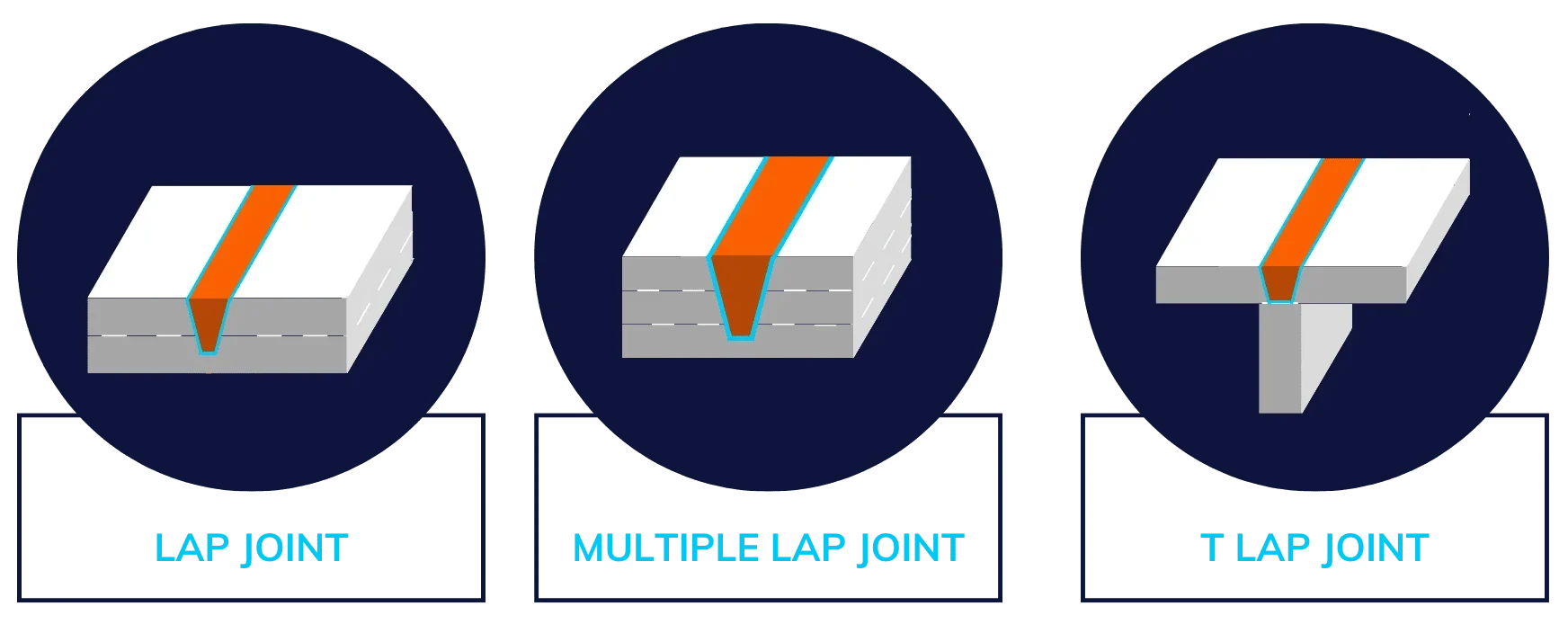
Soudures par transparence
Ce type de soudure consiste à malaxer des pièces placées l’une sur l’autre. Là aussi nous retrouvons 3 façons différentes de positionner les pièces pour les soudures FSW par transparence : joint par transparence, joint par transparence multiple et joint par transparence en T.
On peut par exemple retrouver ce type de soudure FSW par transparence pour remplacer le rivetage, pour des soudures de supports de cuivre ou encore pour le remplacement du cuivre par l’aluminium.
À noter qu’il est également possible de retrouver des soudures combinant les process FSW de bout à bout et de transparence dans la même application comme par exemple des panneaux raidis.
Ces deux types de soudures proposent des process FSW différents, et de ce fait, des potentiels défauts eux aussi différents.
Quels sont les défauts communs rencontrés en soudage FSW par transparence et bout à bout ?
Il n’est pas rare de voir apparaître des défauts de soudage en surface (type rainure) ou encore en tunnel lors du processus de soudage par friction malaxage, qu’il soit de type bout à bout ou par transparence. En revanche, nous ne retrouvons pas toujours les mêmes défauts en fonction de la configuration de soudage FSW effectuée. C’est ce que nous allons vous expliquer afin de mieux comprendre les ajustements que nous mettons en œuvre sur les applications de nos clients pour optimiser les performances de vos process.
Défaut de porosité interne et de surface : soudage FSW trop froid ou trop chaud
On relève parfois lors d’un contrôle qualité FSW des porosités interne ou en surface. Ce type de défaut est le résultat d’un soudage trop chaud ou bien trop froid.

