
Revolutionierung der Herstellung von Aluminiumtanks
Discover the power of Friction Stir Welding
Da die Industrien kontinuierlich nach innovativen und zuverlässigen Fertigungsprozessen suchen, erweist sich das Rührreibschweißverfahren (FSW) als revolutionäre Technik, insbesondere für die Montage von Aluminiumtanks; Dieser Blog geht auf die Feinheiten des FSW-Prozesses ein, hebt seine Vorteile für die Tankmontage hervor und präsentiert Fallstudien zur Veranschaulichung seiner Wirksamkeit. Von der Erfassung der Grundlagen des FSW bis hin zur Untersuchung spezifischer Design- und Qualitätskontrollmaßnahmen zeigen wir, warum FSW die bevorzugte Lösung für eine robuste und effiziente Tankherstellung ist.

FSW-Prozess: Wie funktioniert es?
Das Rührreibschweißen (FSW) ist eine Kaltverschweißungstechnik, die keine Verschmelzung der zu verbindenden Materialien erfordert. Stattdessen nutzt FSW die durch die Reibung zwischen dem Werkzeug und dem Werkstück erzeugte Wärme. Ein rotierendes Werkzeug, das als Schweißwerkzeug bezeichnet wird, wird in die Verbindung zwischen den zu verschweißenden Teilen gedrückt und bewegt sich entlang dieser Verbindung.
Um eine FSW-Operation erfolgreich durchzuführen, ist es notwendig, das richtige Werkzeug zu haben, das aus einem zylindrischen Teil, das Schulter genannt wird, und einem Stift besteht. Das Werkzeug besteht aus hitzebeständigen Materialien. FSW ermöglicht das Schweißen verschiedener Metalle wie Aluminium, Stahl oder Kupfer.
Welche Schritte umfasst das Rührreibschweißen?
Zunächst werden die zu schweißenden Teile sicher auf dem Maschinentisch, dem Roboter oder einer anderen Ausrüstung befestigt, um jegliche Bewegung während des Prozesses zu verhindern. Als nächstes wird das Werkzeug in Rotation versetzt und in die Naht der zu schweißenden Teile gedrückt. Die Rotation des Werkzeugs erzeugt Reibungswärme, die das Material in einen plastischen Zustand versetzt, ohne es zu schmelzen.
Dann bewegt sich das Schweißwerkzeug entlang der Naht. Das Material wird gerührt, wodurch die Materialien der beiden zu verbindenden Teile vermischt werden. Während das Werkzeug fortschreitet, hinterlässt es eine solide, porenfreie und widerstandsfähige Schweißnaht.
Tatsächlich ist die hohe Festigkeit der durch FSW geschweißten Teile einer der Hauptvorteile dieser Technologie. Die erzeugten Schweißnähte sind oft stärker und weniger anfällig für Defekte im Vergleich zu Schweißnähten, die mit traditionellen Schweißmethoden (TIG, MIG) erzielt werden. Da das Material nicht schmilzt, erfährt das Teil zudem eine minimale Verformung.
FSW wird in der Luft- und Raumfahrt, der Automobilindustrie und anderen anspruchsvollen Branchen eingesetzt, in denen die Festigkeit und Zuverlässigkeit der Schweißnähte entscheidend sind, und bietet eine breite Palette von Anwendungen.
Warum FSW für die Montage Ihres Aluminiumtanks wählen?
Die überlegenen Vorteile von FSW für die Tankmontage
Das Rührreibschweißen (FSW) bietet unvergleichliche Vorteile für die Tankmontage und macht es zur idealen Wahl für Branchen, die robuste und zuverlässige Speicherlösungen benötigen. Erstens eliminiert FSW das Risiko von Lecks, sei es unter Vakuumbedingungen oder bei Flüssigkeiten, dank seines Schweißverfahrens im festen Zustand, das Porosität verhindert. Zweitens ermöglicht diese Technologie eine erhebliche Gewichtsreduzierung, indem hochfeste Aluminiumlegierungen (2000er oder 7000er Serien) anstelle von Edelstahl verwendet werden, wodurch das Gewicht halbiert wird. Außerdem ist FSW bis zu zweimal günstiger als herkömmliche Lichtbogen- oder Laserschweißmethoden, was zu erheblichen Kosteneinsparungen führt. Schließlich stellt die hohe mechanische Festigkeit der FSW-Verbindungen sicher, dass sie Drücken von bis zu 280 bar (4000 psi) ohne Nachwärmebehandlung standhalten können, was in anspruchsvollen Umgebungen Haltbarkeit und Zuverlässigkeit gewährleistet.
Tanks mit einem Durchmesser unter 300 mm
Verbesserung der Effizienz der Tankherstellung mit Extrusion und FSW für Tanks mit einem Durchmesser unter 300 mm
Die Nutzung von Extrusion und Rührreibschweißen (FSW) zur Herstellung von Tanks mit einem Durchmesser unter 300 mm bietet bemerkenswerte Vielseitigkeit und Effizienz. Extrusionen können nahtlos mit jeder Aluminiumlegierung verschweißt werden, was den Montageprozess vereinfacht und die Vielseitigkeit erhöht. Dieser Ansatz rationalisiert die Fertigung durch die Verwendung von Extrusionen, wodurch die Notwendigkeit von Längsschweißungen entfällt und die Prozesskomplexität reduziert wird. Darüber hinaus führt die Nutzung von Aluminiumextrusionen zu erheblichen Kosteneinsparungen, was diese Methode zu einer wirtschaftlich vorteilhaften Wahl für die Herstellung hochwertiger Tanks macht.
