FSW APPLICATION
Cold Plate Welded by FSW
FSW liquid cold plates: thermal efficiency comparable to vacuum brazing, at a lower cost than copper tubing.

Why choose Friction Stir Welding for your liquid cold plate assembly?
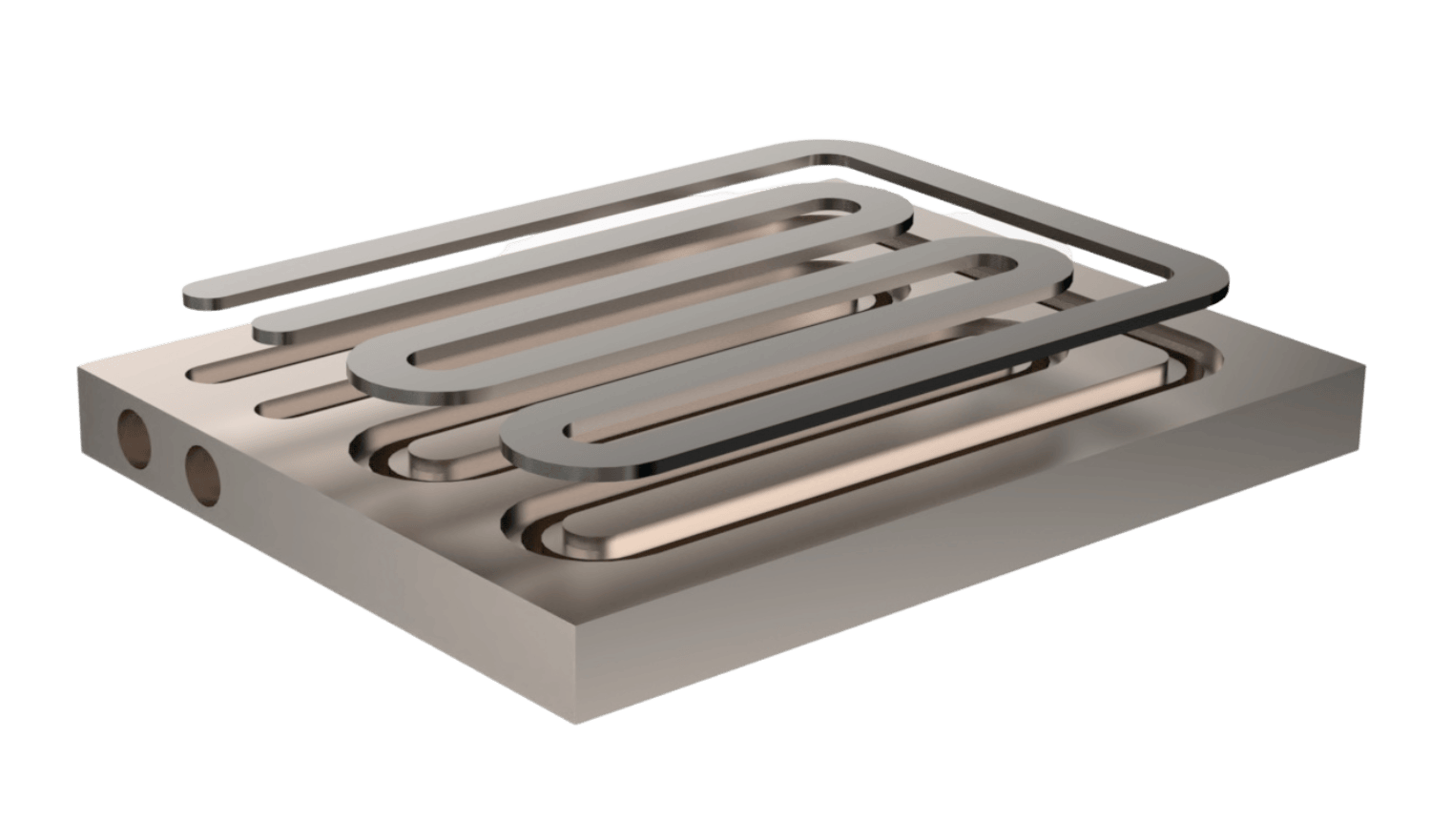
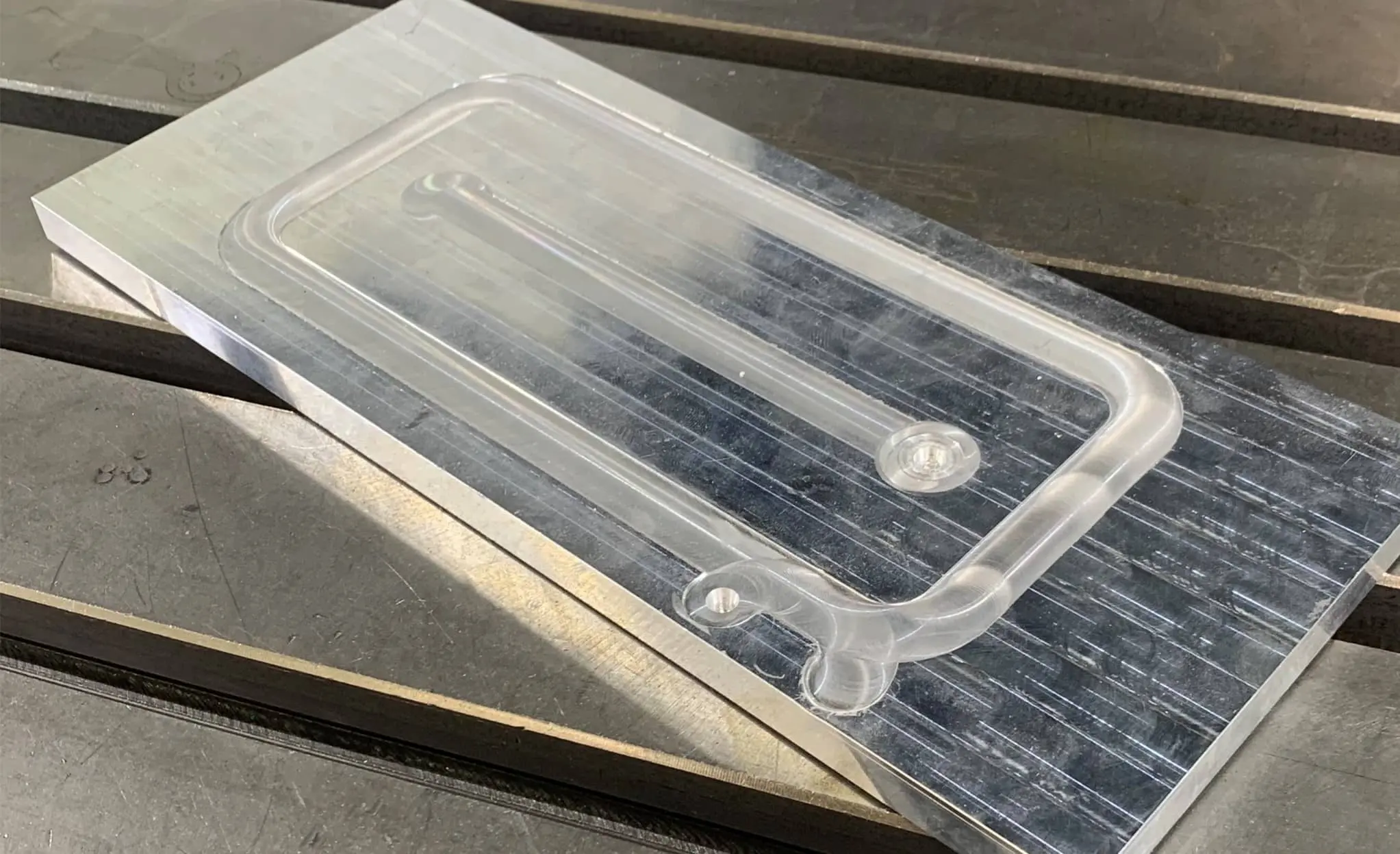
The fsw liquid cold plate used in electronic cooling systems features a casing with a coolant channel and a cover. Ensuring watertightness, thermal efficiency, and durability at an affordable price is vital. FSW welding addresses these requirements, making it an ideal solution for heat exchanger applications in power electronics.

