
Wie lässt sich die Verformung eines rührreibschweißen Teils beheben?
Unabhängig von der verwendeten Schweißtechnik ist es unvermeidlich, dass die geschweißten Teile mehr oder weniger stark verformt werden. Obwohl dieser unerwünschte Effekt beim Rührreibschweißen weniger stark ausgeprägt ist (da die Temperatur niedriger ist), tritt er dennoch auf (FSW-Strukturen sind 2-mal weniger verformt als beim Lichtbogenschweißen). Glücklicherweise können verschiedene Vorsichtsmaßnahmen und Techniken ergriffen werden, um die Verformung zu begrenzen und ihre Folgen zu vermeiden.

Warum sind reibrührgeschweißte (FSW) Teile anfällig für Verzug?
Die beim Rührreibschweißen auftretenden Verformungen sind thermisch bedingt und können durch die Eigenschaften des Werkstücks und der Schweißnaht noch verstärkt werden.
Der Einfluss der durch das FSW-Werkzeug erzeugten Wärme
Beim Rührreibschweißen (Friction Stir Welding, FSW) befindet sich die heißeste Zone der Schweißnaht zwischen der Schulter und dem Stift, die beide Bestandteile des Werkzeugs sind. Genau an diesem Punkt werden im Allgemeinen 60-80 % des Schmelzpunktes des Materials erreicht, z. B. 400-550 °C für Aluminium, je nach Legierung. Diese Temperatur wird genau dann erreicht, wenn das Werkzeug durchläuft. Je weiter man sich von diesem Punkt entfernt, desto kälter wird das Teil. Infolgedessen führen Temperaturunterschiede zwischen mehreren Zonen auf dem Teil zu thermischen Spannungen während des Abkühlens, die dann in Verformungen umgewandelt werden, wenn das Teil ausgespannt wird.

Entgegen der landläufigen Meinung sind die beim FSW-Schweißen auftretenden Verformungen nicht auf die Kraft zurückzuführen, die das Werkzeug beim Schweißen ausübt, sondern auf die von ihm erzeugte Wärme. Mit anderen Worten, sie resultieren aus Schweißeigenspannungen, die durch Temperaturgradienten in alle Richtungen des Werkstücks erzeugt werden. All diese hohen Temperaturunterschiede erzeugen unterschiedliche Spannungen in verschiedenen Bereichen des Werkstücks, die beim Abkühlen zu Verformungen führen.
Das Rührreibschweißen ist jedoch weniger verzugsanfällig als andere Schweißverfahren, da die Erwärmung im Wesentlichen am Werkzeug erfolgt und die erreichte Temperatur niedriger ist. Beim Schmelzschweißen beispielsweise ist die erreichte Temperatur höher (1000 °C beim MIG-Schweißen und 2000 °C beim Laserschweißen), und die Wärme wird über einen viel größeren Bereich als nur den Durchmesser des FSW-Werkzeugs aufgebracht (hauptsächlich beim Lichtbogenschweißen).
Merkmale, die die Verformung von FSW-geschweißten Teilen begünstigen
Das Ausmaß der Verformung von rührreibgeschweißten Teilen hängt von diesen beiden Kriterien ab:
Wie erkennt man Verformungen an einem geschweißten Teil?
Verformungen werden mit Messinstrumenten gemessen. Sie sind nicht unbedingt mit bloßem Auge sichtbar, da sie bis zu 0,2 mm klein sein können. Sie können jedoch eklatant sein und eine Länge von mehreren Zentimetern erreichen, so dass sie das Aussehen einer Banane annehmen.
Ob sie nun mehr oder weniger stark ausgeprägt sind, die Verformungen treten im Allgemeinen auf die gleiche Weise und in der gleichen Richtung auf. In der Praxis wird die Mitte des Teils fest gegen die Unterlage gedrückt, auf der es liegt, und entspricht seinem tiefsten Punkt. Die Ecken des Werkstücks hingegen neigen dazu, sich zu heben. Der Wert der Verformung, der auch als Durchhang bezeichnet wird, entspricht der Differenz zwischen zwei Punkten auf dem Teil: dem tiefsten und dem höchsten.