Innovativer und optimierter Aluminiumtank
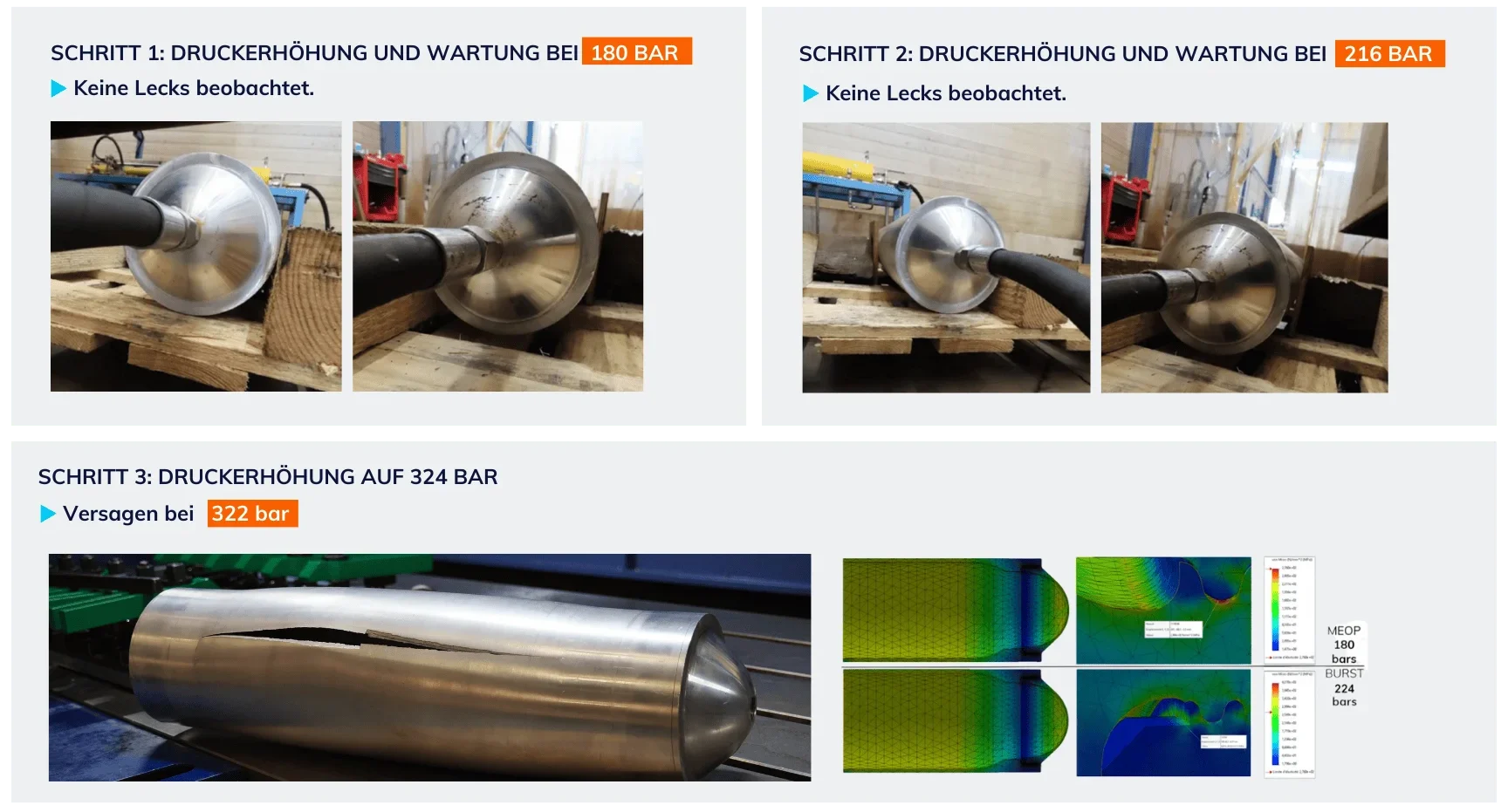
Hier ist ein innovatives und optimiertes Aluminiumtankdesign, bestehend aus zwei Hauptteilen: einem zylindrischen Rohr und zwei Schraubdeckeln. Die Schraubdeckel sind Überlappungsgeschweißt mit dem zylindrischen Rohr verbunden, was eine sichere und robuste Montage gewährleistet. Dieses fortschrittliche Design kann Berstdrucktests von bis zu 224 bar (4700 psi) standhalten und zeigt außergewöhnliche Haltbarkeit und Zuverlässigkeit. Dieser hochmoderne Ansatz liefert eine überlegene Tanklösung, die den höchsten Leistungs- und Sicherheitsstandards entspricht.
