
Aluminium tank manufacturing with FSW
Discover the power of Friction Stir Welding
As industries continuously seek innovative and reliable manufacturing processes, Friction Stir Welding (FSW) emerges as a revolutionary technique, particularly for assembling aluminium tanks. This article focuses on the nuances of the FSW process, highlights its benefits for tank assembly, and presents case studies to illustrate its effectiveness. From grasping the basics of FSW to exploring specific design and quality control measures, we demonstrate why FSW is the preferred solution for robust and efficient tank manufacturing.

Friction Stir Welding process: how does it work?
Friction Stir Welding (FSW) is a cold welding technique that does not require the fusion of the materials to be joined. Instead, FSW uses the heat generated by the friction between the tool and the workpiece. A rotating tool, called a welding tool, is pressed into the joint between the parts to be welded and moves along this joint.
To successfully perform an FSW operation, it is necessary to have the right tool, consisting of a cylindrical part called the shoulder and a pin. The tool is made from materials that are resistant to heat. FSW allows the welding of different metals such as aluminium, steel or copper.
What are the steps of friction stir welding?
Firstly, the parts to be welded are securely fixed on the machine table, robot or other equipment to prevent any movement during the process. Next, the tool is set to rotate and is pressed into the joint of the partes to be welded. The rotation of the tool generates frictional heat, which brings the material to a plastic state without melting it.
Then, the welding tool then moves along the joint. The material is stirred, mixing the materials of the two parts to be joined. As the tool progresses, it leaves behind a solid, porosity-free, and resistant weld.
Indeed, the high strength of the parts welded by FSW is one of the main advantages of this technology. The welds produced are often stronger and less prone to defects compared to welds obtained by traditional welding methods (TIG, MIG). Additionally, since the material does not melt, the part experiences minimal distortion.
FSW is used in aerospace, automotive and other demanding industries where the strength and reliability of welds are crucial, offering a wide range of applications.
Why choose FSW for the assembly of your aluminium tank?
The superior advantages of FSW for tank assembly
Friction Stir Welding offers unparalleled benefits for tank assembly, making it the ideal choice for industries requiring robust and reliable storage solutions. Firstly, FSW eliminates the risk of leaks, whether dealing with vacuum conditions or any liquid, thanks to its solid-state welding process that prevents porosity. Secondly, this technology facilitates significant weight reduction, allowing the use of high-strength aluminium alloys (2000 or 7000 series) instead of stainless steel, thereby halving the weight. Additionally, FSW is up to two times less expensive than traditional arc or laser welding methods, leading to substantial cost savings. Lastly, the high mechanical resistance of FSW joints ensures they can withstand pressures up to 280 bar (4000 psi) without the need for post-heat treatment, ensuring durability and reliability in demanding environments.
Tanks with a diameter under 300mm
Enhancing tank manufacturing efficiency with extrusion and FSW for tanks with a diameter under 300mm
Utilizing extrusion and Friction Stir Welding (FSW) for manufacturing tanks under 300-mm in diameter offers remarkable versatility and efficiency. Extrusions can be seamlessly welded to any aluminium alloy, simplifying the assembly process and enhancing versatility. This approach streamlines manufacturing by utilizing extrusions, eliminating the need for longitudinal welding and thereby reducing process complexity. Additionally, leveraging aluminium extrusions leads to significant cost savings, making this method an economically advantageous choice for producing high-quality tanks.