No risk of leak
Solid-state FSW process eradicates porosity, ensuring a leak-proof seal in both aluminum and copper.

2x thermal boost
Enables use of high-conductivity materials like AA1050 and copper doubling thermal efficiency.

Cost divided by 10
Up to 10x less costly than traditional methods like copper tubing, brazing or conventional welding.

High resistance
Achieves mechanical strengths of up to 4300 psi (300 Bar) without the need for post-heat treatment.
Technical Specifications of FSW Liquid Cold Plates

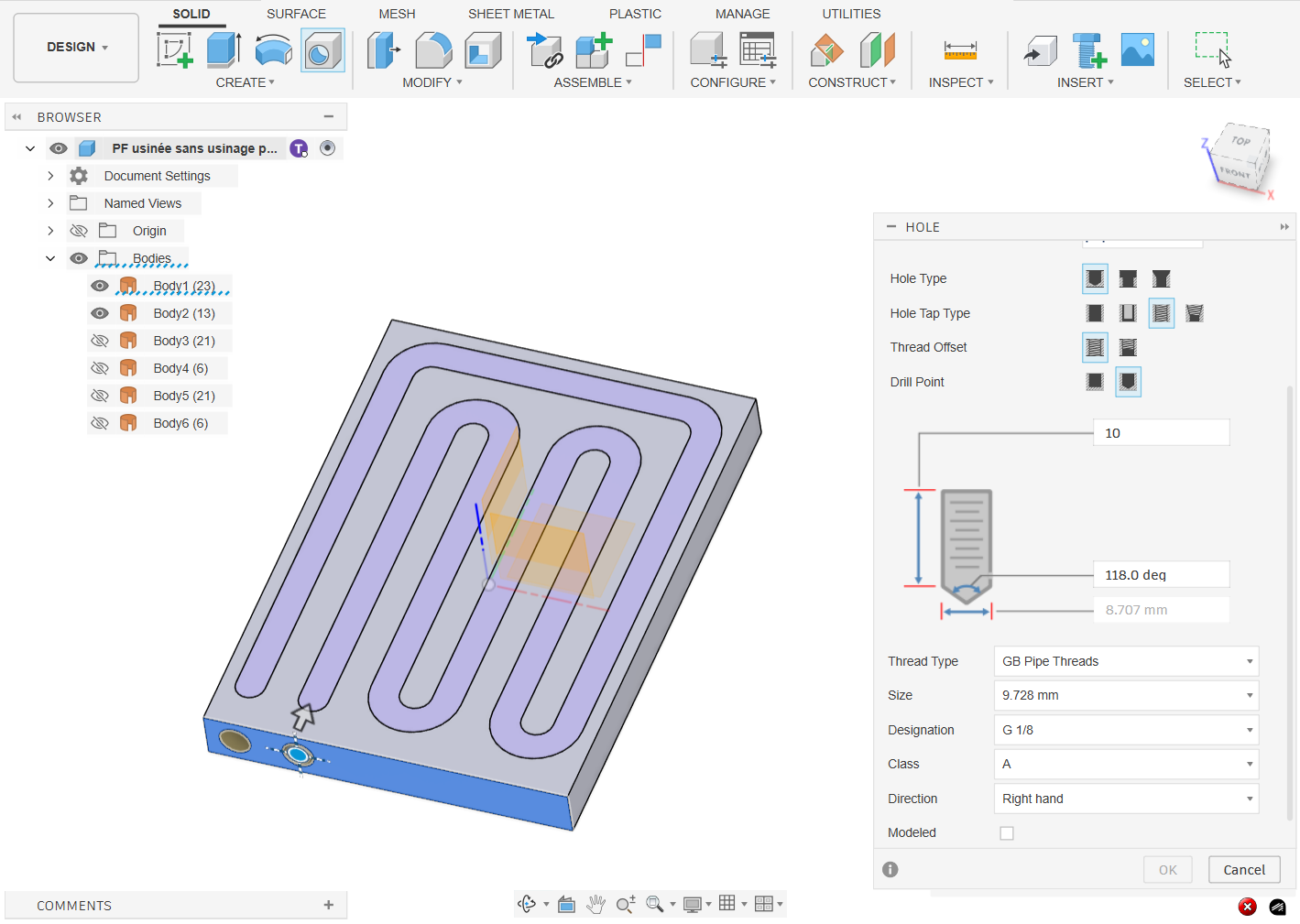
To guarantee optimal FSW welding results for your cold plate solution, several critical factors must be evaluated. Each of these contributes to the overall quality, durability, and performance of the assembled product, ensuring efficient thermal management.
The dimensions of the cover hold significant importance in multiple facets of the cold plate functionality, affecting not just the welding process but also the mechanical strength of the final assembled unit. Carefully selecting the thickness and width of the cover becomes a strategic endeavor, as these dimensions play a critical role in the cold plate ability to resist pressure. There are generally two primary strategies to enhance this resistance: either by increasing the cover’s thickness for greater rigidity or by narrowing its width to minimize the surface area vulnerable to stress.
Our team of FSW experts has extensive experience in optimizing these variables and is fully equipped to guide you in crafting the ideal design for FSW welding of your cold plate. To ensure your project success, we offer specialized design assistance services that encompass material selection, thermal performance optimization and quality assurance.

