
Kupferkühlplatten: Welches Fügeverfahren ist unter FSW, Vakuumlöten und Laser zu bevorzugen?
Flüssigkühlplatten (LCPs) sind für das Wärmemanagement in Hochleistungselektronik (Rechenzentren, Telekommunikationsgeräte, HPC-GPUs usw.) von entscheidender Bedeutung. Die Wahl des optimalen Fügeverfahrens für Kupferkühlplatten kann sich auf die thermische Leistung, die mechanische Zuverlässigkeit (Dichtheit), die Produktionsgeschwindigkeit und die Kosten auswirken.
Dieser Artikel vergleicht das Rührreibschweißen (Friction Stir Welding, FSW), das Vakuumlöten und das Laserschweißen für die Montage von Kupferkühlplatten und bietet Richtlinien für die fertigungsgerechte Konstruktion (DFM) für jedes Verfahren.
Hauptunterschiede zwischen FSW, Hartlöten und Laserschweißen beim Fügen von Kupferkühlplatten
Das Fügen von Kupferkühlplatten kann mit drei Hauptverfahren erfolgen: Rührreibschweißen (Friction Stir Welding, FSW), Vakuumlöten und Laserschweißen. Jedes Verfahren hat unterschiedliche Auswirkungen auf die Wärmeleitfähigkeit, die Dichtheit, die mechanische Festigkeit und die Designflexibilität. In den folgenden Abschnitten werden die wichtigsten Unterschiede beschrieben.
Rührreibschweißen: ein Festphasenverfahren für hoch zuverlässige Kupferverbindungen