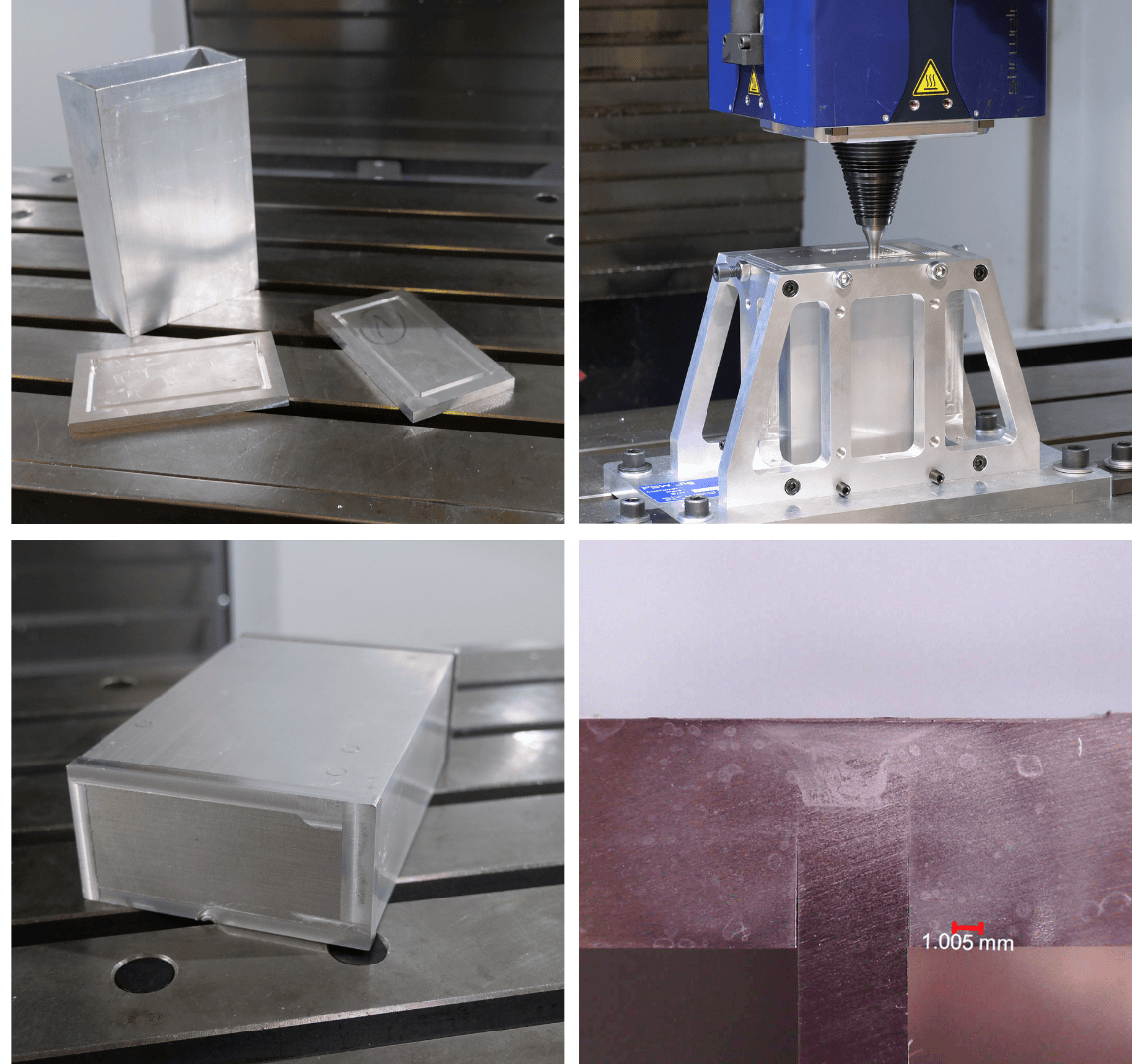
Innovative and optimized aluminium tank
Here is an innovative and optimized aluminium tank design, comprising two main parts: a cylindrical tube and two screw-on covers. The screw-on covers are lap welded to the cylindrical tube, ensuring a secure and robust assembly. This advanced design is capable of withstanding burst test pressures of up to 224 bars (4700 psi), demonstrating exceptional durability and reliability. This cutting-edge approach delivers a superior tank solution that meets the highest standards of performance and safety.