Tanks mit einem Durchmesser über 300 mm
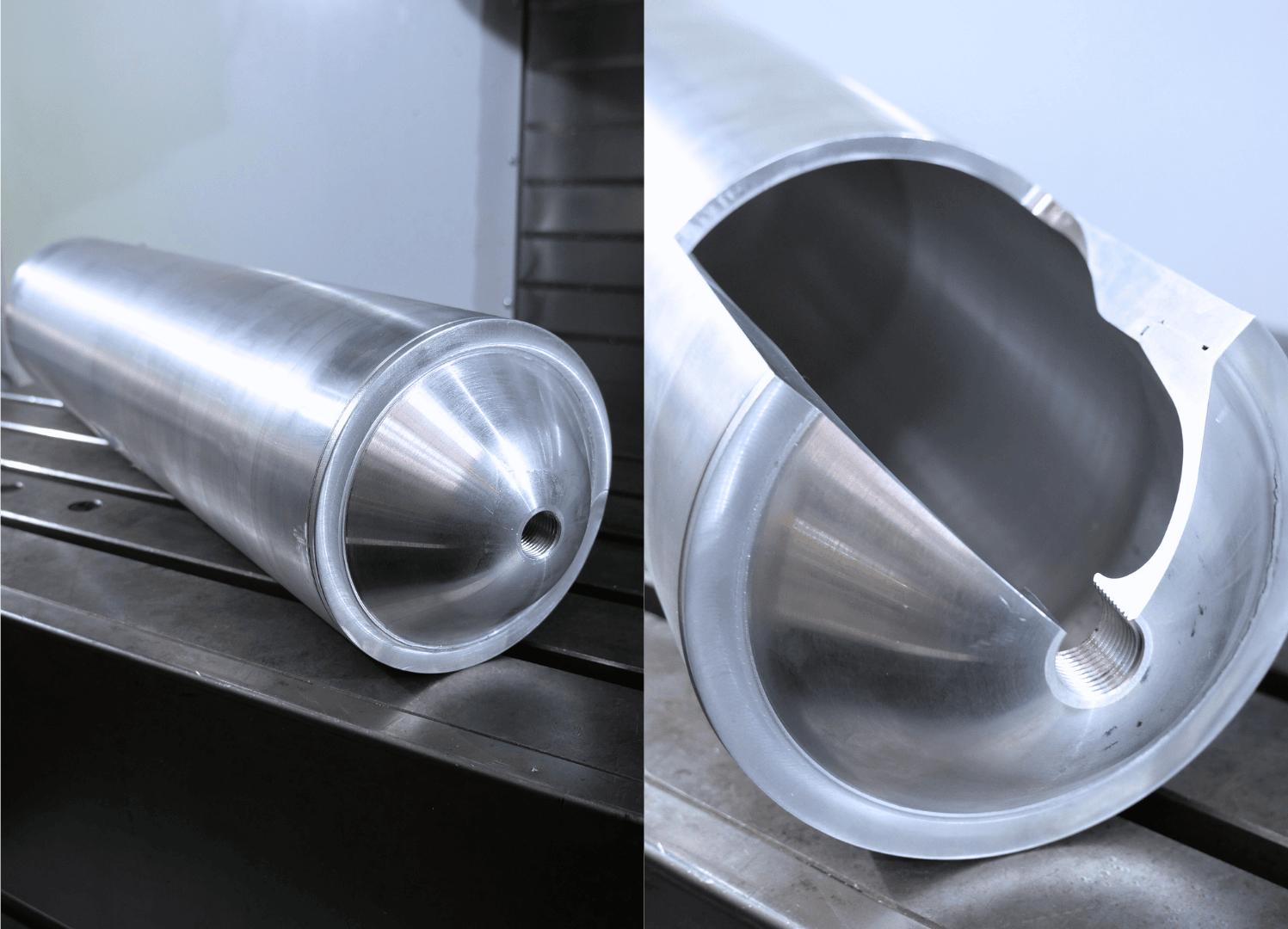
Effiziente Montage von Großtankern mit FSW
Für Tanks mit einem Durchmesser von über 300 mm ist die Montage durch Rührreibschweißen (FSW) eine effiziente und zuverlässige Methode. Diese Tanks bestehen typischerweise aus mehreren Komponenten: dem Körper (Halbkollektor) und zwei Endkappen. Der Zusammenbau eines solchen Aluminiumtanks erfordert vier FSW-Schweißnähte. Der Prozess umfasst eine Schweißnaht, um die erste Endkappe am Körper zu befestigen, und eine weitere für die zweite Endkappe. Darüber hinaus erfordert die Anzahl der Paneele im Körper weitere Schweißnähte, in diesem Fall sind zwei zusätzliche Schweißnähte erforderlich. Dieser systematische Ansatz gewährleistet eine robuste und sichere Montage, die hohen Anforderungen an Haltbarkeit und Leistung entspricht.

