
Die casting FSW heat sinks for e-mobility
Technical & strategic inputs to decide whether to invest in a FSW machine.

Friction Stir Welding of die-casting heat sink offers a great advantage to the automotive industry. More and more companies are betting on this technology every day, and they have many reasons to do so. We will have a closer look in this article at the technical and commercial aspects of friction stir welding in the application case of die casting heat sinks for automotive industry. On the technical side, we will talk about the design requirements for a good FSW welding of the part, the clamping jig design & the parameters and quality control. Then, on the market and strategic side, we will learn more about the FSW water heat sink market, and the importance of the batch size in calculating and optimizing the FSW water heat sink cost. But first, let’s talk about heat sinks:
Optimizing thermal management: the role of FSW in e-mobility heat sinks
A heat sink is a component used to lower the temperature of electronic devices. Inside, there is a flow channel or housing through which cold water circulates. Electronic components to be cooled are placed in its rear part. This operation is based on the zero law of thermodynamics, transferring heat from the hot part of the electronic components to be dissipated into the water. This process is encouraged by the circulation of cold water, allowing faster removal of excess heat.
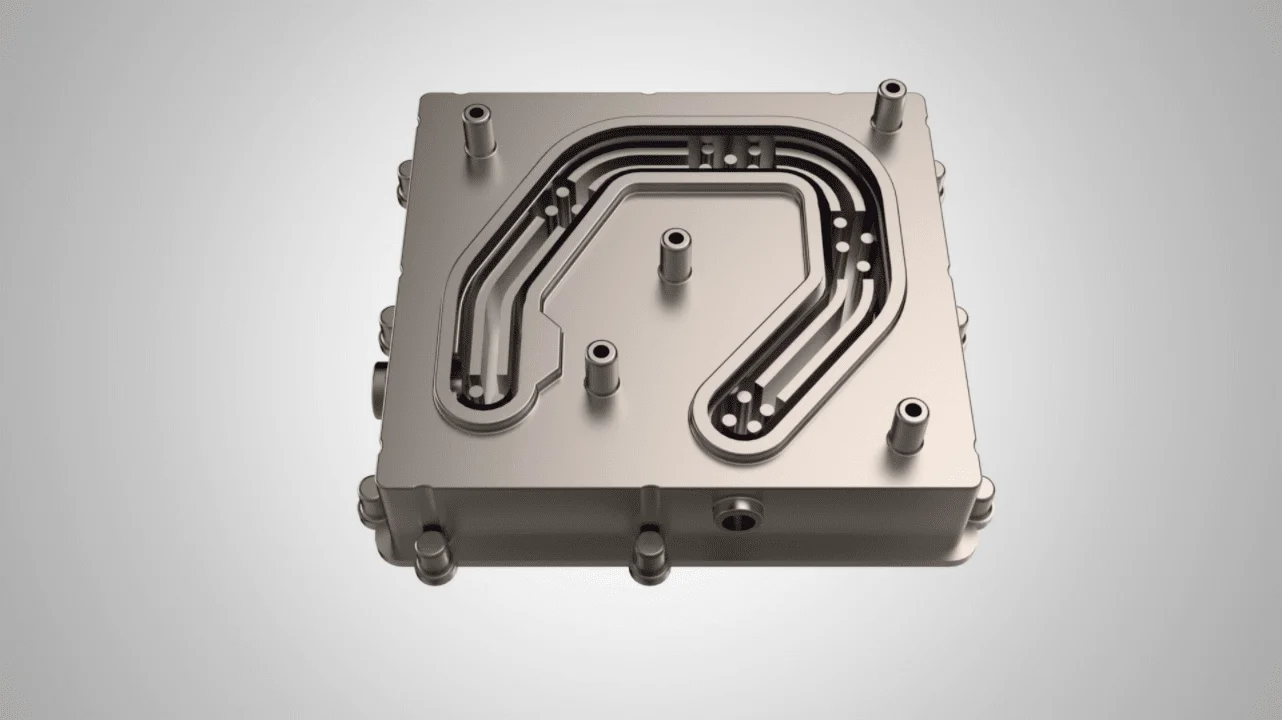
Front of the heat sink, where you can see the housing and its water circulation channel.