Tanks with a diameter exceeding 300mm
Efficient assembly of large-diameter tanks with FSW
For tanks exceeding 300 mm in diameter, assembly by Friction Stir Welding is an efficient and reliable method. These tanks typically consist of multiple components: the body (half-collet) and two end caps. Assembling such and aluminium tank involves four FSW welds. The process includes one weld to attach the first end cap to the body and another for the second end cap. Additionally, the number of panels in the body requires further welds, in this case, necessitating two additional welds. This systematic approach ensures a robust and secure assembly, meeting high standards of durability and performance.

Optimized storage of cryogenic hydrogen with FSW
Friction Stir Welding (FSW) is a sophisticated technique ideal for the storage of cryogenic hydrogen, offering numerous advantages. This method preserves the properties of aluminium, achieving 70-100% joint efficiency. By welding high-performance aluminium alloys like AA2024-T3 and AA2219-T8, FSW significantly reduces defects, eliminating porosity and cracking. Furthermore, FSW enhances the integrity of cryogenic hydrogen tanks, ensuring 100% waterproofing and meeting the most stringent quality standards. This optimized approach guarantees reliable and sage storage solutions for cryogenic hydrogen.

Case study of an aluminium tank with a diameter under 300 mm
Design of an aluminium tank with a diameter under Ø 300mm
Example of tank design and tank pre-assembly steps
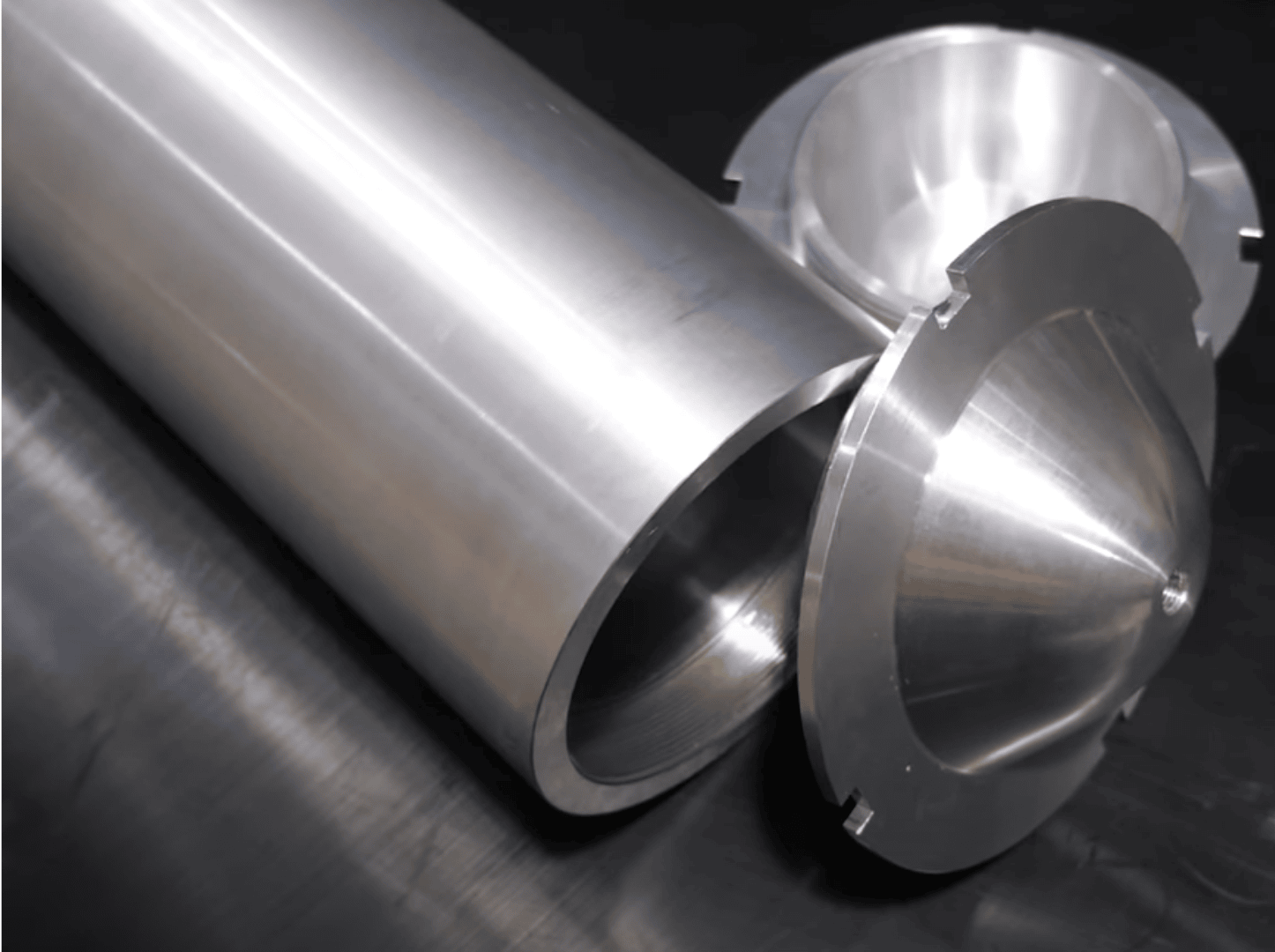
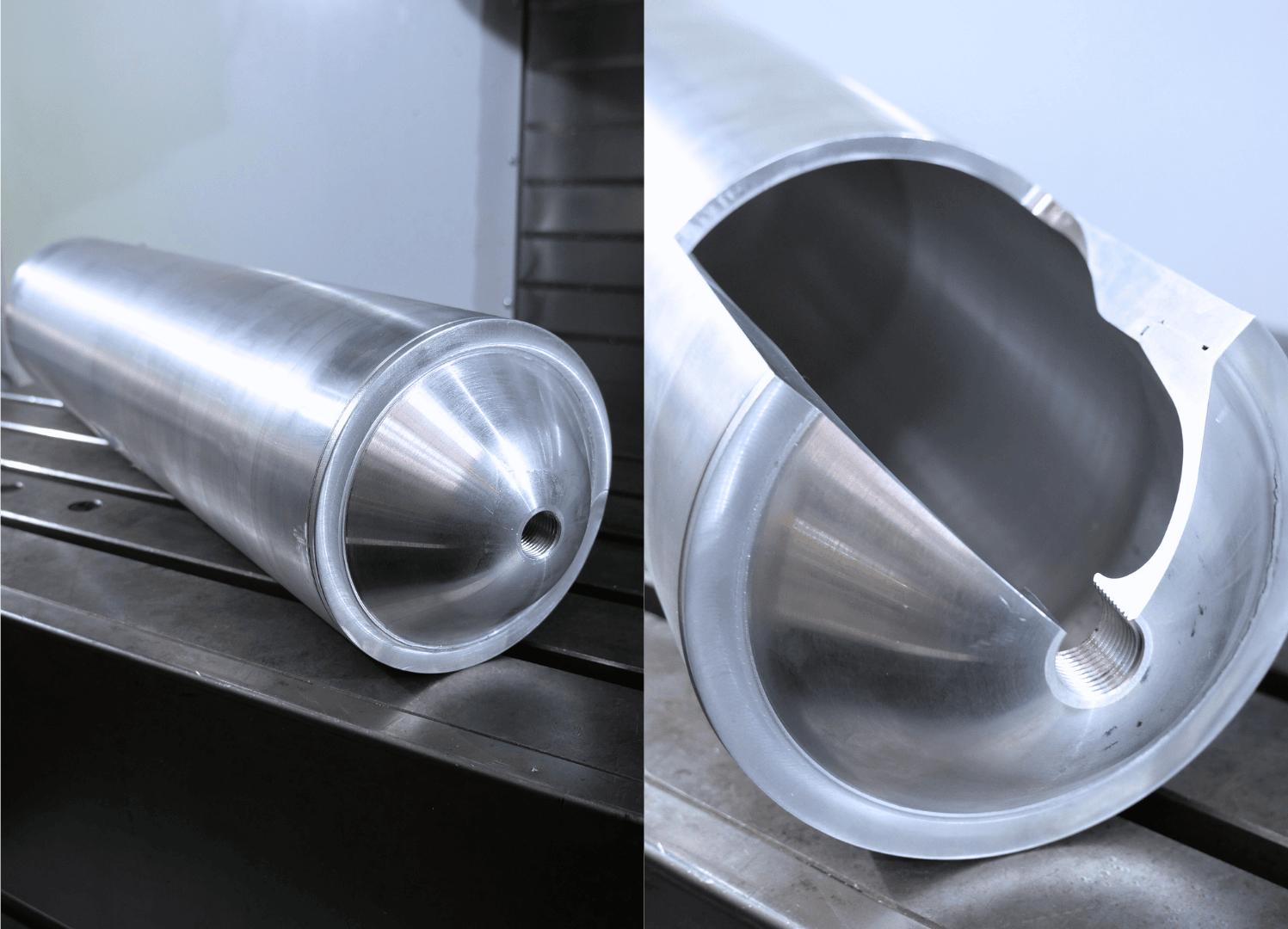
Here is an example of an aluminium tank design that we developed in collaboration with CNES. This tank is composed of three elements:
The tank pre- assembly process involves several crucial steps to ensure a robust and secure final product. First, during screw assembly, the ends are screwed into the shell using a custom spanner wrench directly on the welding equipment. This continues until the end shoulder meets the shell top, ensuring proper contact. This action also compresses the seal, securing the joint. For symmetry and support reasons, both ends must be assembled before welding. During the welding operation, a plug is installed in the nozzle to prevent chips from entering the tank, ensuring a clean and reliable weld. This meticulous process guarantees the integrity of the tank and performance.
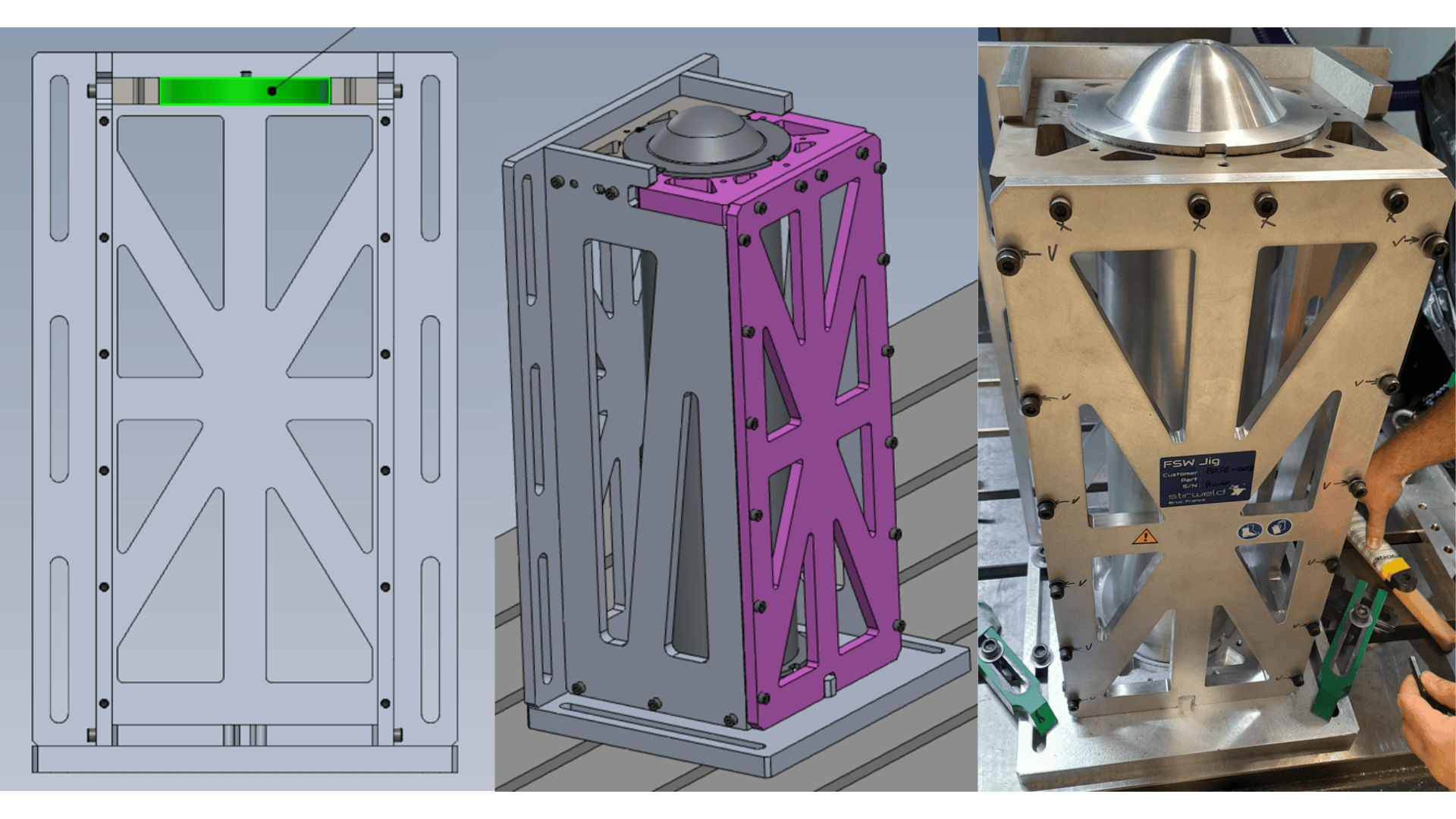