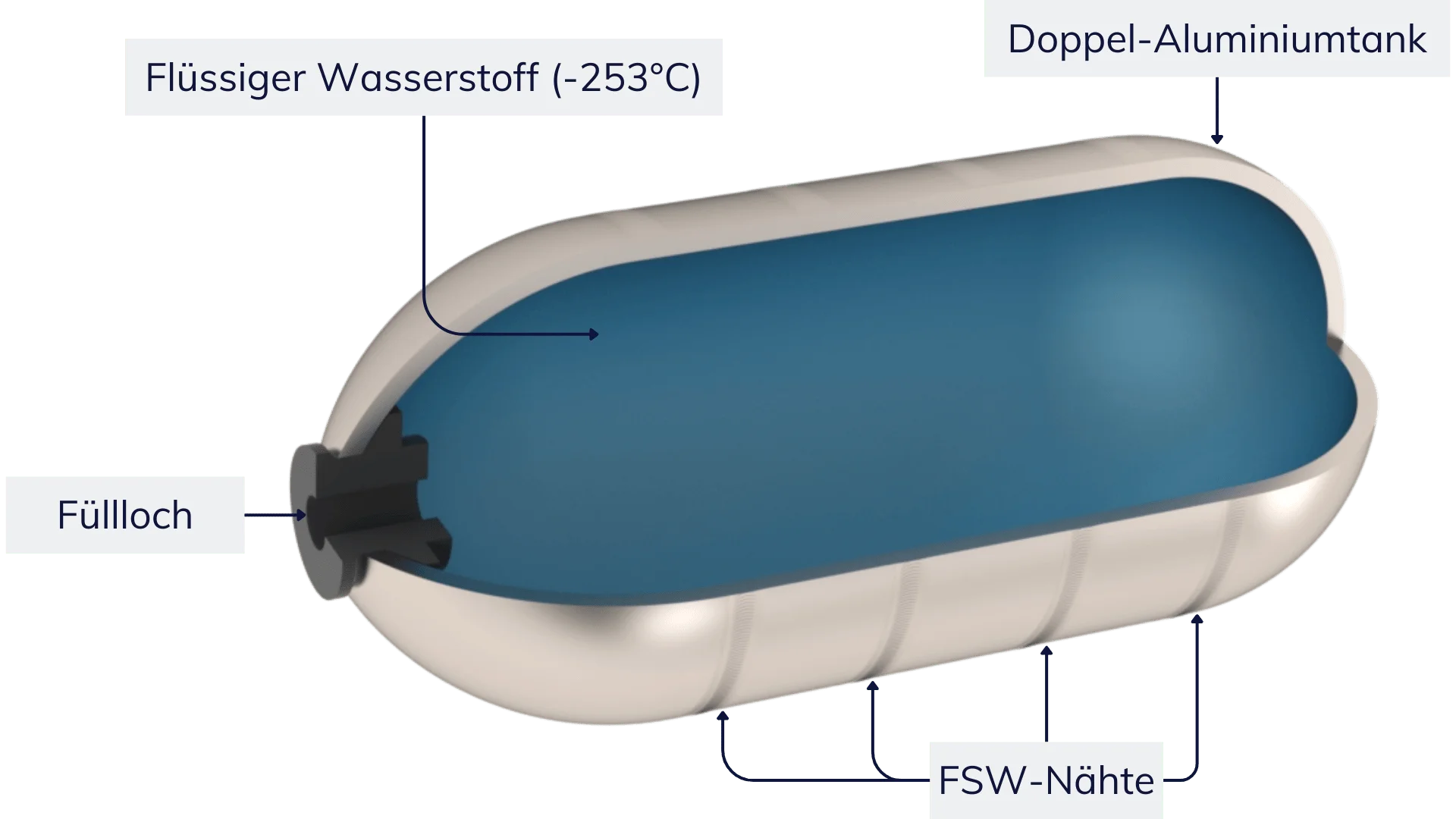
Optimierte Speicherung von kryogenem Wasserstoff mit FSW
Das Rührreibschweißen (FSW) ist eine ausgeklügelte Technik, die sich ideal für die Speicherung von kryogenem Wasserstoff eignet und zahlreiche Vorteile bietet. Diese Methode erhält die Eigenschaften von Aluminium und erreicht eine Verbindungseffizienz von 70-100%. Durch das Schweißen von Hochleistungs-Aluminiumlegierungen wie AA2024-T3 und AA2219-T8 reduziert FSW erheblich Defekte, indem es Porosität und Risse eliminiert. Darüber hinaus verbessert FSW die Integrität von kryogenen Wasserstofftanks, gewährleistet 100%ige Wasserdichtigkeit und erfüllt die strengsten Qualitätsstandards. Dieser optimierte Ansatz garantiert zuverlässige und sichere Speicherlösungen für kryogenen Wasserstoff.