The definition of the tool path and the ‘Dead Zone’ are critical aspects in friction stir welding, especially when it comes to ensuring quality and precision in the end product. The tool path outlines the exact trajectory that the FSW tool will take, significantly affecting the uniformity and strength of the weld. Meanwhile, the ‘Dead Zone’ refers to the area where the FSW tool exits and managing this zone is crucial for achieving a clean, high-quality weld.
Incorrect settings in either of these aspects can result in various issues like imperfections, weaker welds or even mechanical failures. Our team of FSW specialists is well-equipped to provide expert consultation on these technical nuances, helping you avoid common pitfalls and optimize your welding process for superior results.
For deeper insights into these critical aspects of friction stir welding, don’t hesitate to consult our specialists.

Pressure test
Pressurized air is introduced into the cold plate channel to gauge the cover burst resistance. This test helps to ensure that the plate can withstand external forces without failure.

Sealing test
This is a critical test performed to confirm the quality of the welded cold plate. A successful sealing test ensures that there are no leaks and that the welded joint has a strong, hermetic seal.

Thermal management
Experimental characterization of the thermal resistance and pressure drop in the cold plate is undertaken. This process evaluates the cold plate efficiency in dissipating heat, which is crucial for applications in demanding environments.

Visual test
The visual test aims to identify the presence of excessive flash. It also checks whether the force applied by the shoulder on the workpiece surface was adequate. Inadequate force or excessive flash could indicate potential weaknesses in the weld.

