
Which aluminum welding process consumes the least electricity?
Electrical consumption has become a major industrial challenge. With rising energy prices and increasing environmental constraints, aluminum component manufacturers are looking to optimize their joining processes.
Welding technologies do not all consume the same amount of electricity: some are energy efficient, others are extremely energy intensive. This article compares the real electrical consumption of the four main technologies, based on representative industrial data.

Why compare the electrical consumption of welding processes
In aluminum assembly operations, electrical consumption depends heavily on the technology used. Some methods heat only the weld zone (Friction Stir Welding, FSW), while others require full melting of the metal (MIG, laser) or even heating an entire furnace (vacuum brazing).
Comparing processes in kWh per meter welded enables manufacturers to measure the energy impact of their choices, anticipate operating costs, and evaluate their carbon footprint.
What is the electrical consumption of the 4 main aluminum welding methods
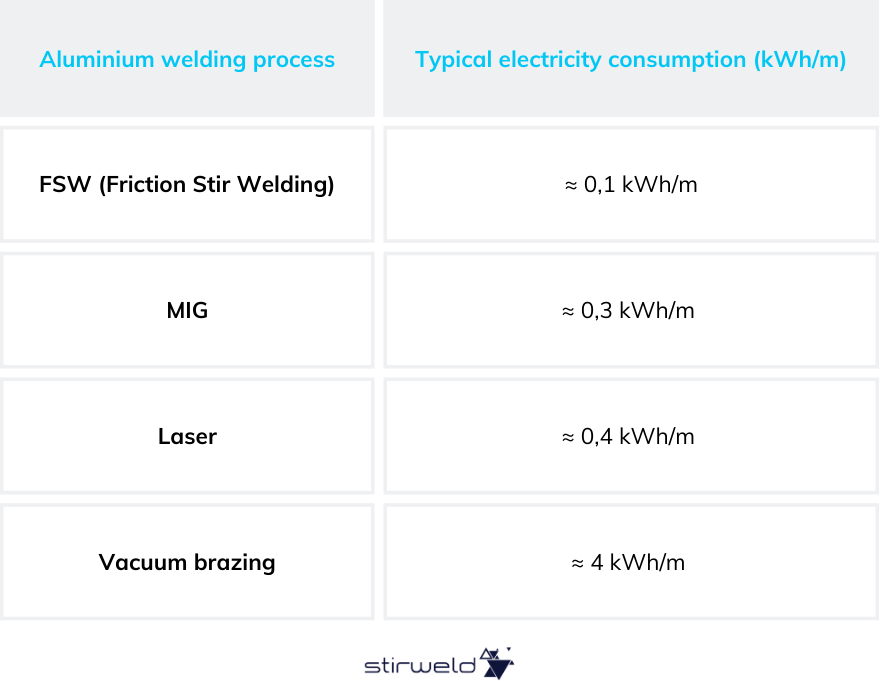
Typical electrical consumption of aluminum welding processes