Comprehensive clamping jig design for tank welding
The clamping jig design for tank welding involves several critical steps to ensure precise positioning and robust support during the welding process.
The first step in the clamping jig design is to align the shell with the machined reference tooling and securely clamp it in place using clamping “jaws.” This ensures the shell remains stationary and properly aligned along the X and Y axes during the welding process. Proper positioning and support are essential for maintaining welding quality. The tank is placed against the tooling to ensure correct Z-axis alignment. The FSW head adjusts for height variations, ensuring consistent welding quality. Finally, Z-clamping secures the tank firmly in place using a screwed-in mask, preventing movement during the welding process. This step is crucial for maintaining stability and precision, ensuring high-quality welds and the integrity of the tank structure.
This detailed clamping jig design process ensures that the tank is securely positioned and supported, leading to superior welding results and overall tank quality.
Friction Stir Welding of aluminium tank: welding path
For welding this type of tank, dual concentric welds are necessary. As shown below, we apply two concentric welds in opposite directions. This overlaps the weld fronts, eliminating hooking defects and widening the weld for enhanced pressure resistance. Here are the key steps of this welding operation:
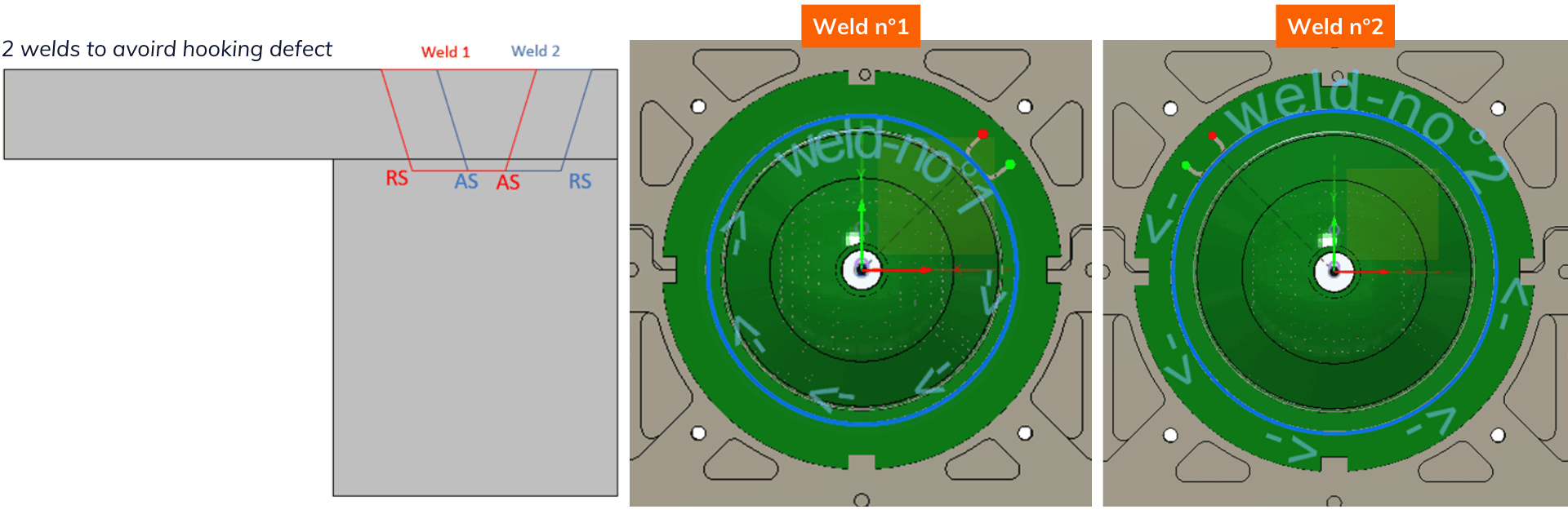
Isolated start/end points: The tool entry and exit zones are isolated with a slight overlap before exiting the weld path.
No exit hole: this technique ensures the FSW tool does not leave holes that could lead to leaks.
Assembly and clamping: secure both ends of the tank in the welding tool.
First weld: complete the weld on the first end.
Deburring: smooth the weld with a milling cutter to prepare for flipping.
Flip the tank: turn the tank over and weld the second end.
Final deburring: clean up the final weld.
Note: in mass production, with proper tooling, machining to remove excess material can be done during the deburring steps (3rd and 5th).
Comprehensive quality control for welded tanks
Ensuring the integrity and quality of welded tanks involves a series of meticulous tests designed to detect any potential issues and confirm the robustness of the welds.
Visual test
The initial step involves a thorough visual inspection to ensure there is no visible surface porosity on the tank. The exit hole is checked to confirm there is no porosity. A slight burr indicates proper tool contact with the welding surface, and the section reduction is kept minimal, within a range of 0.1 to 0.2 mm.
Air/water leak test at 7 bars
The tank is then subjected to an air and water leak test. It is pressurized with 7 bars of internal air and submerged in water. The absence of bubbles from the welded seam confirms a tight seal, ensuring no leaks.
Metallographic cross-section
A metallographic cross-section analysis is performed to check for any porosity within the weld. It also verifies that the tool shoulder was well pressed on the part surface, ensuring a solid weld.
Bending test
The tank undergoes a bending test to assess weld integrity. The test confirms that there is no failure in the weld itself, with any failure occurring in the Heat Affected Zone (HAZ).
Pressure test
Finally, the tank is subjected to a pressure test using a hydraulic pump with a 400-bar capacity. A calibrated pressure sensor (Serial: BPIN5000807) records the pressure, with a range up to 500 bars, to ensure the tank can withstand high pressures without failure.