Rührreibschweißen (Friction Stir Welding, FSW) ist ein Festphasenverfahren: Ein rotierendes Werkzeug taucht in die Fuge zwischen den Platten ein, wobei das Kupfer plastifiziert, aber nicht geschmolzen wird, und “rührt” die Schnittstelle zu einer homogenen Schweißnaht. Das FSW-Verfahren hat sich aufgrund seiner Zuverlässigkeit schnell für Aluminiumkühlplatten in EV- und Rechenzentren durchgesetzt und wird nun auch auf Kupferkühlplatten angewendet.
Das FSW-Festphasenverfahren führt zu einer Verbindung ohne Zusatzwerkstoff und mit minimalen Defekten: Die Zugfestigkeit entspricht oft der des Grundmetalls, und es gibt praktisch keine inneren Hohlräume. Infolgedessen weist die Verbindung eine hervorragende Wärmeleitfähigkeit (da es sich um eine durchgängige Kupferverbindung handelt) und eine perfekte Dichtheit auf. FSW führt zu einer ~50 % höheren Steifigkeit als eine gelötete Kühlplatte, wodurch Druckverzerrungen reduziert werden und die elektronischen Komponenten weniger belastet werden. Der Nachteil ist, dass das FSW-Verfahren vor allem für relativ einfache Verbindungsgeometrien geeignet ist und eine starre Befestigung und einen Zugang zum Werkzeug entlang der gesamten Schweißbahn erfordert. FSW ist ein ausgereiftes Verfahren für Aluminium und Kupfer.
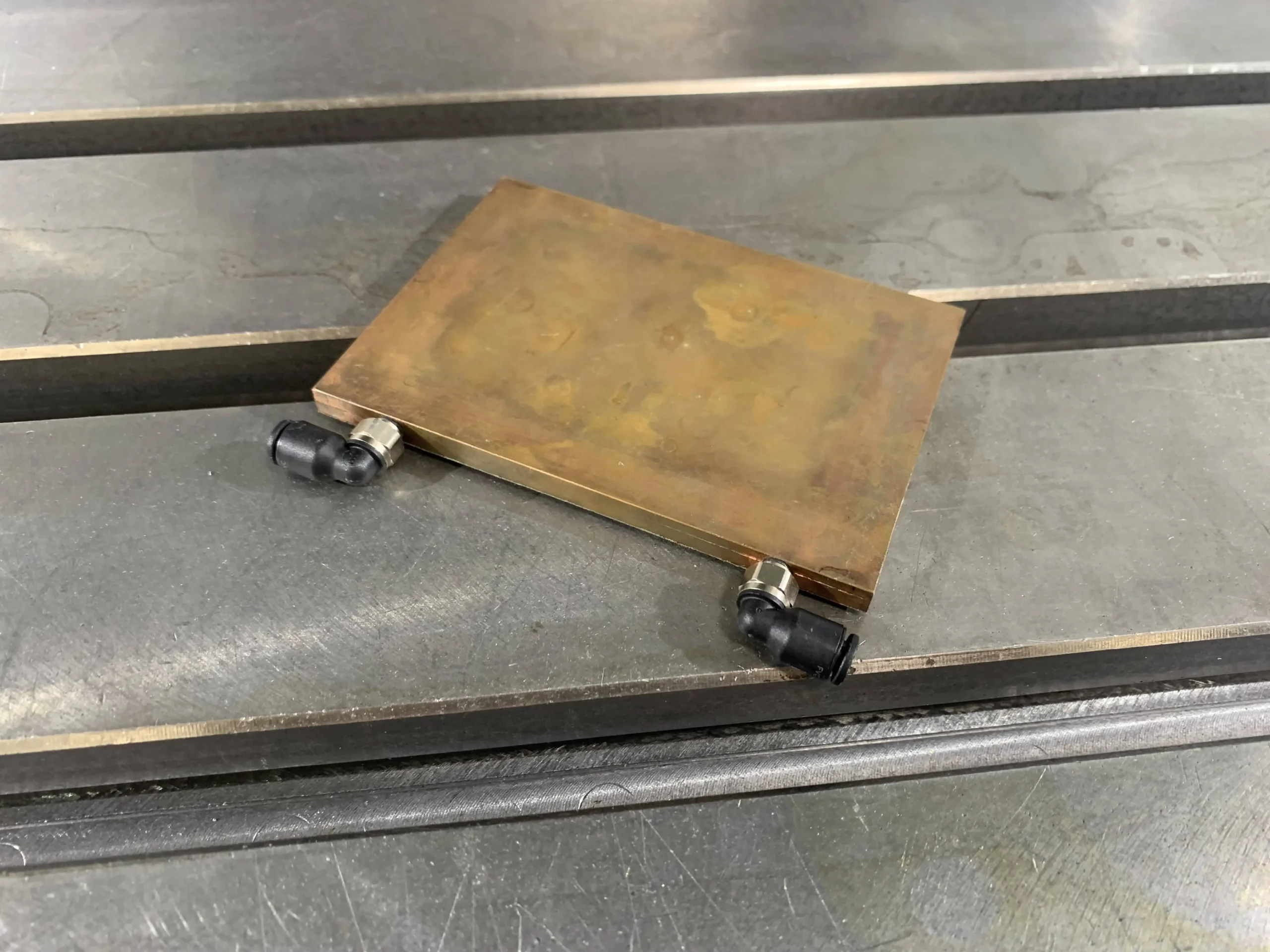
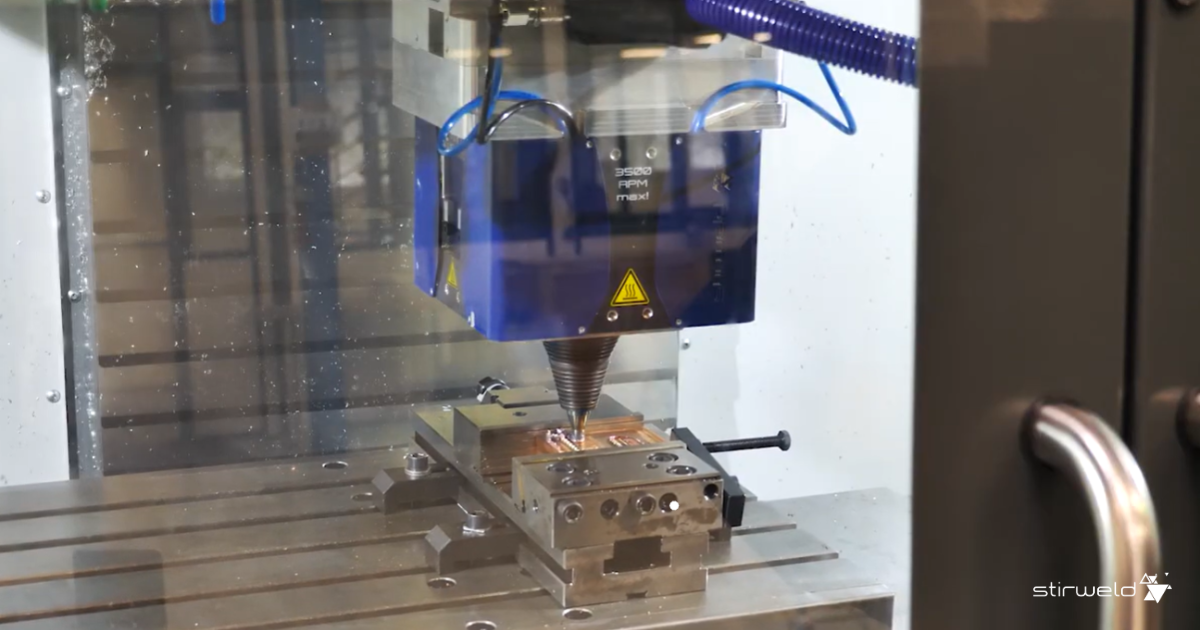
Das folgende Video zeigt eine praktische Demonstration des Rührreibschweißen an einer Kupferkühlplatte. Anhand dieses Beispiels wird deutlich, wie der Festkörperprozess unter realen Bedingungen funktioniert und warum mit FSW hochwertige, dichte Verbindungen auf Kupfer erzielt werden können.