The main processes used to weld aluminum are:
Their energy requirements differ significantly to produce one meter of aluminum weld. The table below summarizes typical electrical consumption values, expressed in kWh per meter of weld:
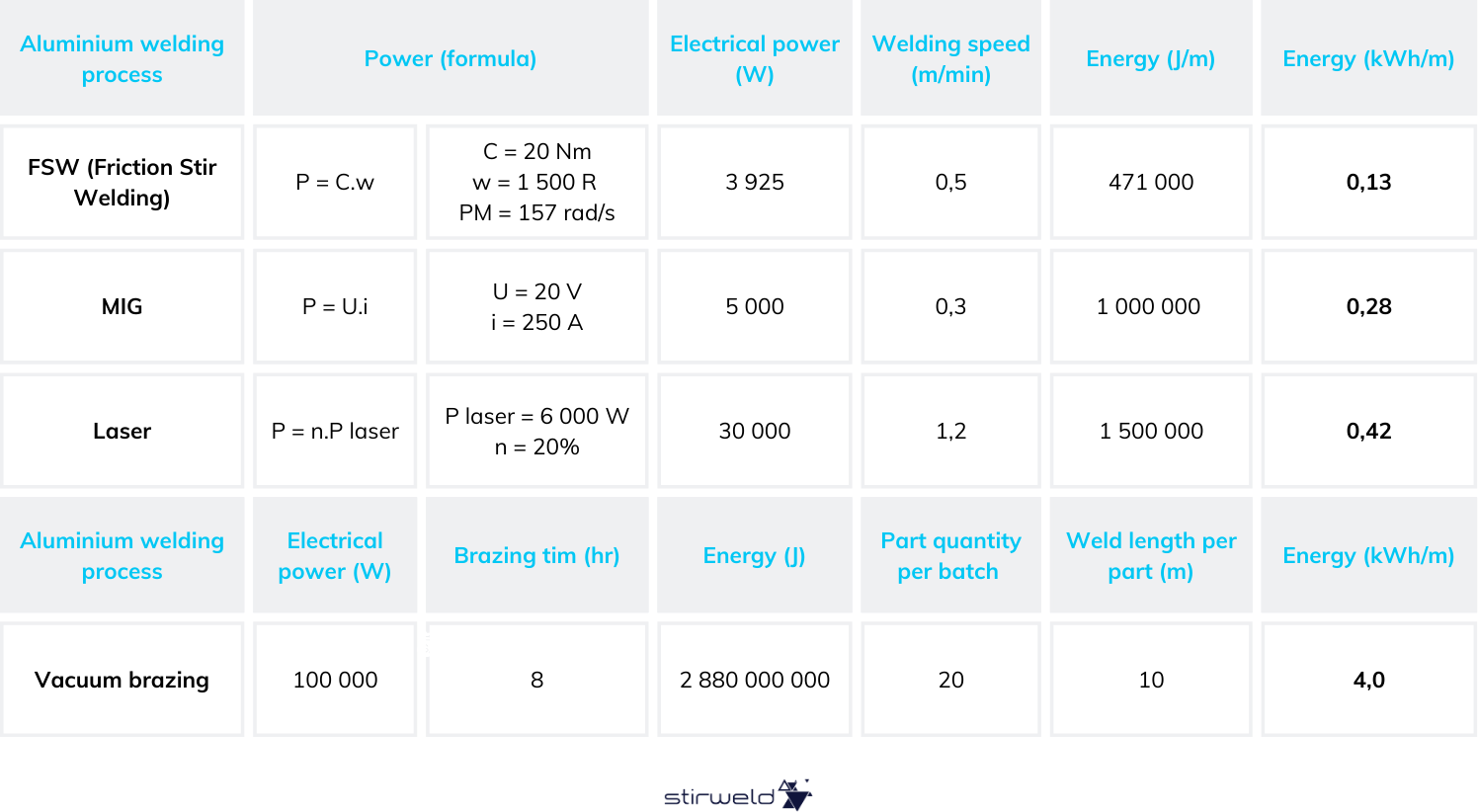
Detailed calculation of the electricity required to weld AA6061-T6 alloy
The values shown here apply to welding AA6061-T6 alloy with 4 mm penetration (a typical value for most applications) and reflect common orders of magnitude.
Exact values vary depending on thickness, welding procedure, and equipment efficiency.
FSW: why friction stir welding is the least energy intensive
FSW: a very low electricity consumption process
Friction Stir Welding (FSW) stands out with the lowest electrical consumption, around 0.13 kWh per meter of aluminum weld. Highly localized heat input and high energy efficiency (about 95% electrical efficiency) significantly limit losses.
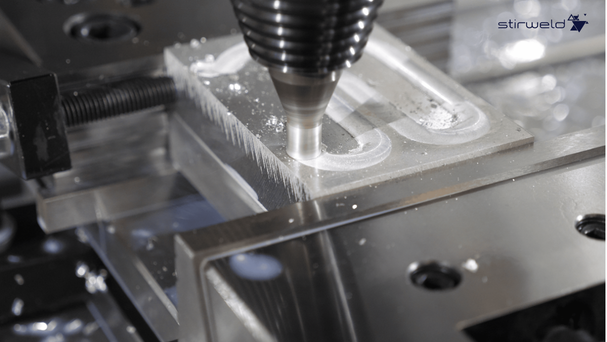
This value typically corresponds to FSW welds on aluminum alloys (for example, 4 mm thick AA6061 plates) performed at a moderate travel speed. Such energy efficiency is explained by the nature of the process: FSW does not melt the metal, it stirs it in a plasticized state using a rotating tool.