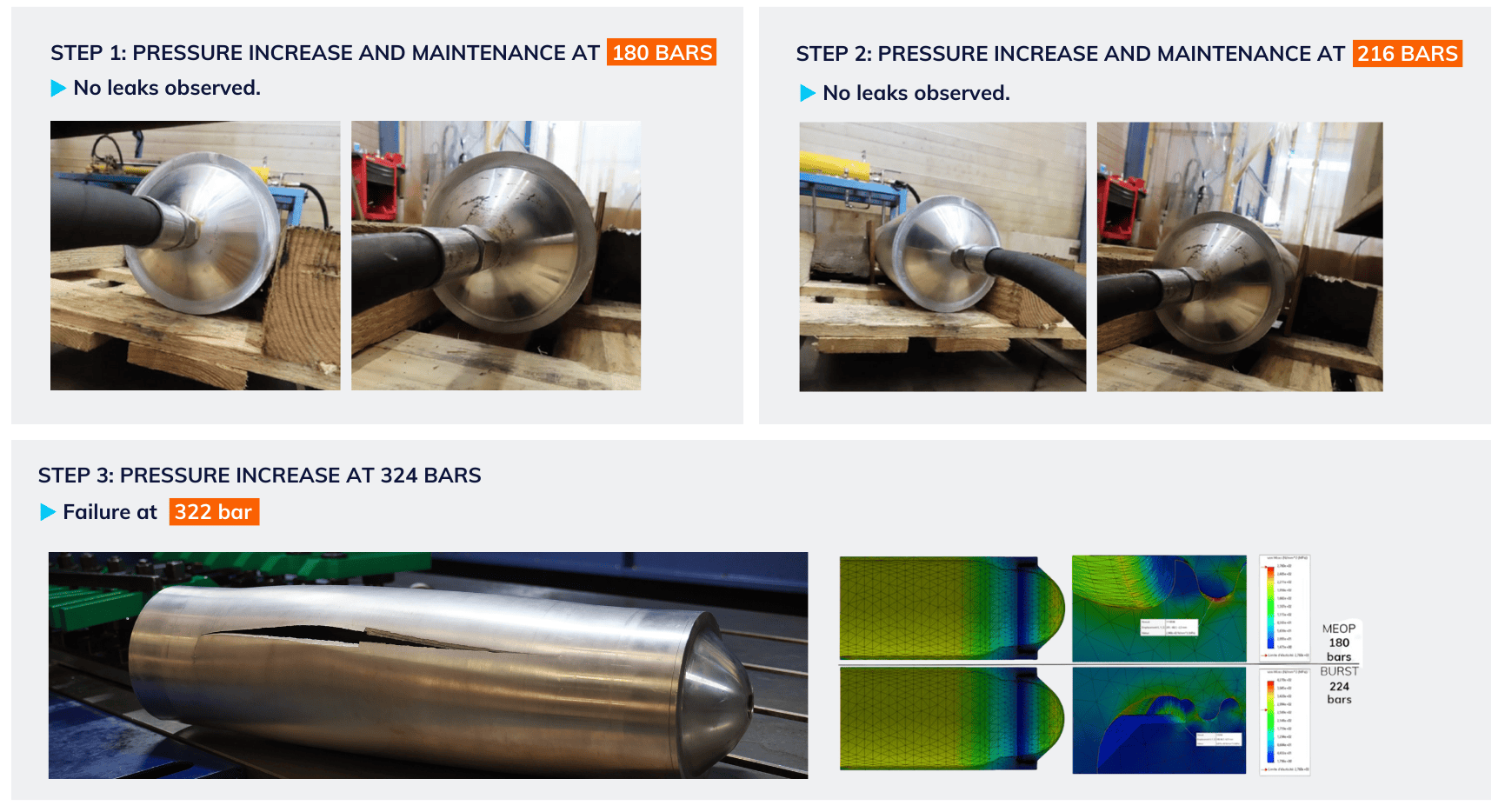
These comprehensive tests ensure that the welded tanks meet the highest standards of quality and reliability.
Friction Stir Welding has revolutionized the manufacturing of aluminium tanks, providing unmatched benefits such as superior joint strength, minimized risk of leaks, and significant cost savings. Through detailed examples and stringent quality control processes, it is clear that FSW not only enhances the reliability and efficiency of tank assembly but also meets the rigorous demands of high-stakes industries. Adopting FSW leads to optimized production, ensuring tanks are built to endure the harshest conditions with exceptional durability and performance.

Go deeper into aluminium tank manufacturing
Ready to revolutionize your aluminium tank manufacturing with FSW? Watch our in-depth webinar replay to discover expert insights and practical tips!