
Friction Stir Welding: a cost-killer in the aeronautics industry
The use of aluminium alloys is of real interest to the manufacturing process industries in aeronautics, since, due to its unique properties, the use of this material allows to achieve the goals of increasing the payload and fuel efficiency of aircrafts. Joining aluminium alloys using techniques such as fusion welding are often prone to defects. In contrast, Friction Stir Welding (or FSW) guarantees numerous advantages over conventional joining processes.
FSW is a very interesting solid-state welding process for aluminium alloy components in the aerospace sector. It is by no means an application that is expected in the long term, it is already a reality: there are many real applications with great advantages for the aviation industry.
Let’s see what these real applications are!

FSW applications in the aeronautics industry
As mentioned above, FSW is already applied in the aeronautical sector. In particular, 1 third of Stirweld’s activity is already dedicated to this type of application.
Here are some concrete examples of actual applications:
Friction Stir Welding for tank manufacturing
If we talk about space applications, it is essential to mention the manufacture of hydrogen tanks. All space launcher tanks use FSW. Hydrogen is increasingly being studied for aerospace applications (perhaps following the Airbus announcement to develop hydrogen tanks) and, if tanks are made in aluminium, FSW is very interesting for manufacturing these tanks. Why? Because it is cheaper than composite tanks and safer than tanks made of steel.

Tank cars for transporting concentrated nitric acid (United Wagon Co)
The point of using FSW to produce hydrogen tanks is that the mechanical strength of a weld made by FSW is higher than that of TIG or arc welding. By using FSW we get directly a waterproof tank. This is not the case with MIG or TIG welding, because with friction welding we have porosity which leaks out. This is not the case with Friction Stir Welding.
The only problem you might see when using FSW as a joining technology is that at the end of the weld, we leave a hole when the tool comes out of the material. However, this defect is avoided by simply using a retractable pin: this is a special pin that is placed in an additional axis, so that at the end of the weld, we retract the pin so that we can fill the hole at the end of the weld.

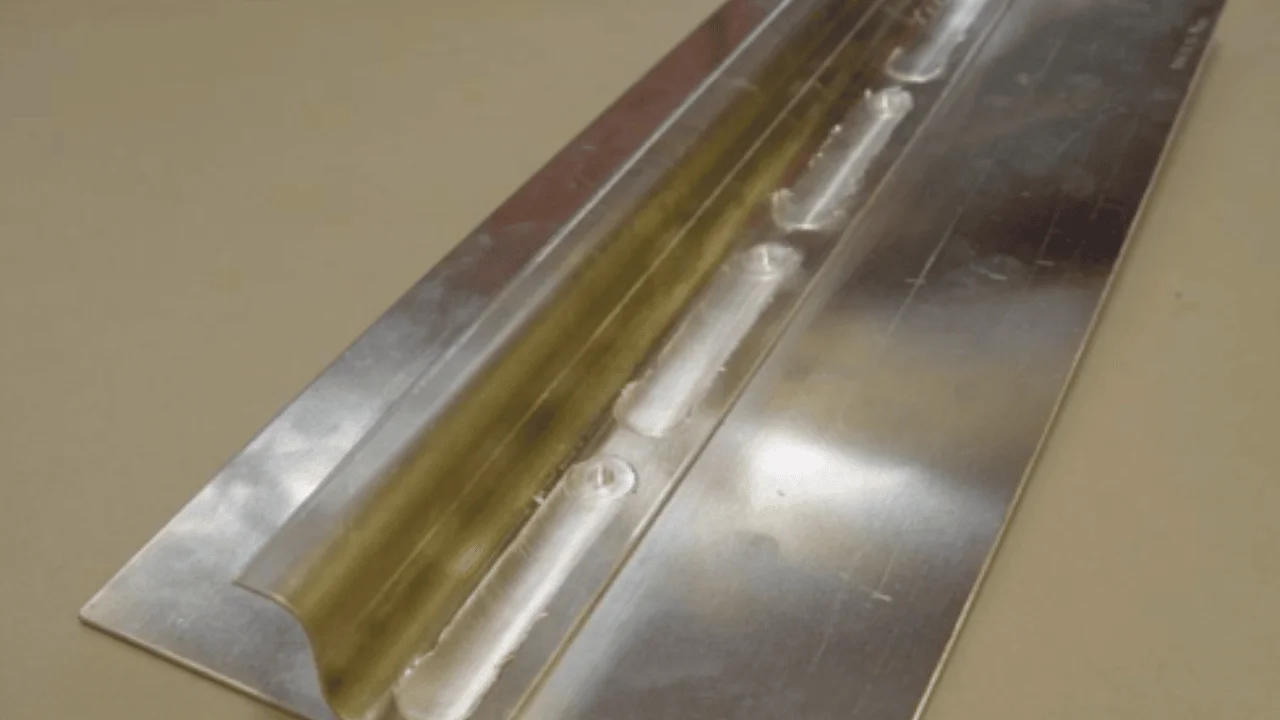
In the photo below, a circumferential FSW weld of a 100mm diameter 2024-T3 aluminium tank with a thickness of 2.4mm can be seen. An exit hole is visible at the end of the weld which has been filled using the retractable pin principle.
FSW for tank manufacturing is used for all space launchers. As you know, launchers have oxygen and hydrogen tanks, and every launcher worldwide uses FSW for some clear reasons:
Riveting replacement through FSW welding
Aerospace structures are assembled using riveting. Until now, it has not been possible to use the welding process since most aerospace structures are made of 7xxx and 2xxx aluminium alloys. In these cases, if friction welding (such as TIG, MIG, arc or laser welding) is used, these types of aluminium alloys produce many defects, such as cracks. As the structure is designed in fatigue, we cannot assume cracks.
However, by using FSW we avoid this defect, as it is a solid state process. This means that it is possible to weld such aluminium alloys in a safe and quality-assured way. It is therefore possible to replace riveting.
Replacing rivets with Friction Stir Welding has several advantages:
Aerospace: replacement of riveting