In short, almost all electrical energy is used directly to form the weld (via friction and plasticization), rather than unnecessarily heating the surroundings.
FSW: major savings in industrial production
In industrial practice, the energy efficiency of FSW translates into significant electricity savings compared to conventional processes. For example, an FSW welding machine consumes around 0.1 kWh/m, about half as much as MIG welding on the same alloy (FSW is about 50% of MIG consumption). In addition, FSW requires no shielding gas and no filler wire, avoiding the associated embodied energy (gas production, wire melting, etc.).
FSW: a technology suited to many applications
The 0.1 kWh/m value is representative of common aluminum welds that meet criteria such as moderate thickness and a travel speed of a few tens of centimeters per minute.
For very thick parts welded with FSW (for example, above 20 mm in a high-strength alloy), energy per meter can increase due to reduced welding speed, but it still remains far below that of equivalent fusion processes.
In short, FSW offers the best overall balance, making it particularly attractive when reducing electricity consumption and carbon footprint is a major priority, for example in aerospace or automotive. These sectors are showing growing interest in FSW as a replacement for more energy intensive traditional welding processes.
FSW RESSOURCE
Friction Stir Welding for dummies
Unlock the fundamentals of FSW with our beginner-friendly guide.
Discover how the process works, its key components, main advantages over traditional welding methods, and how to avoid common defects.
MIG: a relatively energy intensive fusion process
Why MIG consumes more than FSW
MIG (Metal Inert Gas) is an electric arc welding process that melts both the base metal and the filler wire. This is why aluminum MIG welding consumes about 0.30 kWh per meter of weld bead under standard conditions. Three factors contribute to this relatively high consumption:

MIG: consumption values rise quickly in production
Under industrial conditions, a typical aluminum MIG station continuously draws 5 to 10 kW depending on welding mode (for example, around 5 kW for 250 A at 20 V). At a welding speed of about 30 cm/min (a common value for a bead on 4 mm sheet), this corresponds to roughly 0.28 kWh per meter of bead. Overall, MIG requires two to three times more electricity than FSW to weld one meter of aluminum at the same thickness. At industrial production scale (for example, serial production of MIG-welded aluminum alloy chassis), this difference can represent hundreds or even thousands of additional kWh consumed each day.
MIG: mid-range energy efficiency among arc processes
Note that MIG is still more energy efficient than TIG because it is faster: to weld one meter, aluminum MIG may require about 1.5 kWh versus roughly 1.9 to 2.0 kWh for TIG. In practice, MIG is therefore preferred to TIG when welding aluminum with better overall efficiency, despite its non-negligible consumption.
Laser welding: fast but very energy intensive
Why laser welding consumes so much electricity
High-intensity laser beam welding is generally performed under shielding gas. Aluminum laser welding is characterized by relatively high electrical consumption per meter welded, typically on the order of 0.40 kWh per meter of joint for medium thicknesses. Although a laser system may appear to deliver less energy to the material (because the beam is highly concentrated and interaction time is short), several factors increase the effective consumption:

When laser welding still makes sense
In practice, aluminum laser welding consumes about twice as much energy as MIG for the same welded length, and four times more than FSW. However, this should be nuanced given laser performance: for thin sections, its welding speed can be far higher than arc processes (several meters per minute on thin sheet), which in a production context can reduce the number of stations needed and therefore energy per part produced. In other words, the laser trades energy for time: it draws a lot of electricity instantly, but completes the joint faster.
In addition, laser welding often reduces straightening or rework operations (low distortion, narrow and clean bead), which can indirectly save energy across the overall manufacturing process. Nevertheless, from a strict electricity consumption perspective during welding itself, laser welding remains very energy intensive per meter. This is also reflected in its carbon footprint: without low-carbon electricity, a laser at 1 kWh/m can potentially generate about 0.1 kg CO₂/m, i.e., four times more than FSW (about 0.025 kg CO₂/m).
Vacuum brazing: the most energy intensive process
Why vacuum brazing consumes so much
Vacuum brazing of aluminum (often used to assemble heat exchangers, cold plates, or complex parts in a single operation) is by far the most energy intensive technique considered here. It is difficult to give a single universal value, because consumption depends on furnace size, the number of parts per cycle, and the thermal cycle (ramp-up to about 550–610°C, soak, cooling). However, it is easy to reach several kilowatt-hours per meter of brazed joint. This process heats the entire parts (and the furnace) to make the assembly, instead of concentrating energy only on the joint.