Vakuumlöten: ein ausgereiftes Verfahren für komplexe Kupferbaugruppen
Das Vakuumlöten ist eine traditionelle, weit verbreitete Methode für die Montage von Kühlplatten. Teile aus Kupfer (oder plattiertem Kupfer) werden durch Erhitzen in einem Vakuumofen mit einer Zusatzlegierung (oft eine Kupfer-Silber- oder Phosphorbronze-Legierung für Kupferteile) verbunden, die schmilzt und durch Kapillarwirkung fließt, um die Teile zu verbinden.
Mitdem Vakuumlöten können sehr komplexe Baugruppen in einem Arbeitsgang verbunden werden: zum Beispiel eine Grundplatte mit dichten Innenrippen oder mehrere Komponenten, was mit einer einzelnen FSW- oder Lasernaht nicht möglich ist. Vakuumlötverbindungen bieten im Allgemeinen eine gute Festigkeit und einen guten Wärmekontakt. Da jedoch ein weicheres Lot verwendet wird, kann die Festigkeit und Ermüdungsbeständigkeit der Verbindung etwas geringer sein als bei einer Knetschweißung, und die Wärmeleitfähigkeit an der Verbindung ist im Vergleich zu reinem Kupfer etwas geringer.

Ein wichtiger Aspekt ist die Zuverlässigkeit: Das Vakuumlöten birgt naturgemäß das Risiko von Mikrolöchern oder einer unvollständigen Lötmittelabdeckung, die zu Leckagen führen oder die Druckfähigkeit verringern können. Im Laufe der Zeit und durch thermische Wechselbeanspruchung können sich diese Mikrodefekte ausbreiten; daher führt das Vakuumlöten zwar zu stabilen Verbindungen, hat aber in der Praxis eine Fehlerquote von nicht Null (z. B. mikroskopische Lötfehler, die nach vielen Zyklen Lecks verursachen).
Nichtsdestotrotz ist das Vakuumlöten ein sehr ausgereiftes Verfahren, das seit Jahrzehnten in der Luft- und Raumfahrt und in der Elektronikkühlung eingesetzt wird; es gibt viele Designstandards und erfahrene Lieferanten. Schließlich können hohe Vakuumlöttemperaturen zu einer Verringerung der Streckgrenze des Kupfers führen, was die Steifigkeit der Platten beeinträchtigt und die Druckverformung erhöht, was wiederum zu einer stärkeren Beanspruchung der elektronischen Komponenten führt.
Laserschweißen: ein präzises Fusionsverfahren für Kupferkühlplatten
Beim Laserschweißen wird ein konzentrierter Laserstrahl (Faserlaser für das industrielle Schweißen) verwendet, um die Kupferplatten entlang einer Naht zu verschmelzen. Dabei handelt es sich um ein Schmelzschweißverfahren: Das Kupfer an der Verbindungsstelle wird geschmolzen und erstarrt wieder, wodurch eine metallurgische Verbindung entsteht. Laserschweißen ist präzise und schnell; ein fokussierter Laser kann eine Naht mit einer Geschwindigkeit von 1 m/min abtasten und eine schmale Schweißnaht mit minimaler Gesamtwärmezufuhr erzeugen.