Back of the heat sink, where the electronic components will be placed.
The housing must be perfectly sealed. A cover is placed over the channel, which is welded to the heat sink using FSW. Previously, this action was carried out by screwing or sealing, but it is less expensive to use friction stir welding. This, combined with its high resistance and perfect sealing makes die-casting heat sinks welded by FSW a great competitive advantage for any company.
Talking specifically about the e-mobility industry
Heat sinks within the e-mobility industry allow electronic equipment in electric cars to function properly by ensuring stable temperatures of high-density components (whatever the environmental conditions). The reason for this is that the temperature of the heat load is electronically controlled.
Particularly, die-casted aluminium heat sinks are specific designed to perform perfectly within the e-mobility industry by extracting heat from electronic device components. In addition, their design allows for less machining than other instruments such as extruded or machined heat sinks since the mounting holes, mounting features and the cooling fin can be manufactured simultaneously.
At Stirweld, we are aware of the importance of water-cooling heat sinks welded by FSW for automotive industry and, therefore, of its correct manufacturing. We insist that a correct design of the piece, its clamping and its quality control are essential.
Die casting FSW heat sinks for automotive industry: design of the part
The design of the die casted heat sink can initially be carried out jointly by the client company and our FSW experts. In this collaborative work, the client provides the mechanical calculus and Stirweld the material strength. We are then able to recommend (always considering the customer specifications):
When carrying out the friction stir welding process to close the flow channel where the cold water circulates, the FSW tool presses on the plate and the cover. That is why, to avoid any kind of defect, the perfect design of the thickness of the cover is key, as well as the welding penetration.
In addition, there are different design modifications that can be carried out. Here are two examples that are usually implemented:
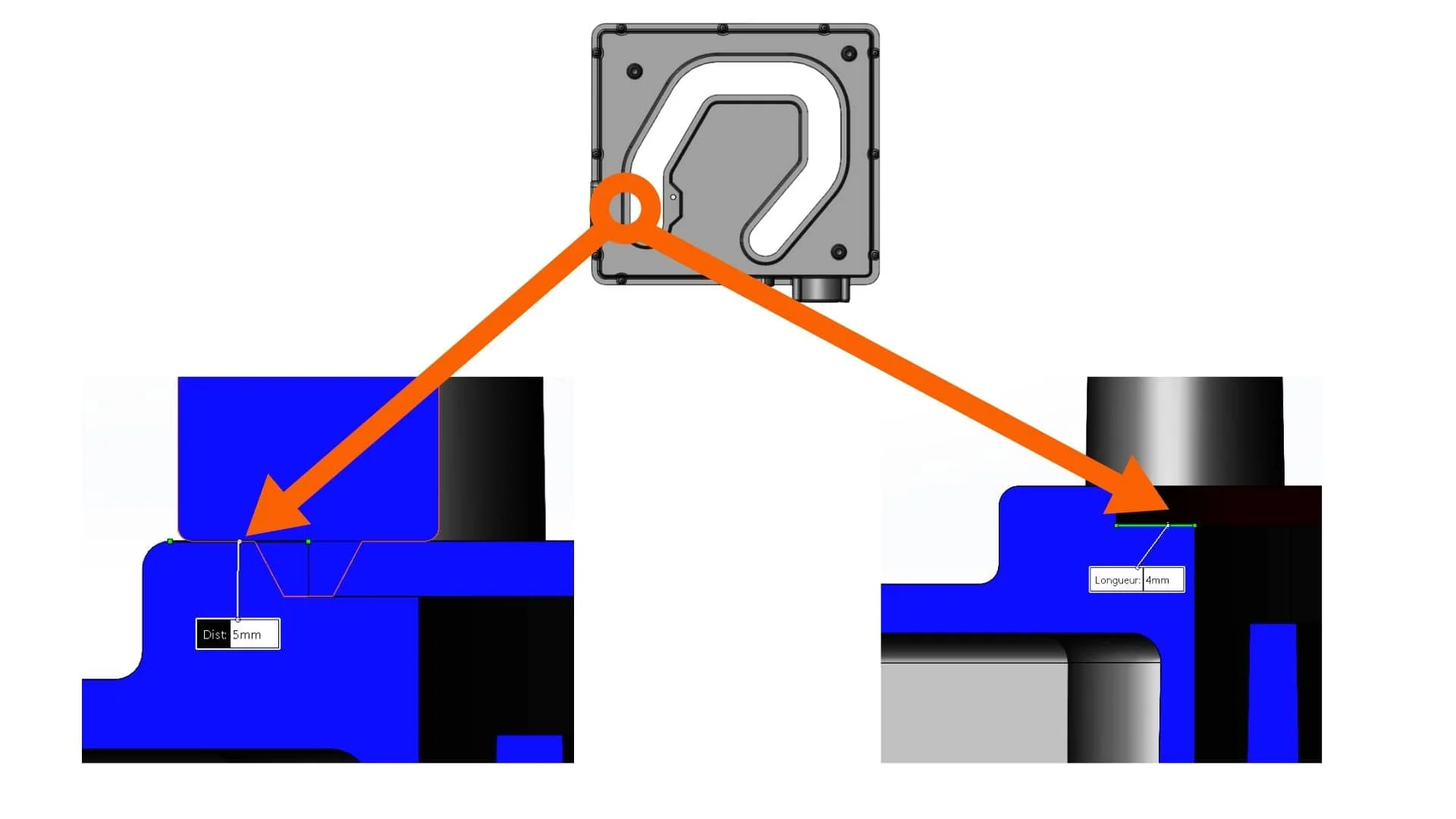
Top contact surface: tool shoulder path
It is essential that the entire shoulder of the FSW tool is in direct contact with the part to ensure proper welding. Therefore, the correct design of the distance between the weld and the edge of the workpiece is very important to ensure that the entire diameter of the tool shoulder is in perfect contact with the workpiece.
Step under the cover
To ensure that the FSW welding can be carried out correctly and no leakage can occur, there must be a step under the cover that allows it to be positioned perfectly. The importance of the design of the size of this step is then crucial.