Welche Maßnahmen können ergriffen werden, um die durch das Rührreibschweißen verursachten Verformungen zu beseitigen?
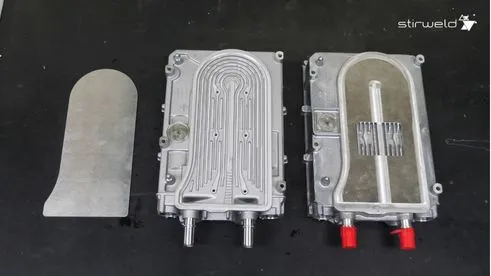
Aufgrund ihrer Funktion können manche Teile nicht die geringste Verformung vertragen. Dies ist der Fall bei Kühlplatten, die zur Kühlung elektronischer Bauteile verwendet werden und sehr flach sein müssen, um einen perfekten Kontakt zu gewährleisten.
Um die beim Rührreibschweißen entstehenden Verformungen zu verringern und ihre Auswirkungen auszugleichen, gibt es mehrere Techniken, die einzeln oder in Kombination während der drei Phasen des Montageprozesses angewendet werden können:
FSW RESSOURCE
FSW-Memo: 13 Maßnahmen zur Beseitigung von Verformungen an einem FSW-geschweißten Teil.
Um Ihre kostenlose FSW-Ressource zu erhalten, füllen Sie bitte das folgende Formular aus.
Maßnahmen, die vor dem Schweißen ergriffen werden können
Reduzieren Sie die Schweißnahtlänge während der Entwurfsphase
Wie oben erläutert, wird durch die Wirkung des FSW-Werkzeugs Wärme erzeugt, die die Quelle der Verformung ist. Eine Begrenzung der Schweißnahtlänge reduziert die Wärmezufuhr zum Teil und damit den Verzug.
Verwenden Sie das kleinstmögliche Schweißwerkzeug
Das von Stirweld entwickelte Modell F-AA ist ein FSW-Werkzeug mit einem kleinen Durchmesser. Dadurch wird der Wärmeeintrag beim Schweißen reduziert.
Erwägen Sie eine Versteifung des Teils, wenn dies technisch möglich ist.
So werden beispielsweise kleine Versteifungen zwischen zwei Metallplatten angebracht, die das Ganze versteifen und die Verformung beim Schweißen begrenzen. Dies ist besonders wichtig für schweißbare Gussteile, bei denen diese Versteifungen aufgrund des Herstellungsverfahrens direkt auf dem Teil angebracht werden können. Bei maschinell bearbeiteten Kühlplatten können diese Versteifungen in den Kühlkanal gefräst werden, wodurch die thermische Leistung verbessert wird.
Vorverformung des Teils
Die Verformung eines durch FSW geschweißten Teils ist sehr schwer abzuschätzen, aber besonders wiederholbar. Daher kann es in die entgegengesetzte Richtung vorverformt werden, so dass es beim Schweißen seine Ebenheit wiedererlangt. Zu diesem Zweck werden Spannwerkzeuge verwendet, um das Teil in der gewünschten Position zu halten.

eine maximale Überdicke von einem Millimeter vorsehen, die der zu erwartenden Verformung entspricht (und diese nach dem Schweißen durch Fräsen entfernen)
Diese Technik, die bereits in der Entwurfsphase vorgesehen ist, wird nach dem Schweißen durch einen Bearbeitungsschritt abgeschlossen. Aus Erfahrung kann ein FSW-Experte das Ausmaß der Verformung abschätzen, abhängig von den Abmessungen des zu schweißenden Teils, der Länge der Schweißnaht und dem verwendeten Schweißwerkzeug. Dieser Trick sollte sich auf einen kleinen Spielraum beschränken: Eine Vergrößerung des Spielraums könnte die erforderliche Einschweißtiefe und damit die Größe des Schweißwerkzeugs und das Ausmaß der Verformung erhöhen.
Maßnahmen, die während des Schweißens ergriffen werden können
Schweißparameter anpassen
Eine gute Einstellung der Schweißparameter trägt zur Verringerung der Hitze bei (z. B. eine hohe Schweißgeschwindigkeit zur Verringerung des Energieeintrags).
Den Raum vorheizen
Diese beim Schmelzschweißen sehr verbreitete Praxis kann auch beim FSW angewendet werden. Dabei wird das Werkstück zunächst in einen Ofen (oder ein anderes Verfahren) gelegt und dann herausgenommen, sobald es die gewünschte Temperatur erreicht hat. Das Schweißen erfolgt dann an dem noch heißen Teil. Auf diese Weise ist der Temperaturunterschied zwischen dem Schweißbereich und anderen Bereichen des Werkstücks geringer, was den Verzug begrenzt.
Anpassen der Schweißreihenfolge: die Backstep-Methode
Bei diesem Verfahren wird nicht auf einmal, sondern in mehreren Schritten geschweißt, um die Wärme möglichst gleichmäßig zu verteilen. Auf diese Weise wird die durch Ausdehnung und Schrumpfung verursachte Verformung unter Kontrolle gehalten. Konkret werden mehrere kleine Schweißraupen nacheinander gesetzt, die sich immer in Richtung der gerade geschweißten Raupe bewegen.