Bei Kupferkühlplatten ist das Laserschweißen auf dem Vormarsch, um einfache Deckel-Boden-Verbindungen zu versiegeln, insbesondere bei kleineren Platten (50×50×3 mm). Moderne Hochleistungslaser (insbesondere im grünen Wellenlängenbereich) können Kupfer trotz seines hohen Reflexionsvermögens schweißen. Wie beim FSW-Verfahren wird beim Laserschweißen kein Zusatzwerkstoff verwendet, so dass die Grenzfläche aus reinem Kupfer besteht, was eine hervorragende thermische Leistung bietet, wenn die Schweißnaht fehlerfrei ist. Nur eine schmale Naht wird schnell erhitzt und abgekühlt, wodurch eine kleine Wärmeeinflusszone (WEZ) entsteht, ohne dass das gesamte Teil geglüht wird.
Das Laserschweißen von Kupfer stellt jedoch eine Herausforderung dar: Kupfer reflektiert einen Großteil der IR-Laserenergie und leitet die Wärme schnell weiter, was eine vollständige Durchdringung ohne Defekte erschwert. Wenn die Parameter nicht perfekt kontrolliert werden, können sich Poren oder winzige Risse bilden, die die Festigkeit und Dichtheit beeinträchtigen. Außerdem ist das Laserschweißen hauptsächlich auf durchgehende Umfangsnähte oder einfache Befestigungen beschränkt und kann im Gegensatz zum Hartlöten, bei dem mehrere Schnittstellen gleichzeitig verbunden werden können, keine komplexen inneren Merkmale verbinden.
Zusammenfassend lässt sich sagen, dass das Laserschweißen wegen seiner Schnelligkeit und Präzision geschätzt wird, und Fortschritte (wie Faserlaser, verbesserte Strahlqualität und bessere Prozesssteuerung) haben das Kupferschweißen möglich gemacht. Es erfordert jedoch eine sorgfältige Kontrolle, um eine mit dem FSW vergleichbare Schweißqualität zu erreichen; andernfalls können Defekte wie Porosität die Zuverlässigkeit unter Druck verringern. Die Technologie ist in der allgemeinen Industrie ausgereift, aber für dicke Kupferkühlplatten ist sie aufgrund der Herausforderungen des Kupfers noch etwas speziell.

FSW RESSOURCE
Laden Sie die 5 Vergleichstabellen für Entscheidungen über die Verbindung von Kupferkühlplatten herunter
Diese kostenlose Ressource enthält Benchmarks für FSW, Vakuumlöten und Laserschweißen, um Sie bei der Prozessauswahl zu unterstützen.
Die fünf Diagramme zu Kupferkühlplatten behandeln Fügeverfahren, Konstruktionsrichtlinien, Dichtungsleistung, Taktzeit und Durchsatz sowie Wirtschaftlichkeit.
Wie man Kupferkühlplatten auf der Grundlage des Fügeverfahrens entwirft
Im Folgenden werden DFM-Regeln (Design for Manufacturing) speziell für FSW, Vakuumlöten und Laserschweißen vorgestellt. Die Richtlinien umfassen Einschränkungen der Verbindungsgeometrie, Abstände, Zugang zu Werkzeugen und Vorbereitungsschritte mit Beispielen aus der Praxis.
Gestaltungsrichtlinien für FSW
Vorbereitung des Materials
Obwohl das FSW-Schweißen dank der mechanischen Aufbrechung der Oberflächenschichten Oxide besser verträgt als das Laserschweißen, sollten die Fugenoberflächen dennoch frei von schweren Oxiden oder Verunreinigungen sein, um eine gleichbleibende Schweißqualität zu gewährleisten.
Fugengeometrie und Werkzeugspiel
Das FSW erfordert eine sorgfältige Beachtung der Verbindungsgeometrie. Die FSW-Werkzeugschulter, die einen Mindestradius von etwa 4 mm hat, darf nicht zu nahe an Kanten oder vertikale Merkmale heranreichen. Ein Abstand von 5 mm zwischen der Schweißnaht und einer erhöhten Geometrie gewährleistet, dass das Werkzeug ohne Kollision arbeiten kann. Ebenso wichtig ist die Passung: Der Spalt zwischen den Schweißnähten muss unter 10 % der Schweißtiefe bleiben, d. h. bei einer 3 mm dicken Platte sollte der Spalt unter 0,3 mm bleiben.
Verwaltung der Austrittslöcher
Da das FSW-Verfahren an der Stelle, an der sich das Werkzeug zurückzieht, ein Schlüsselloch hinterlässt, muss die Konstruktion eine Strategie zur Bewältigung dieses Merkmals enthalten. Der Austrittspunkt kann in einer unkritischen Zone platziert werden, auf einer Auslauflasche, die später abgearbeitet wird, oder durch einen FSW-Kopf mit einziehbarem Stift eliminiert werden.