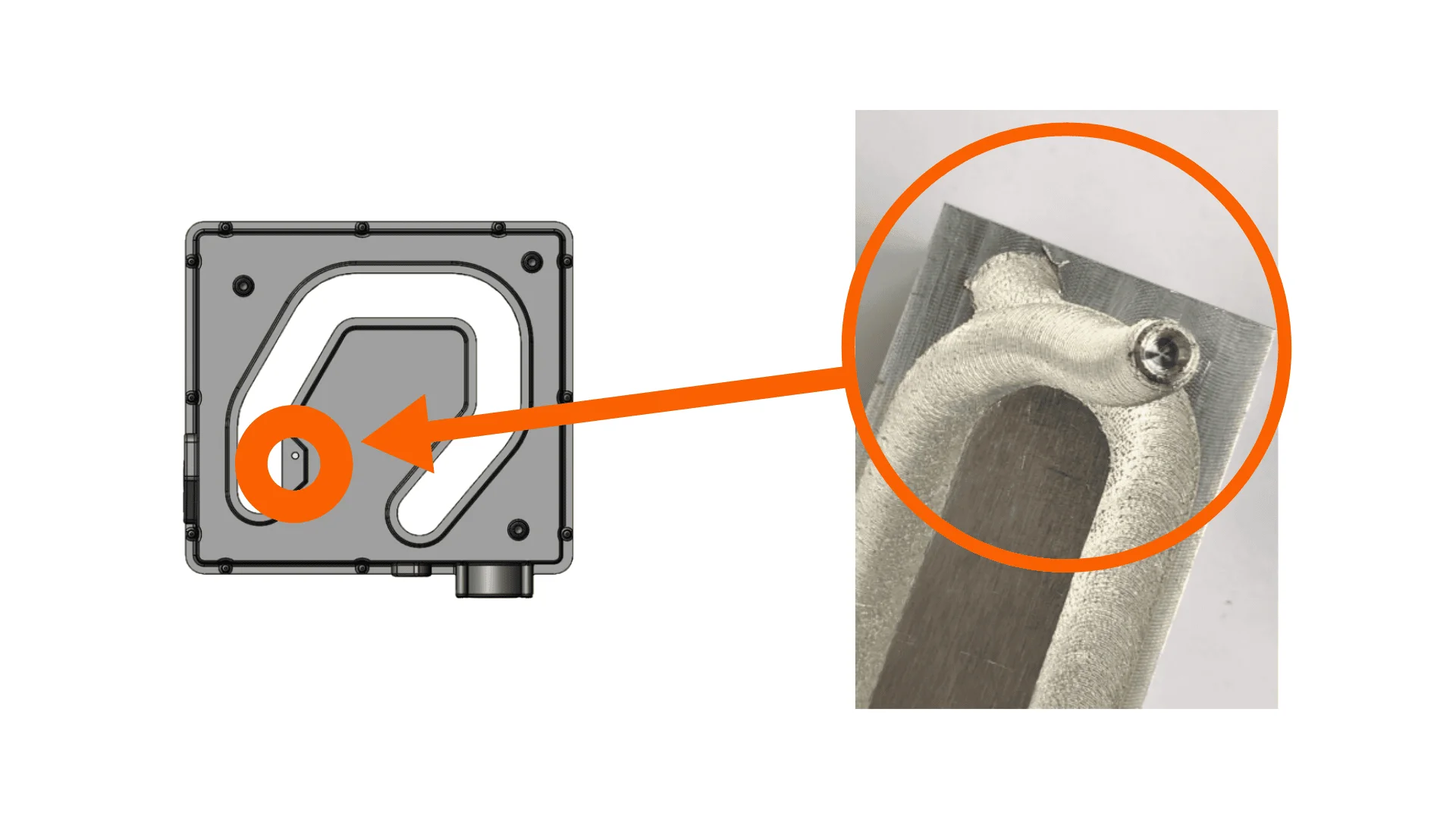
It is also important to take into account FSW welding starting and ending points. This is important as the FSW tool leaves a hole when it stops. To prevent this hole from becoming a leak problem, a specific zone is created to start and stop the FSW welding. We can see an example in the following images:
Welding of die casting heat sinks by Friction Stir Welding: jig design
It is not possible to correctly carry out FSW of die casted heat sink for automotive industry without first, designing a suitable clamping system. In order to do so, two things should be considered:
Vertical force
To handle the vertical force, a backing support under the housing is used. The backing is a part created as a support, into which the heat sink is inserted. Consequently, it must have the same shape and size as the housing used to circulate the water in the heat sink, which means that it will be different for each type of heat sink to be welded.
The function of the clamping jig is to support the force exerted when welding the die casting FSW heat sinks by friction stir welding (5-6kN vertical FSW load), preventing the parts from being deformed.
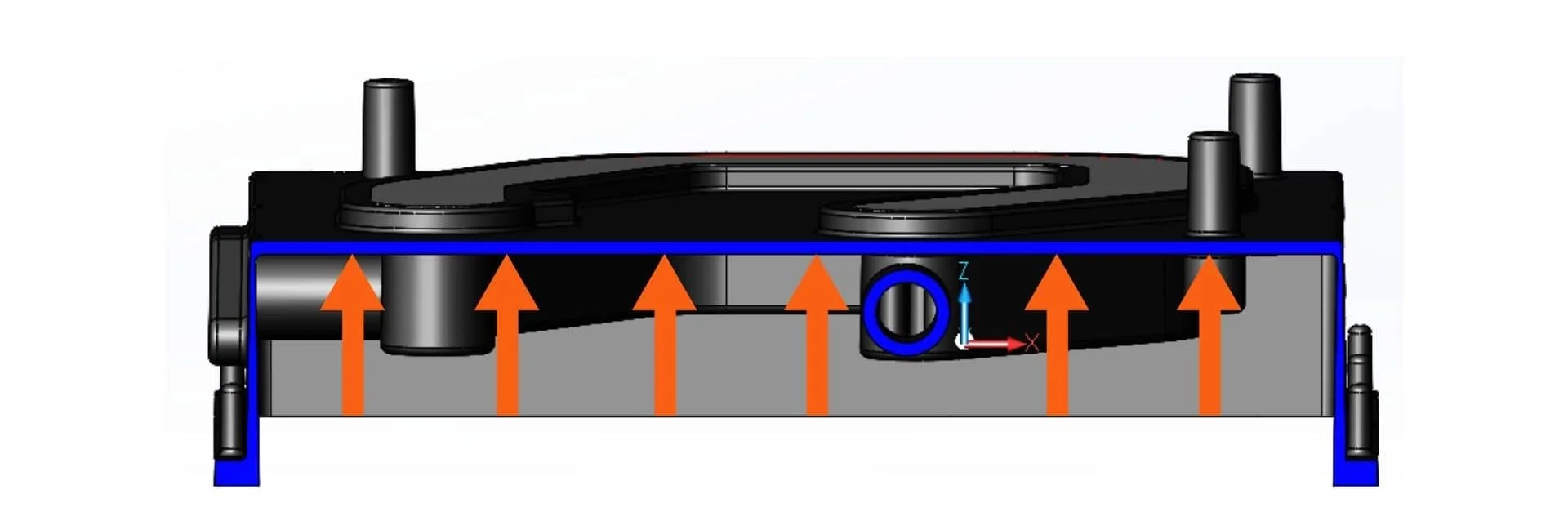
Lateral movements
To prevent the die-casted heat sink from moving sideways, which would be fatal to the weld, we use a device that holds it firmly in place.