Fallstudie eines Aluminiumtanks mit einem Durchmesser unter 300 mm
Design eines Aluminiumtanks mit einem Durchmesser unter Ø 300 mm
Beispiel für Tankdesign und Schritte der Vormontage des Tanks
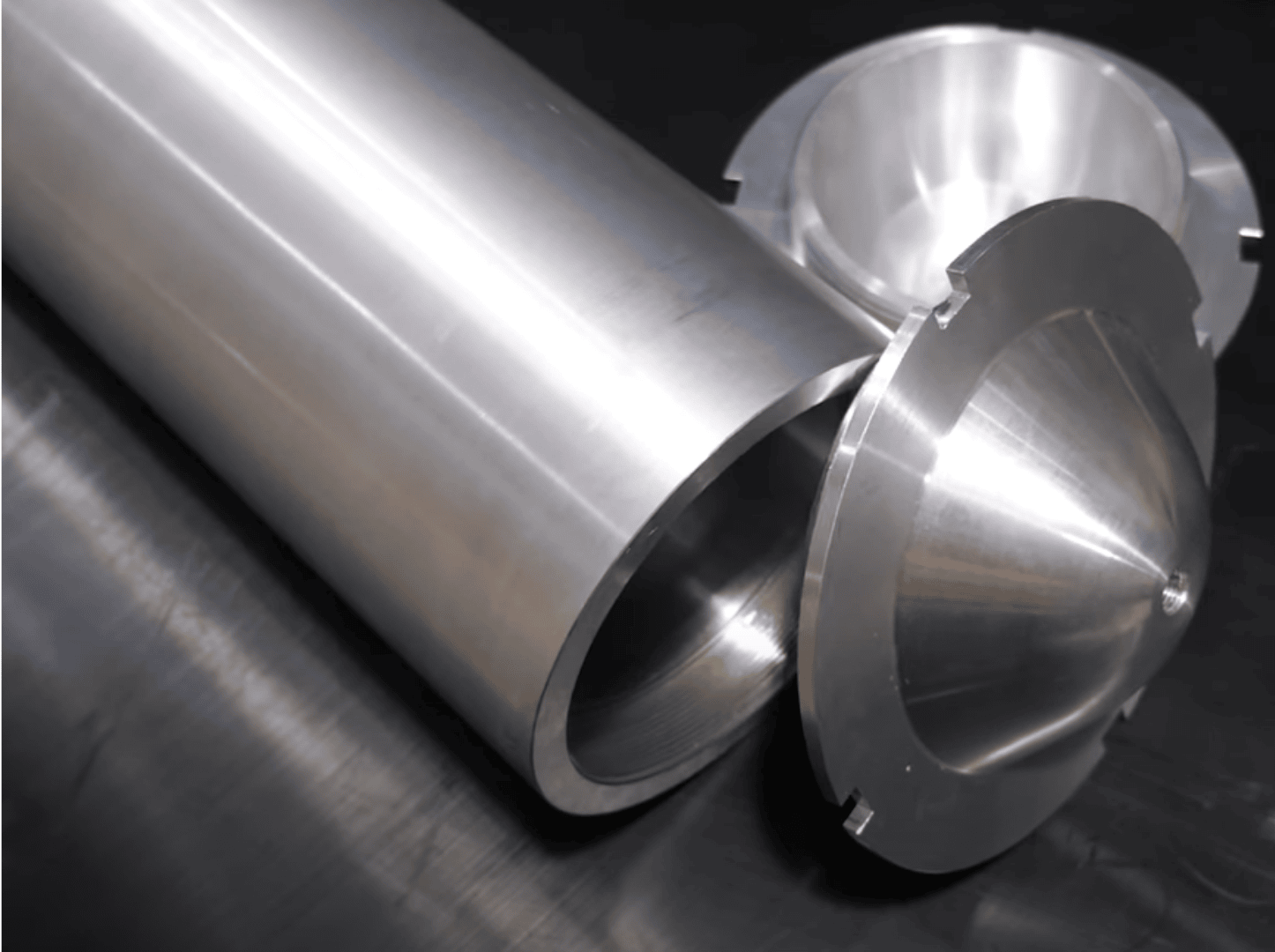
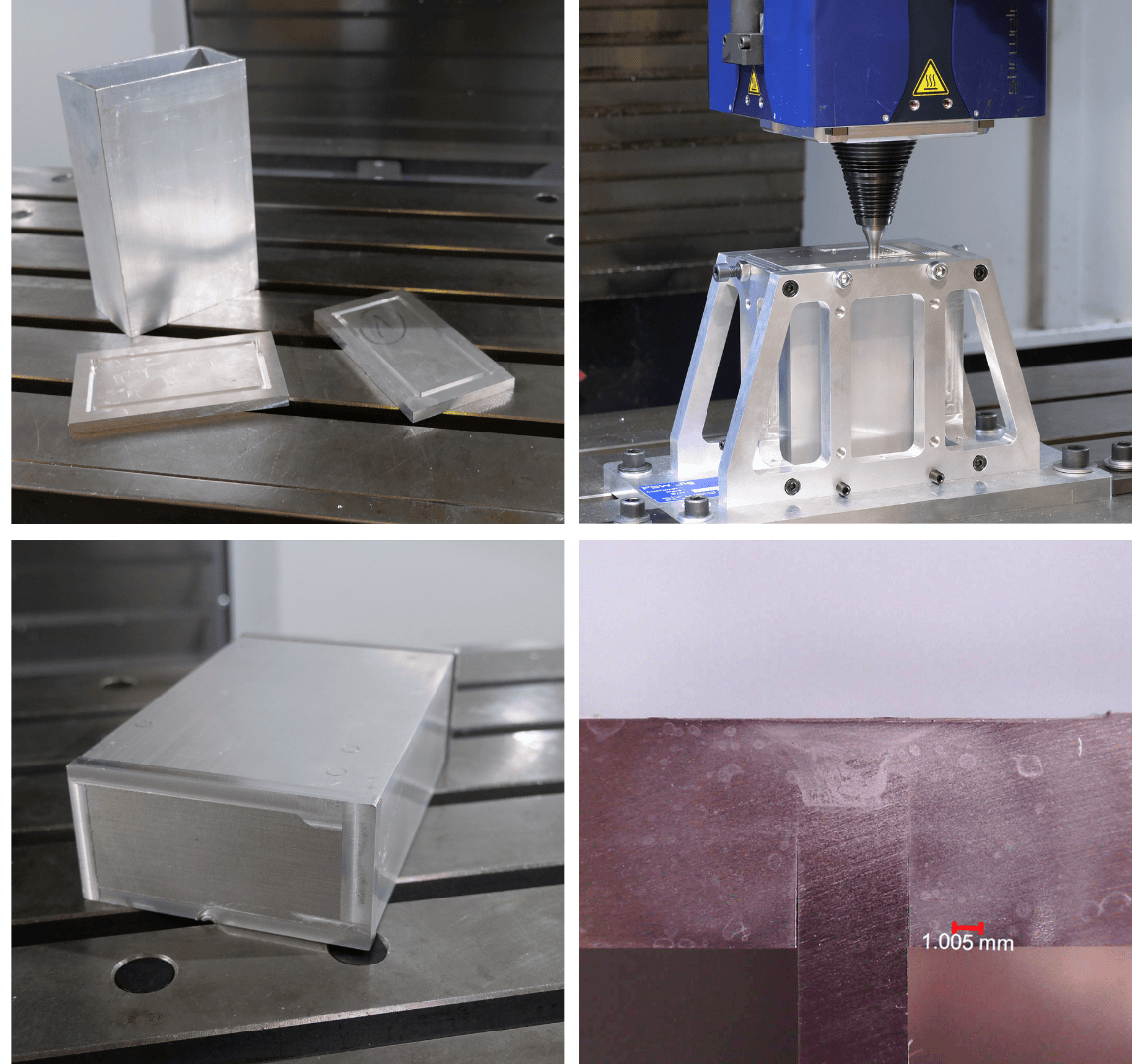
Hier ist ein Beispiel für ein Aluminiumtankdesign, das wir in Zusammenarbeit mit CNES entwickelt haben. Dieser Tank besteht aus drei Elementen:
Der Vormontageprozess des Tanks umfasst mehrere wichtige Schritte, um ein robustes und sicheres Endprodukt zu gewährleisten. Zuerst werden während der Schraubmontage die Enden mit einem speziellen Schraubenschlüssel direkt an der Schweißausrüstung in die Hülle geschraubt. Dies wird fortgesetzt, bis die Schulter des Endes auf die Oberseite der Hülle trifft, wodurch ein ordentlicher Kontakt gewährleistet wird. Diese Aktion komprimiert auch die Dichtung und sichert die Verbindung. Aus Gründen der Symmetrie und Unterstützung müssen beide Enden vor dem Schweißen montiert werden. Während des Schweißvorgangs wird ein Stopfen in die Düse eingesetzt, um zu verhindern, dass Späne in den Tank gelangen, was eine saubere und zuverlässige Schweißnaht gewährleistet. Dieser akribische Prozess garantiert die Integrität und Leistung des Tanks.