Spot welding: replacement of resistance welding
As can be seen in the pictures above, rivet replacement can be done either by continuous welding or by spot welding (i.e. a spot weld replacing where the rivet once was).
Riveting replacement by FSW has already been studied and proven for different applications:
Reduction of raw materials by using friction stir welding
In the aerospace industry, it is very important to take into account what is known as the buy to fly ratio. This is defined as the ratio between the weight of the raw material used to manufacture the part and the weight of the final part. The intention is to keep this ratio as low as possible since, although scrap material can be recycled, it has limited value and cannot be used for aerospace applications. Another problem with machining from billets is the long lead time involved, as they can potentially take up to more than a year to produce. By using friction stir welding, it is possible to greatly reduce the buy to fly ratio and thus significantly cut down on the investment required.
We can see in particular an example of one of our customers, who managed to reduce a large amount of the aluminium used by incorporating FSW technology in the manufacture of their frames:

Parts after FSW

Detail of the weld
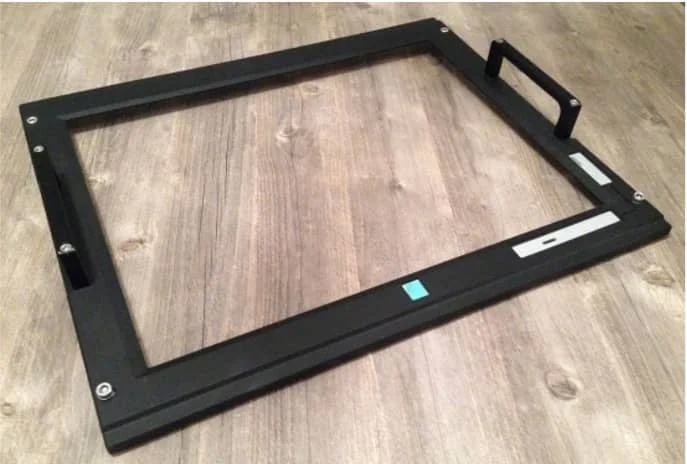
Finished part
This frame is about 1 metre long. Previously, this customer used a complete aluminium block. The idea was that, from 4 aluminium profiles, 4 welds were made at each corner and machined to obtain this final piece. Of course, this is not a confidential application, so it is used as an example to be able to imagine that many other aerostructures using an aluminium block could be made in the same way (saving a large amount of material and without having to machine 90% of the part). So this kind of application is very close to 3D printing, except that here we are talking about large parts and the only limit is the size of your CNC machine.
As we have mentioned, there are a large number of parts in the aeronautical sector that could be made using this technique, which offers numerous advantages:

Example of a part designed by reducing the raw material
Friction Stir Welding of copper components
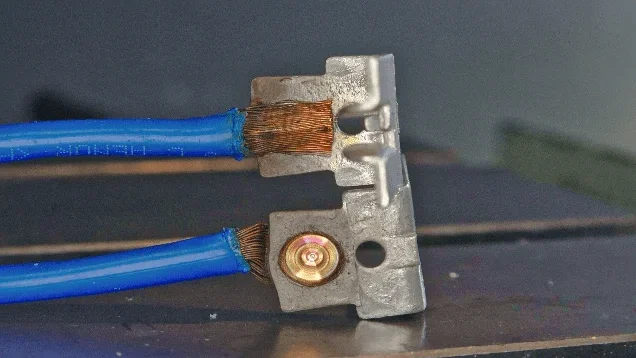
In most aircraft, the output of the generator sources is coupled to one or more low impedance conductors called bus bars, which are made of copper. These are located at central points in the aircraft and provide positive supplies to various consumer circuits.
As we can see in the picture on the right, we can weld wire and, most interestingly, we can weld copper with aluminum, so we can create a bus bar where we keep the copper where we need it (for the electrical contact) and we can use aluminum for the rest of the bus bar. So we reduce the cost and the weight of the part.
The main advantage is to reduce screwing. Currently, bus bars are integrated into the aircraft by screwing, whose main problem is the cost (machining and screwing – welding is always cheaper than screwing).
Another big advantage is the acquisition of a continuous and defect-free metallurgical bond between the different parts, either between copper and aluminium, copper with copper, or aluminium with aluminium.
Also there is no risk of unscrewing. We have to take into account that in an aircraft vibrations occur and this could lead to unscrewing, which, when it occurs, could even cause a fire. By using friction stir welding, this problem is completely solved.

In addition, we cannot forget other important advantages of FSW in copper components in the aeronautical sector:
And as for the main advantages of FSW welding copper and aluminium, let’s remember that they are:
How can Stirweld help you implement FSW technology?
As we have seen, integrating FSW technology into the manufacturing process in the aeronautical sector offers great advantages, including a large reduction in the investment required.
These advantages can be seen not only in the various applications mentioned in this article, but especially for the welding of liquid cold plates. To learn more about it, we recommend that you read the article “Cold plate & FSW: the answer to the challenges of thermal management“.
Whether you are an expert or a beginner in this type of welding, Stirweld can help you to incorporate FSW in four ways:
A FSW head for welding and machining on the same machine
The Stirweld FSW head is mounted on any CNC machine, providing all the non-existing functions to carry out friction stir welding. In this way, it is possible to perform FSW operations on your CNC machine, at a cost up to 10 times lower than that of a dedicated machine. This is very interesting for aerospace applications, as the volume of aerospace applications is smaller than for other applications (such as automotive).
Also, the head can be assembled and disassembled in only 15 minutes, which allows the part to be machined directly after welding, without any need for it to be moved. This, in terms of productivity, and mainly for large parts, is very interesting.

FSW tools for your aeronautical application
FSW tools, like milling tools, are consumable. Their tool life is long: we are talking about 2 kilometres of welding with a single tool. Of course, there are different tools adapted to each type of application. In the case of aeronautical applications, the most interesting ones are:

To learn more about Stirweld tools, please feel free to download our FSW tool catalogue.
FSW prototyping to succeed your FSW process implementation
We are aware that friction stir welding is a new and unfamiliar process for many. For this reason, at Stirweld we offer the FSW prototyping to help you take your first steps in the matter, accompanying you throughout the whole process:
FSW training: improve your knowledge about Friction Stir Welding technology
Stirweld also offers training services to help our customers ensure that they have a good understanding of friction stir welding once they decide to implement it on their equipment. Training is available according to the level of knowledge of the participants: from people who are completely unfamiliar with FSW welding to those who consider themselves experienced in the field.
We run various webinars where you can find out how FSW technology is used for different applications and sectors. Check out all our webinars on our FSW webinars page.
Interested in integrating FSW into your aeronautical application?
We can help you!