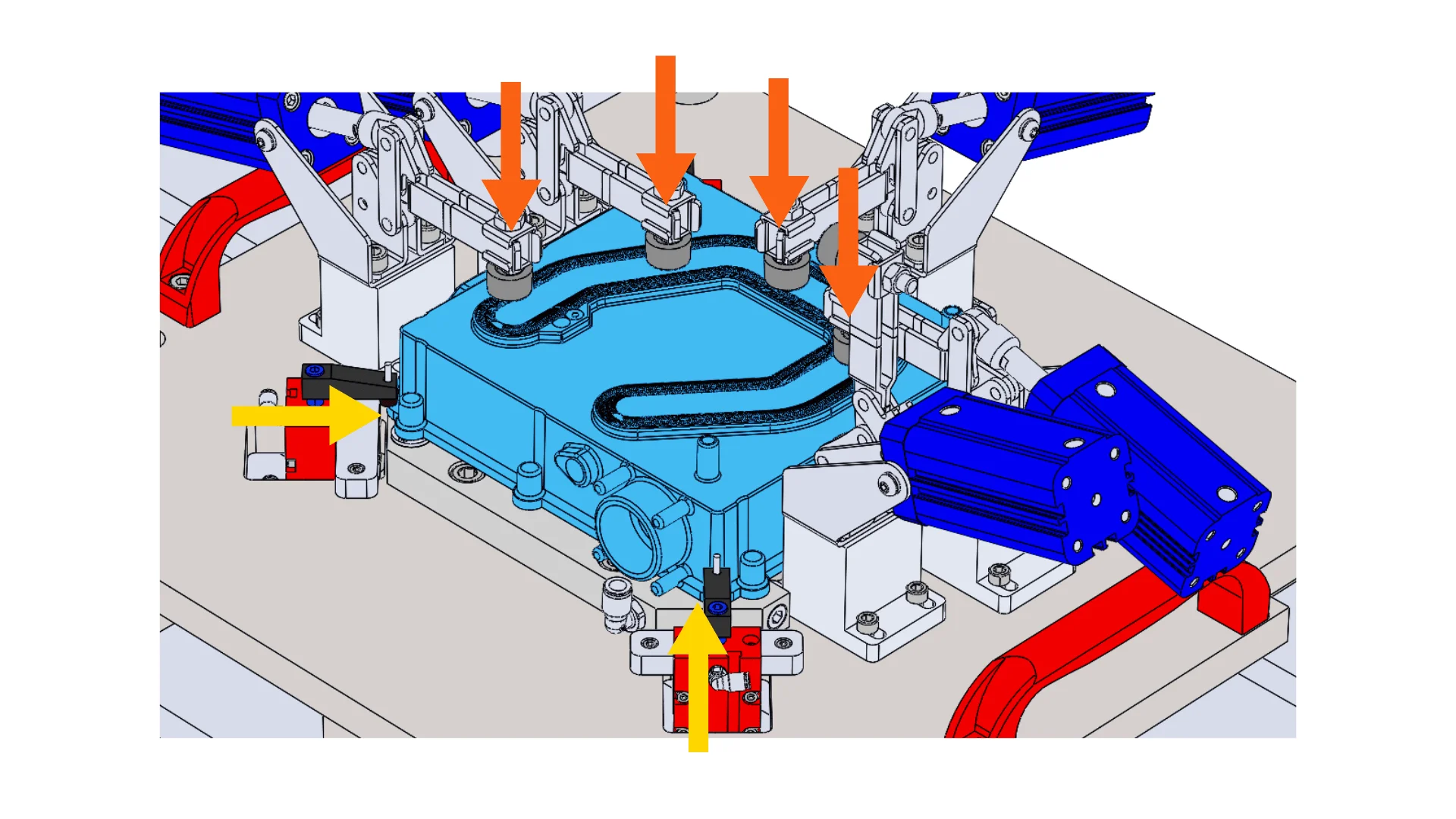
If we look at the image above, we can see represented by some yellow arrows the XY clamping to avoid part dragging. Additionally, the orange arrows represent the Z clamping to avoid part lifting, in other words, to ensure that the heat sink cover does not move while the FSW process is being carried out.