Umfassendes Spannvorrichtungsdesign für das Tankschweißen
Das Spannvorrichtungsdesign für das Tankschweißen umfasst mehrere kritische Schritte, um eine präzise Positionierung und robuste Unterstützung während des Schweißvorgangs sicherzustellen.
Der erste Schritt im Spannvorrichtungsdesign besteht darin, die Hülle mit dem bearbeiteten Referenzwerkzeug auszurichten und sie mit Spann”backen” sicher zu klemmen. Dies stellt sicher, dass die Hülle während des Schweißvorgangs stationär bleibt und entlang der X- und Y-Achse richtig ausgerichtet ist. Eine korrekte Positionierung und Unterstützung sind entscheidend für die Aufrechterhaltung der Schweißqualität. Der Tank wird gegen das Werkzeug gelegt, um eine korrekte Ausrichtung der Z-Achse zu gewährleisten. Der FSW-Kopf passt sich an Höhenunterschiede an und sorgt für eine gleichbleibende Schweißqualität. Schließlich sichert die Z-Klemmung den Tank fest an Ort und Stelle mit einer angeschraubten Maske und verhindert Bewegungen während des Schweißvorgangs. Dieser Schritt ist entscheidend für die Aufrechterhaltung von Stabilität und Präzision, um hochwertige Schweißnähte und die Integrität der Tankstruktur zu gewährleisten.