Welding time: 2 min
Welding time: 3 min

Welding time: 2 min

Welding time: 1 min

Welding time: 5 min

Welding time: 1 min

Welding time: 2 min
Welding time: 10 min
Have a project in mind?
Unlock the full potential of your cold plate project with our comprehensive FSW Design Guidelines. Our guide covers everything from an introduction to FSW liquid cold plate technology and its advantages, to a detailed walkthrough of the Friction Stir Welding process itself. Plus, get exclusive insights into designing for a 100% quality cold plate. Fill out the form to request your tailored Design Guidelines and let our experts help you every step of the way.
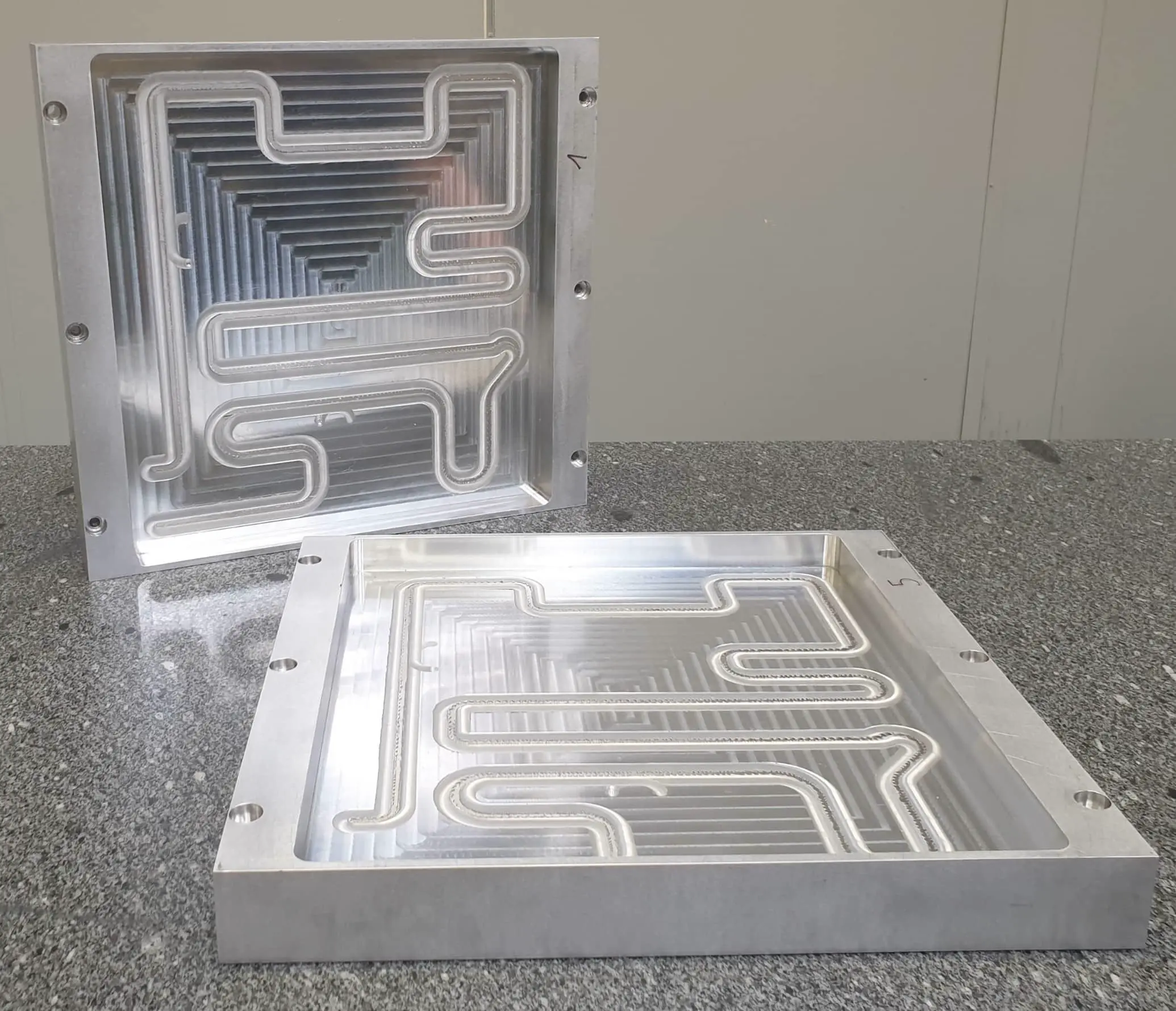
Live FSW Showcase: Diverse Cold Plates Assembled by Friction Stir Welding

Comparing FSW to Traditional Cold Plate Assembly Techniques
Friction Stir Welding vs. Copper Tubing
When evaluating methods for joining cold plates, the advantages of friction stir welding technology over the copper tubing technique become evident. Firstly, the copper tube method limits cooling performance, making it difficult to achieve high channel density. Additionally, its reliability in conductivity is compromised by several manufacturing steps, such as bending, the application of thermal paste and hydroforming. Notably, when a copper tube is attached to an aluminum cold plate, it poses a risk of bimetallic corrosion in stringent conditions.