Coupe métallographique d’une soudure trop froide

Coupe métallographique d’une soudure trop chaude
Vous vous demandez comment mesurer la température de votre soudure FSW pendant l’opération de soudage ? Notre porte-outil intelligent est la réponse à votre question.
Largeur irrégulière : un des défauts de soudage FSW
Le défaut de largeur irrégulière se traduit très simplement par un manque de force et donc un manque d’appui entre l’outil FSW et les pièces à souder. Le contact entre les éléments n’étant pas assez fort, la friction n’est pas faite de manière régulière et porte atteinte à la bonne soudure des éléments.
Pour corriger une largeur irrégulière lors d’une opération FSW sur centre d’usinage, nous corrigeons le paramètre de force en appliquant une plus grande pression sur l’outil FSW.
Réduction de section en soudage FSW
A l’inverse d’un défaut de largeur irrégulière rencontré lors d’un manque d’appui en soudage par friction malaxage, des défauts de réduction de section peuvent apparaitre en cas d’excès de force. En effet si la force exercée lors du process de soudage par friction malaxage est trop forte, cela engendre un enfoncement excessif de l’outil dans la matière et provoquera donc une réduction de la section soudée. Dans ce cas aussi, la solution est de modifier le paramètre de force de l’outil.
Les bavures ou autrement dit le flash, un défaut visuel
Bien que considérées comme défaut visuel, les bavures (flash) en FSW sont signe d’une bonne soudure. L’objectif sur un soudage par friction malaxage est d’avoir un cordon parfaitement droit et pour cela, l’outil FSW doit constamment être en contact avec la pièce à souder. Les bavures sont tout simplement un rejet de la matière soudée sur les bords de la soudure. Un flash de 2 mm est acceptable. Au dessus de cette valeur, une réduction de la force verticale de soudage est à appliquer.
Nous avons développé avec notre broche hybride de soudage par friction malaxage pour robot un système de changement automatique d’outil permettant de passer d’un outil de soudage à un outil d’usinage. Le passage à l’outil d’usinage permettra très facilement de corriger ce défaut visuel de flash en FSW.
Quant à la tête de soudage FSW pour MOCN, Stirweld a développé un module d’usinage permettant de passer de l’usinage au soudage et vice-versa en un instant. Cet équipement permet donc de corriger le flash possiblement présent sur votre pièce soudée.
Les défauts rencontrés en soudage FSW bout à bout : le manque de pénétration
Facilement évitable, le défaut LOP (Lack of penetration ou aussi appelé manque de pénétration à la racine) est cependant problématique en soudage FSW bout à bout. Il s’agit en effet tout simplement d’un manque de brassage des pièces. L’outil ne passe pas complètement à travers les deux pièces, il ne fait que coller les pièces entre elles mais ne les soude pas. Ce défaut est difficilement visible à l’œil nu, il s’agit d’un défaut interne. En phase de prototypage, nous procédons à des contrôles qualité approfondis afin d’analyser et de déterminer les bons paramètres de soudage FSW des applications de nos clients.
Afin d’éviter ce défaut de manque de pénétration, nous intervenons sur le paramètre de soudage de force de poussée ainsi que sur l’utilisation d’un outil adapté à l’application ; un outil plus long pour une meilleure pénétration. A ce jour, nous avons développé 7 outils Stirweld différents et adaptables sur nos têtes hybrides FSW. Nos outils sont dotés de différentes épaisseurs d’épaulement (pour chauffer) et de différentes tailles de pions (pour malaxer) et s’adapte aux différentes applications.
A noter qu’en soudage par transparence, il n’y a pas de manque de pénétration.

Coupe métallographique d’une soudure FSW avec manque de pénétration
Les défauts rencontrés en FSW par transparence : hooking et kissing-bond
Lors d’un soudage par transparence de deux pièces en aluminium, les pièces sont soudées l’une par-dessus l’autre. Ces deux pièces présentent à leur surface une fine couche d’ oxyde d’aluminium, appelée alumine . Voici les deux types de défauts fréquemment rencontrés dans cette configuration :

Coupe métallographique d’une soudure FSW avec hooking
Soudage par friction malaxage : les 4 paramètres clés d’un soudage FSW sans défaut
Notre gamme d’équipements FSW pour MOCN et robot offre un contrôle qualité fiable grâce aux remontées d’informations sur l’interface homme-machine – IHM. Ces remontées d’informations permettent d’ajuster les paramètres de soudage et de corriger les défauts éventuels. La phase de prototypage définit la fenêtre opératoire adéquate, comprenant les paramètres précis pour des soudures par friction malaxage de grande qualité.
La qualité d’une soudure se joue sur 4 paramètres : la géométrie de l’outil, la vitesse de rotation, la vitesse d’avance et la force de forgeage :
Le choix de l’outil FSW en fonction de l’application
Le choix de l’outil à utiliser sur la tête FSW est l’un des premiers paramètres déterminants de la qualité de la soudure. L’outil FSW est constitué d’un épaulement et d’un pion dont la taille est ajustée en fonction de l’application :
Le choix de l’outil dépend de plusieurs facteurs :
La vitesse de rotation
En soudage par friction malaxage, la vitesse de rotation se compte en tours par minute (RPM). Le principe est simple, plus l’outil tourne vite, plus le matériau sera chaud. C’est en effet grâce à ce paramètre que l’on pourra corriger des défauts FSW comme les porosités en trou de ver.
La vitesse d’avance
Ce paramètre est compté en mm/min. Ici, plus l’outil avance vite, plus le matériau reste froid. Comme la vitesse de rotation, le ratio vitesse d’avance sur vitesse de rotation sont des éléments clés pour des soudures FSW parfaites.
La force forgeage
Exprimée en Kilo Newton (kN), la force de forgeage selon l’axe outil Z dépend de la position de la machine utilisée (centre d’usinage ou cellule robotisée). En cas de manque de force, le défaut de manque de pénétration est probable. A l’inverse en cas de force trop importante, ce sont les défauts de réduction de section que l’on pourra probablement observer.
Contactez un de nos experts
Nos experts sont à vos côtés pour vous aider à résoudre vos problématiques de soudage FSW.