For vacuum brazing, an industrial furnace can have an installed power of 50 to more than 200 kW, operating in cycles lasting several hours. Even when loading the furnace with many parts, energy per meter of joint remains high. For example, a cycle consuming 800 kWh and brazing a total of 20 parts averages 4 kWh per meter (assuming 10 m of brazed length per part). If the batch is less optimized, this ratio increases further.

Vacuum brazing: consumption strongly depends on furnace loading
Unlike other processes, vacuum brazing is a batch process: all heating energy is spent at once to treat X assemblies in a single cycle. There is no ‘welding speed’ in meters per minute, instead, it is measured in kilowatt-hours per cycle. Therefore, cycle efficiency, i.e., loading as many parts as possible, is key to spreading consumption per meter. A poorly optimized furnace (few brazed joints per cycle) can consume more than 10 kWh per meter of joint, whereas a very well loaded furnace may drop to about 1–2 kWh/m. In all cases, it remains far above other techniques, which are continuous processes targeting only the joint.
When to choose brazing despite its energy cost
In industrial practice, vacuum brazing is chosen only when other criteria outweigh the energy constraint. For example, to uniformly assemble many joints simultaneously (plate heat exchangers, complex 3D assemblies) or to achieve high metallurgical quality joints without direct fusion (brazing can join areas that are difficult to weld otherwise).
Given rising energy costs and environmental targets, many manufacturers are looking to replace vacuum brazing with more energy efficient alternatives where possible. FSW is one such alternative. Likewise, conduction mode laser welding can sometimes replace brazing, with a non-negligible consumption (around 0.4 kWh/m) but nowhere near a furnace cycle. Nevertheless, for parts with complex geometries or many small internal joints, vacuum brazing is still used despite its high energy intensity.
Summary of differences in electrical consumption between aluminum welding processes
This comparison highlights very large differences in electrical consumption between processes. As a solid-state welding process, FSW is by far the most energy efficient way to join aluminum: it concentrates heat where it is needed and avoids the massive losses associated with melting and radiation.
At the other end of the spectrum, vacuum brazing spreads energy across the entire volume of the parts and the furnace, making it extremely energy intensive per meter of joint.
MIG welding sits in an intermediate position: it is a relatively efficient fusion process compared with other arc methods (more efficient than TIG, for example, thanks to its high deposition rate), but it remains far less efficient than FSW.
As for laser welding, it combines fusion with extreme concentration: it wastes little energy around the joint (narrow heat-affected zone), but its low machine efficiency still leads to high electrical consumption.
In conclusion, from an electricity consumption (kWh/m) standpoint, friction stir welding (FSW) on aluminum is the most efficient, typically consuming a fraction of the energy required by arc processes (MIG, TIG) or laser welding, and a tiny amount compared to vacuum brazing. These consumption gaps translate directly into operating costs and environmental impact: a workshop relying on FSW will significantly reduce its welding energy spend (and associated CO₂ emissions) compared to a MIG workshop, and even more so compared to a brazing process.
At a company level, the choice of process can contribute to sustainability goals. For example, replacing vacuum brazing with FSW not only saves thousands of kilowatt-hours per year, it also eliminates brazing consumables and simplifies the joining process (no long heat-up). Likewise, favoring FSW or laser welding for certain applications instead of MIG or TIG can reduce ventilation needs and improve working conditions (less fumes, no UV arc).
How can Stirweld help reduce the electrical consumption linked to your welding operations?
With its expertise in friction stir welding, Stirweld supports manufacturers who want to replace energy intensive processes such as MIG, TIG, laser welding, or vacuum brazing with a much more energy efficient technology. Depending on the process replaced, FSW can reduce electricity consumption per meter welded by 50% to 95%.
Stirweld engineers help you secure this transition from a mechanical, metallurgical, and production perspective. This ensures a lasting reduction in electricity consumption while maintaining assembly quality and repeatability.
Looking to reduce your electricity consumption?
Our FSW specialists are at your service to optimize your processes and effectively reduce your energy costs.