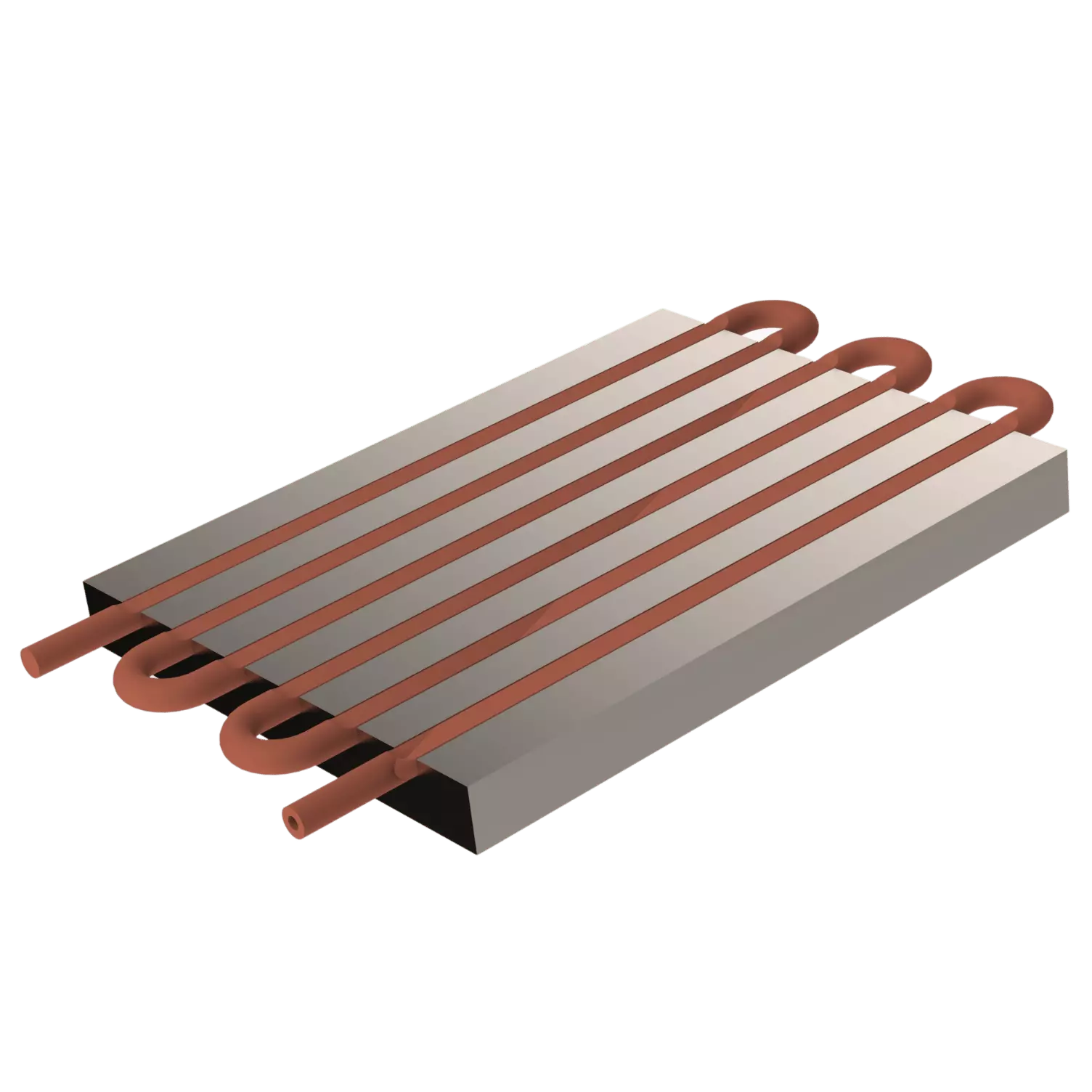
Contrastingly, friction stir welding presents several distinct benefits. There’s no need for welding between the tube and the end connectors (manifold) when using FSW. Instead, the end connectors are directly machined into the housing. Moreover, the process negates the need for an epoxy coating and subsequent pressing operation for epoxy drying. Overall, friction stir welding offers a more reliable and streamlined solution for joining cold plates.
Friction Stir Welding vs. Gun Drilling
Gun Drilling comes with inherent design restrictions, particularly limiting the cooling surface by forcing liquid paths to be straight lines. This becomes even more problematic for cold plates exceeding 500 mm in length, where the technique struggles with accuracy and consistency. Furthermore, Gun Drilling introduces a vulnerability at the connectors, making them highly susceptible to leakage issues.
In contrast, Friction Stir Welding offers the versatility to create more complex cooling paths, handles long plates with ease, and establishes secure, leak-proof connectors, thereby delivering a more reliable and effective cooling solution.