It is an automatical jig, which allows the pistons to be lifted progressively when the FSW welding is to be performed in the corresponding area.
Die casting FSW heat sinks for automotive industry: parameters and quality control
In addition to the welding jig, 4 other main parameters must be taken into consideration to perform Friction stir welding on die-casted heat sinks for automotive industry:
In order to ensure that all these parameters are correct and therefore the weld will be defect free, several tests are performed, which are selected according to customer specifications and ISO 25239 standard. There are 2 types of tests:
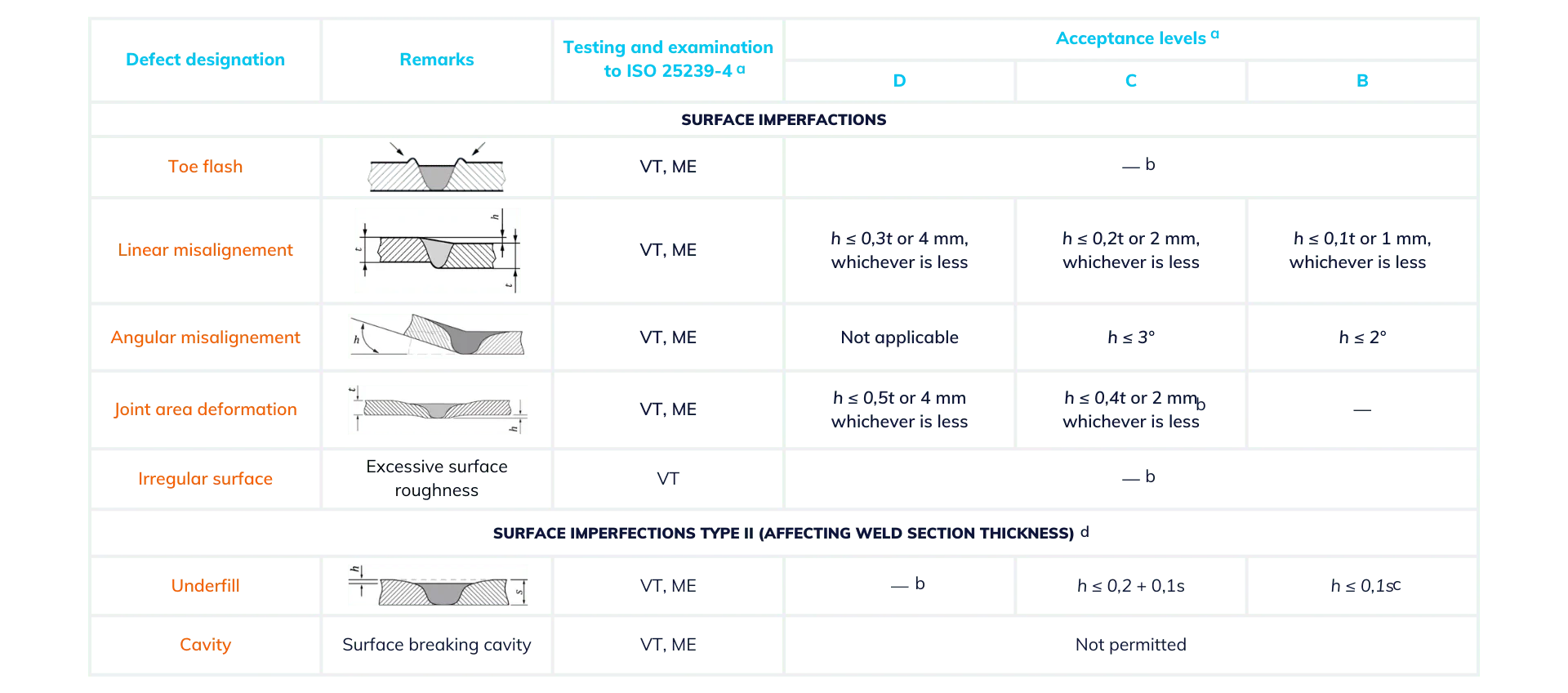
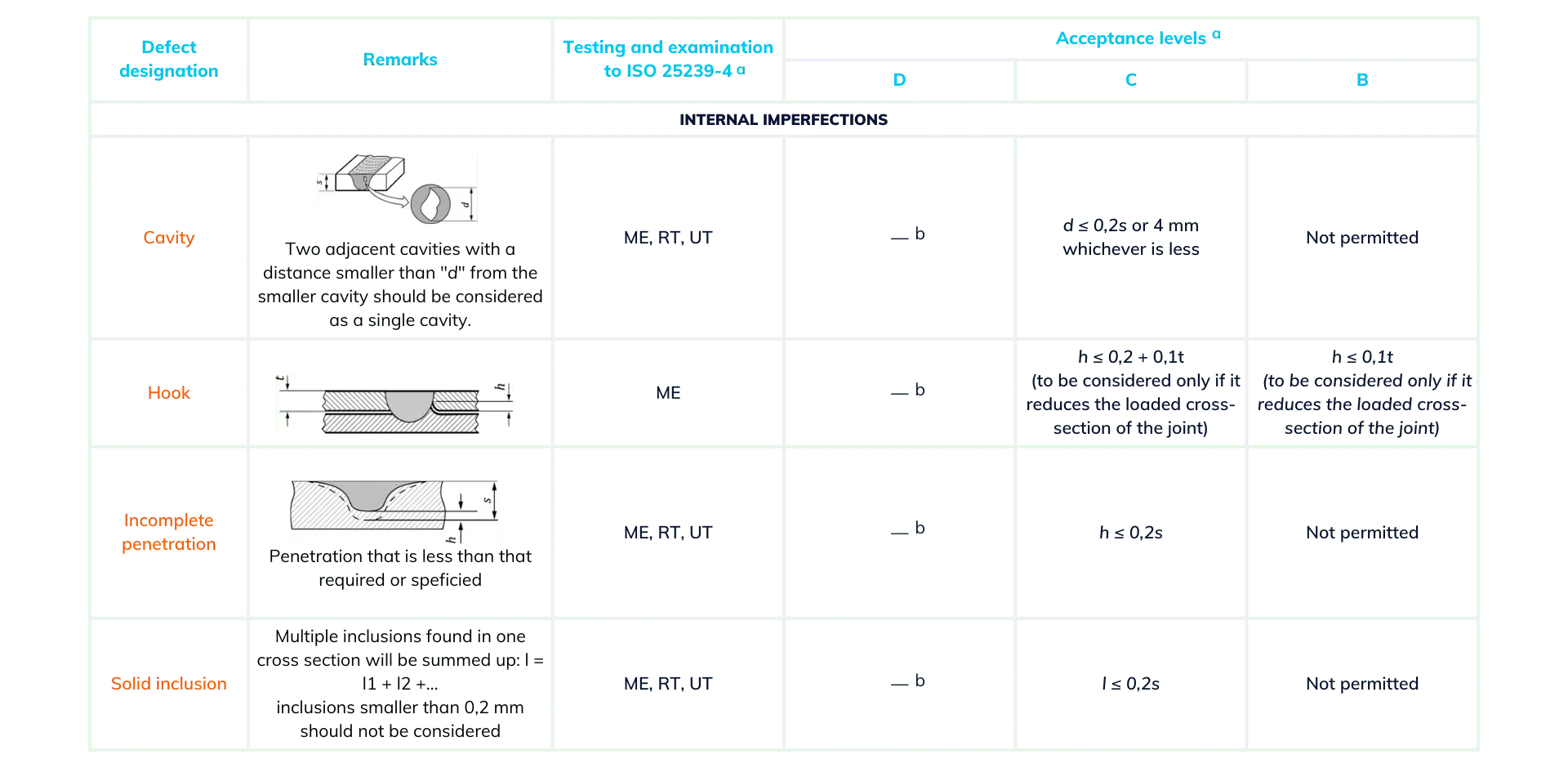
But first, do you know what kind of FSW defects can be found?