Anforderungen an die Befestigung und Unterstützung
Eine feste Unterlage unter der Schweißbahn ist unerlässlich. Das Bauteil muss eine durchgehende Bodenfläche aufweisen, deren Breite dem Werkzeugdurchmesser entspricht. Bei langen Schweißnähten oder komplexen Geometrien können temporäre FSW-Heftpunkte oder automatische Spannvorrichtungen verwendet werden, um die Baugruppe vor dem Hauptschweißgang zu stabilisieren.
Bearbeitung nach dem Schweißen
Beim FSW-Schweißen können leichte Grate um die Schweißnaht herum entstehen. Die Konstruktion sollte daher eine Bearbeitungszugabe von ca. 0,5 mm vorsehen, damit diese kleinen Unvollkommenheiten entfernt werden können, in der Regel auf derselben CNC-Maschine mit einem automatischen Werkzeugwechsel.
Konstruktionsrichtlinien für das Vakuumlöten
Gelenkspiel & Kapillarfluss
Das Vakuumlöten beruht auf der Kapillarwirkung bei 600-800 °C, um geschmolzenen Lotwerkstoff (in der Regel eine Kupfer-Silber- oder Phosphorlegierung) in die Verbindung zu ziehen. Um ein zuverlässiges Fließen zu ermöglichen, sollte der Fugenspalt je nach Legierung im Allgemeinen bei 0,025-0,1 mm liegen. Ist der Spalt zu groß, überbrückt der Füllstoff nicht gleichmäßig; ist er zu eng (nahe Null), kann die Legierung nicht fließen. Oberflächen mit großen Flächen sollten daher mit enger Ebenheit und Gesamttoleranz spezifiziert werden, um den beabsichtigten Spalt zu erhalten.
Füllmaterial und Platzierung
Bei Kupferkühlplatten wird der Füllstoff üblicherweise in Form von Silberlötfolien oder Vorformlingen um den Umfang herum angebracht. In die Konstruktion können kleine Rillen oder Taschen zur Positionierung der Legierung integriert werden, oder es wird ein Überlappungsbereich geschaffen, der eine Füllfolie an der Schnittstelle einschließt. Dadurch wird sichergestellt, dass der Füllstoff dort vorhanden ist, wo er benötigt wird, und während des Ofenzyklus unterstützt wird.
Verhinderung von Füllstoffeinschlüssen und Kanalverstopfungen
Da geschmolzener Füller in Flüssigkeitskanäle laufen kann, sollte bei der Konstruktion ein mögliches Auslaufen der Lötung berücksichtigt werden. Eine praktische Gegenmaßnahme ist das Hinzufügen von Lötstoppmerkmalen, wie z. B. eine kleine 0,05-mm-Stufe entlang des Umfangs. Wenn interne Rippen oder andere Merkmale vorhanden sind, ist es auch wichtig, Entlüftungslöcher oder -wege vorzusehen, damit die Atmosphäre und alle eingeschlossenen Gase entweichen können, anstatt die geschmolzene Legierung in unbeabsichtigte Bereiche umzuleiten.
Thermische Symmetrie und Verzerrungskontrolle
Die gesamte Baugruppe wird im Ofen erhitzt und abgekühlt, so dass Unterschiede in der Profildicke in der Nähe der Verbindungsstelle zu unterschiedlicher Ausdehnung, Lücken oder Verformung führen können. Eine Konstruktion, die eine einheitliche Profildicke um den Verbindungsbereich herum beibehält, hilft bei der Kontrolle dieser Effekte und unterstützt eine gleichmäßige Füllstoffverteilung.
Anforderungen an die Sauberkeit
Die Verbindungsoberflächen sollten frei von Ölen und Oxiden sein, und alle nicht kompatiblen Beschichtungen oder Überzüge müssen an der Schnittstelle vermieden werden. Wenn Flussmittel bei Nicht-Vakuumlötungen verwendet werden, sollte die Verbindung so konstruiert sein, dass Flussmittelrückstände vollständig entfernt werden können, wobei blinde Stellen, in denen sich Rückstände festsetzen könnten, zu vermeiden sind. In allen Fällen ist die Zugänglichkeit für die Reinigung ein wesentlicher Gesichtspunkt in der Entwurfsphase.