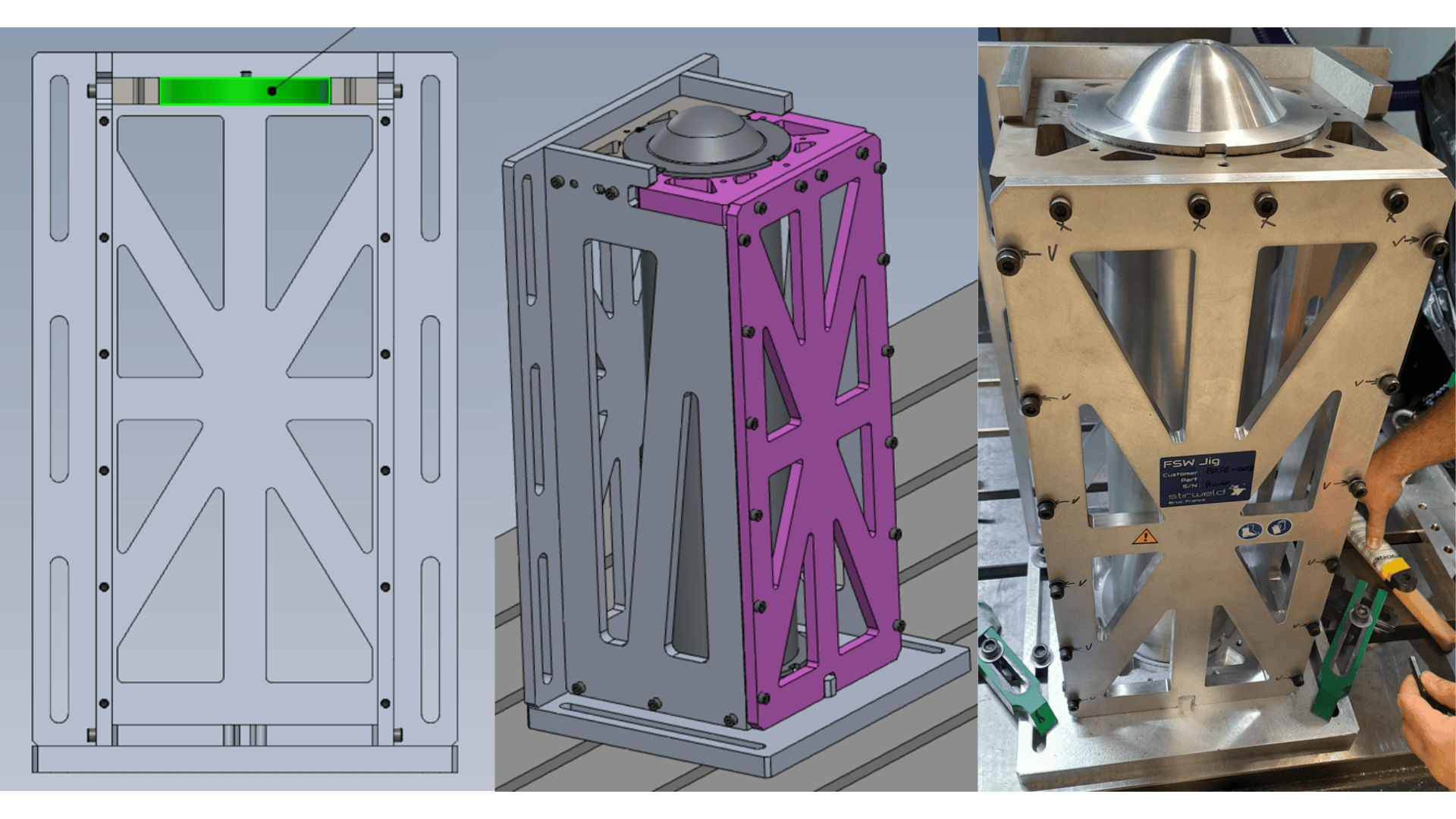
Dieser detaillierte Spannvorrichtungs-Designprozess stellt sicher, dass der Tank sicher positioniert und unterstützt wird, was zu hervorragenden Schweißergebnissen und einer insgesamt hohen Tankqualität führt.
Rührreibschweißen des Aluminiumtanks: Schweißpfad
Für das Schweißen dieses Tanktyps sind doppelte konzentrische Schweißnähte erforderlich. Wie unten gezeigt, wenden wir zwei konzentrische Schweißnähte in entgegengesetzte Richtungen an. Dadurch überlappen sich die Schweißfronten, wodurch Hakenfehler beseitigt und die Schweißnaht für eine verbesserte Druckbeständigkeit verbreitert wird. Hier sind die wichtigsten Schritte dieser Schweißoperation:
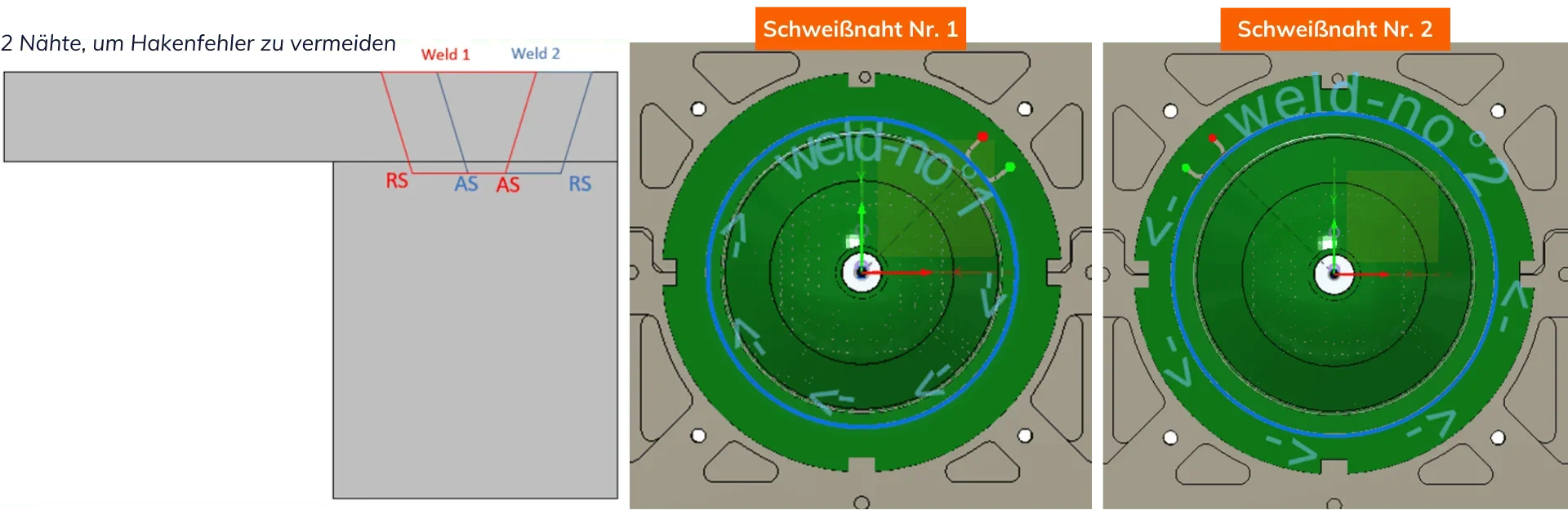
Isolierte Start-/Endpunkte: Die Werkzeug-Ein- und Austrittszonen sind mit einer leichten Überlappung isoliert, bevor der Schweißpfad verlassen wird.