There are two possible types of defects: the surface imperfections and internal defects. In the following tables, you can see the different types of defects within these categories, as well as the type of test that is performed to find out if it has occurred.
It is essential to carry out these tests as many times as necessary to ensure that the welds carried out on water cooling heat sinks for automotive industry are of perfect quality.
In addition, all the parameters used for welding (FSW) of die-casted heat sinks for automotive industry will be synthesized in a document called Welding Procedure Specification – WPS.
This document contains parameters such as the parent material thickness, the FSW tool identification, the clamping arrangement or the type of weld that is going to be carried out (butt/lap).

This document guarantees that all FSW welding parameters have been designed specifically and that there will be no quality problems when FSW of die casted heat sink for automotive industry.
FSW water heat sink market
First of all, we must mention the European regulation on CO2 emissions. According to these, CO2 emissions in Europe should be limited to 95 g/km in 2021, 81 g/km in 2025 and 59 g/km in 2030.
Let’s see even more clearly in the following chart what is going to happen:

There is no doubt that this European regulation is having a great impact on the e-mobility sector, an event that we will continue to see even more strongly in the future. The clear example can be seen in the difference between the manufacturing of hybrid and electric vehicles that took place in 2018 and the one expected from both types of vehicles in 2030. In the case of the hybrid vehicle, this will go from 6% in 2018 to 55% in 2030, an exponential growth. We will also see this growth in terms of electric vehicles, which will grow from 1% of the market in 2018 to 22% in 2030.
The main advantage of hybrid and electric vehicles is their reduced environmental footprint and, although their performance was previously thought to be lower, the trend is now towards improved EV speed and autonomy. Added to this is the demand for faster charging rates, the increased power density (more electronics) and the ambition to make EVs affordable to the public.
Of course, the largest automotive groups in Europe are betting on this type of vehicle, creating a fleet of electric and hybrid vehicles on the continent. We are talking about groups such as:

In this regard, 17 new models are expected to be released of the factories by the end of 2022. Following this trend, by 2023 it is believed that the European manufacturers’ supply of electric and hybrid vehicle should represent around 150 models on the market. This trend is expected to continue, reaching 33 million electric and hybrid vehicles sold in Europe by 2040.
Along with this increase in the number of e-mobility vehicles, we will see an increase in the number of FSW parts per platform from 1 in 2020 to 3 in 2030. This means that Friction Stir Welding of die-casting heat sink will be more and more in demand.
FSW water heat sink cost
The batch size of the e-mobility parts is key to choose the best FSW equipment for your company. Most of the time, automotive OEM ask RFP with amounts of up to 600.000 parts. However, when real size of the annual batch to produce is finally released, it is common that the batch is not as big as expected. Our analysis show that you should wait for batch sizes of around 35.000 to 50.000 parts for the first two years of production of die-casting parts for automotive sector.
Given this Return of Experience, it appears that the cost of a dedicated gantry machine has an important impact on the individual part price. A good way to win RFQ is to have the lowest FSW process cost.
Stirweld solved this problem by proposing the FSW head to be installed on CNC machines. When the machine is not performing Friction Stir Welding, it can be used for milling operations (10 minutes are needed to mount or dismount the FSW head). In addition, a new FSW head can be delivered in two weeks, which allows a high production flexibility, whether volumes increase or decrease.
If you have found this article interesting and want to go deeper into the subject, we have great news for you: We have a lot more information to share with you!
Get our white paper about FSW water heat sinks
Download the white paper about FSW water heat sinks for e-mobility.