Maßnahmen, die während des Schweißens ergriffen werden können
Bearbeitung der bei der Konstruktion des Teils freiwillig hinzugefügten überschüssigen Dicke
Wenn diese 0 bis 1 mm überschüssiges Material, das dem Wert der Verformung entspricht, in der Entwurfsphase geplant wurde, kann es einfach durch Fräsen entfernt werden, um den Ebenheitsfehler im geschweißten Teil zu korrigieren.
Schweißen Sie die Rückseite in vollem Material und mit der gleichen Schweißfolge
Diese Technik entspricht dem Warmschrumpf-Richten, das beim konventionellen Schweißen üblich ist. Beim FSW-Verfahren wird das Teil jedoch umgedreht, so dass das Werkzeug auf der Rückseite des geschweißten Bereichs eine “falsche Schweißnaht” erzeugt, und zwar über die gesamte Schweißnahtstrecke oder nur einige Abschnitte. Dieser Durchgang kann dank des ursprünglich erstellten Schweißprogramms sehr genau ausgeführt werden. Diese Methode ist jedoch nicht für alle Arten von Teilen geeignet, insbesondere nicht für Gussgehäuse, da für den Durchgang des Werkzeugs über diese Rückseite ein freier Raum erforderlich ist.
Mechanisches Richten des Teils
Diese Option ist für Teile gedacht, die sich beim Schweißen stark verformt haben, und hängt von ihrer Dicke ab. Je dünner das Teil ist, desto weniger steif ist es und desto wahrscheinlicher ist es, dass es sich verformt:
Spannungsarmglühung anwenden
Bei dieser Technik wird das geschweißte Teil eingespannt und dann in einen Ofen gelegt. Durch Anwendung der richtigen Temperatur und Zeit kann die Verformung reduziert werden. Aus Produktivitätsgründen hängt der Einsatz dieser Option vom jeweiligen Tätigkeitsbereich ab. Sie kann zum Beispiel in der Luft- und Raumfahrtindustrie eingesetzt werden.
Druckspannungen anwenden
Da die Verformungen eines geschweißten Teils aus Zugspannungen resultieren, ist es möglich, diese durch entgegengesetzte Kräfte, d. h. Druckspannungen, auszugleichen:
Einige Vorsichtsmaßnahmen, die aufgrund der durch das Schweißen verursachten Verformung zu beachten sind
Je nach den Eigenschaften des zu schweißenden Teils werden einige bewährte Verfahren empfohlen:

Wie kann Stirweld Ihnen bei der Überwindung von Verzug helfen?
Unser Team, das sich ausschließlich der revolutionären Technologie des Rührreibschweißen widmet, verfügt über langjährige Erfahrung in diesem Bereich. Unter der Leitung von Laurent Dubourg, einem weltweit anerkannten FSW-Experten mit mehr als 20 Jahren Erfahrung, stellen unsere IWE® (International Welding Engineer) zertifizierten Ingenieure ihr Fachwissen tagtäglich in den Dienst der Hersteller aus den unterschiedlichsten Branchen, um ihre Projekte erfolgreich abzuschließen. Der Erfolg hängt von der Beherrschung des Phänomens Verzug ab!
Möchten Sie die Verzerrung KO schlagen?
Unsere Design- und Prototyping-Abteilung kann Ihr Projekt studieren und dann Prototypen anfertigen, um die am besten geeignete Methode zur Herstellung von Teilen zu definieren, die Ihre Spezifikationen perfekt erfüllen.