Kein Austrittsloch: Diese Technik stellt sicher, dass das FSW-Werkzeug keine Löcher hinterlässt, die zu Lecks führen könnten.
Montage und Klemmen: Beide Enden des Tanks in der Schweißvorrichtung sichern.
Erste Schweißnaht: Die Schweißnaht am ersten Ende abschließen.
Entgraten: Die Schweißnaht mit einem Fräser glätten, um den Tank für das Wenden vorzubereiten.
Den Tank wenden: Den Tank umdrehen und das zweite Ende schweißen.
Endgültiges Entgraten: Die endgültige Schweißnaht reinigen.
Hinweis: In der Massenproduktion kann mit dem richtigen Werkzeug das Entfernen von überschüssigem Material während der Entgratvorgänge (3. und 5.) durchgeführt werden.
Umfassende Qualitätskontrolle für geschweißte Tanks
Die Sicherstellung der Integrität und Qualität geschweißter Tanks umfasst eine Reihe sorgfältiger Tests, die darauf ausgelegt sind, potenzielle Probleme zu erkennen und die Festigkeit der Schweißnähte zu bestätigen.
Visuelle Prüfung
Der erste Schritt umfasst eine gründliche visuelle Inspektion, um sicherzustellen, dass keine sichtbare Oberflächenporosität am Tank vorhanden ist. Das Austrittsloch wird überprüft, um zu bestätigen, dass keine Porosität vorhanden ist. Ein leichter Grat zeigt einen guten Werkzeugkontakt mit der Schweißfläche, und die Abschnittsreduktion wird auf ein Minimum gehalten, im Bereich von 0,1 bis 0,2 mm.
Luft-/Wassertest bei 7 bar
Der Tank wird dann einem Luft- und Wassertest unterzogen. Er wird mit 7 bar Innenluft unter Druck gesetzt und in Wasser getaucht. Das Fehlen von Blasen an der Schweißnaht bestätigt eine dichte Abdichtung und keine Lecks.
Metallographischer Querschnitt
Eine metallographische Querschnittsanalyse wird durchgeführt, um Porosität in der Schweißnaht zu überprüfen. Sie bestätigt auch, dass der Werkzeugschulter gut auf der Oberfläche der Teile gedrückt war, was eine feste Schweißnaht sicherstellt.
Biegetest
Der Tank wird einem Biegetest unterzogen, um die Integrität der Schweißnaht zu bewerten. Der Test bestätigt, dass es keine Fehler in der Schweißnaht selbst gibt, wobei Fehler in der Wärmeeinflusszone (HAZ) auftreten.
Drucktest
Schließlich wird der Tank einem Drucktest mit einer Hydraulikpumpe mit einer Kapazität von 400 bar unterzogen. Ein kalibrierter Drucksensor (Serie: BPIN5000807) zeichnet den Druck auf, mit einem Bereich bis zu 500 bar, um sicherzustellen, dass der Tank hohen Drücken ohne Ausfall standhalten kann.
Diese umfassenden Tests stellen sicher, dass die geschweißten Tanks den höchsten Qualitäts- und Zuverlässigkeitsstandards entsprechen.
Das Rührreibschweißen (FSW) hat die Herstellung von Aluminiumtanks revolutioniert und bietet unvergleichliche Vorteile wie überlegene Verbindungsfestigkeit, minimiertes Leckagerisiko und erhebliche Kosteneinsparungen. Durch detaillierte Beispiele und strenge Qualitätskontrollprozesse wird deutlich, dass FSW nicht nur die Zuverlässigkeit und Effizienz der Tankmontage verbessert, sondern auch den strengen Anforderungen von Hochrisikoindustrien gerecht wird. Die Einführung von FSW führt zu einer optimierten Produktion und stellt sicher, dass Tanks gebaut werden, um den härtesten Bedingungen mit außergewöhnlicher Haltbarkeit und Leistung standzuhalten.

Eintauchen in die Tankherstellung
Bereit, Ihre Aluminiumtankherstellung mit FSW zu revolutionieren? Sehen Sie sich unser ausführliches Webinar an, um Experteneinblicke und praktische Tipps zu entdecken!