Friction Stir Welding vs. Vacuum Brazing
When it comes to cold plate assembly, cost and safety are two crucial factors that often dictate the choice of technology. Friction Stir Welding and Vacuum Brazing represent two different paradigms in both aspects.
Cost Impact on Cold Plate Technologies
Friction Stir Welding
By using an FSW welding head for machining centers, you can reduce your costs by up to 10 times:
Vacuum Brazing
Total costs of vacuum brazing operations are steep:
Safety Considerations in Cold Plate Assembly
Friction Stir Welding
FSW is a safe method, aligning with machining-specific safety standards. It also ensures operator health as it produces neither gas nor smoke.
Vacuum Brazing
Vacuum brazing poses a leak risk due to the lack of initial bonding defect detection and pressure-related failures.
Interested in a detailed look at the advantages of FSW over traditional techniques? Check out our comprehensive blog post: Liquid cold plate: FSW assembly for more performance and cost savings.
Thermal Management and Cold Plates: Key Concerns for Critical Sectors
Effective thermal management is pivotal across diverse industries, tackling various challenges like cost reduction and weight optimization for essential equipment. Minimizing pressure loss is another key consideration. Achieving top-notch quality is also vital, especially when dealing with thermomechanical stress factors. Specifically, the surface flatness of a cold plate must be impeccable to ensure ideal thermal contact with electronic components.
Cold plates serve a central role in numerous sectors where thermal regulation is of the utmost importance:




Energy
Sustainable Thermal Solutions

Data Centers
Efficient Cooling Solutions



They Trust Us
“FSW is a complementary technology to the one we used today which was actually brazing and allows us for certain projects, to propose simpler things and faster to implement. The integration of FSW has allowed us to position ourselves on projects on which we were not performing enough. For some customer projects, we are more efficient with FSW. The gains are in waterproofing and lead times compared to brazing. It is your responsiveness and proximity that made the choice”

Robert GLEMOT
CEO of Prolann
“At Calip, we use Friction Stir Welding technology for three main reasons. First, for sealing purposes. Our clients often come to us with sealing challenges for their components and we find that FSW provides the only reliable solution. Second, we value the mechanical strength that FSW offers. As we work with very large profiles that sometimes require reassembly, the mechanical strength of the weld is crucial. The third advantage is repeatability, which ensures consistent quality across multiple welds.”

Gabriel Venet
Doctor of mechanical engineering


“Two essential reasons led us to choose Friction Stir Welding. First, it provides an excellent opportunity to secure the assembly operations between the sole and the cover, which together make up the heat sink. Second, we were looking for a technology that is not only simpler but also more reliable. FSW not only simplifies the industrial process, it’s also safer and can lead to significant cost reductions.”

X.A.
Supplier Development

Dive Deeper: Comprehensive FSW Cold Plate Resources
Interested in knowing more about FSW cold plate welding? From webinars and articles to whitepapers, we’ve got you covered. Click below to access all the insightful resources we’ve prepared for you.
Webinar – 45 min – Replay on demand
Thermal management: why choose FSW for the assembly of your liquid cold plate?
Curious about maximizing the efficiency of your cold plate assembly while minimizing costs? Discover the lesser-known advantages of using friction stir welding for liquid cold plates in our exclusive, complimentary webinar.
Blog articles – 5 min
Cold plate & FSW: the answer to the challenges of thermal management
Liquid cold plate: FSW assembly for more performance and savings
White paper – 20 min
Overcoming cold plate manufacturing challenges
Discover friction stir welding’s potential in liquid cold plate fabrication with our concise white paper. Address key challenges and transform manufacturing issues into opportunities efficiently.

White paper – 20 min
Thermal management: Friction Stir Welding liquid cold plate
Explore thermal management in critical industries with our white paper. Learn how FSW effectively integrates cold plates, balancing equipment weight and performance.

Ready to Revolutionize Your Cold Plate Assembly?
Benefit from superior performance and profitability thanks to our advanced FSW technology. Consult our experts to explore customized solutions for your specific cold-plate assembly needs.