Anpassungsfähige Lötlegierungseigenschaften
Für Kupferkühlplatten werden in der Regel BCuP- (Kupfer-Phosphor) oder BAg-Füllstoffe (auf Silberbasis) verwendet, die eine geringere Festigkeit als Kupfer aufweisen. Um die geforderte Verbindungsleistung zu erreichen, sollte die Konstruktion eine ausreichende Lötoberfläche bieten und die Geometrie nutzen, anstatt sich nur auf die Festigkeit des Füllstoffs zu verlassen.
Verbindung ungleicher Metalle
Bei ungleichen Materialien können unterschiedliche Wärmeausdehnungskoeffizienten (WAK) dazu führen, dass Teile während des Wärmezyklus verrutschen oder Lücken entstehen. Bei der Konstruktion muss daher die relative Bewegung berücksichtigt werden, damit die Verbindungen ausgerichtet bleiben und die Spaltkontrolle während der Erwärmung und Abkühlung erhalten bleibt.
Bearbeitungszugabe
Da das Hartlöten zu einer Verformung der Teile führen kann, sollte die Konstruktion eine Nachbearbeitung nach dem Hartlöten vorsehen, um kritische Abmessungen wiederherzustellen und die endgültige Passform und Dichtungsintegrität sicherzustellen.
Konstruktionsrichtlinien für das Laserschweißen
Fugenart und Einpassungsanforderungen
Beim Laserschweißen von Kupferkühlplatten werden in der Regel Stumpf- oder Überlappverbindungen verwendet. Ein Stumpfstoß erfordert eine extrem enge Passung mit einem Spalt von weniger als 0,1 mm, um ein ordnungsgemäßes Eindringen und eine gute Schweißqualität zu gewährleisten. Überlappverbindungen sind häufiger, erfordern aber ebenfalls einen Spalt von weniger als 0,1 mm, um Porosität zu vermeiden. Da die Erwärmung während des Schweißens den Deckel verformen und die Verbindung öffnen kann, muss die Konstruktion eine geeignete Klemmung vorsehen, damit der Deckel während des gesamten Schweißvorgangs fest auf das Kühlplattengehäuse gepresst wird.
Spalttoleranz
Um Porosität zu vermeiden und eine vollständige Durchdringung zu gewährleisten, beträgt der maximal zulässige Spalt 0,1 mm. Die Einhaltung dieser Toleranz ist von entscheidender Bedeutung, da die Defektbildung stark zunimmt, sobald der Spalt diese Grenze überschreitet.
Gemeinsame Erreichbarkeit
Der Laserstrahl muss direkten Sichtkontakt zur gesamten Schweißnaht haben. Diese Sichtlinie ist eine wesentliche Voraussetzung für die Gestaltung der Nahtstelle und der umgebenden Merkmale.
Überlegungen zur Dicke und Penetration
Beim Laserschweißen kann eine volle Durchdringung durch einen bis zu 3 mm dicken Deckel erreicht werden. Bei dickeren Bauteilen sollte die Schnittstelle eine Kehlnaht oder einen reduzierten Querschnitt aufweisen, um den Einbrand zu ermöglichen. Die Beibehaltung einer gleichmäßigen Dicke entlang der Schweißlinie trägt ebenfalls dazu bei, konstante Laserparameter und eine stabile Schweißqualität zu gewährleisten.
Material und Oberflächenvorbereitung
Die Kupferoberflächen müssen extrem sauber und oxidfrei sein; eine Reinigung mit Lösungsmitteln wird empfohlen. Jede Verunreinigung kann während der Schmelzphase zu Porosität führen. Beschichtungen und abrasive Behandlungen, die Partikel einbetten, wie z. B. Schleifpapier, sollten vermieden werden. Für beste Ergebnisse sind Schweißlegierungen wie C101/C102 (sauerstofffreies Kupfer) gegenüber C110 vorzuziehen.
Befestigen und Ausrichten
Eine eng anliegende Vorrichtung oder ein Klemmsystem muss während des gesamten Schweißvorgangs einen Nullspalt zwischen dem Deckel und dem Gehäuse gewährleisten. Da der Laserpunkt klein ist (ca. 1 mm), muss die Vorrichtung eine Positioniergenauigkeit von mehr als 0,2 mm gewährleisten, damit der Strahl präzise auf die Verbindung ausgerichtet bleibt.
Dichtheit unter Druck: Welches Fügeverfahren sorgt für leckfreie Kühlplatten?
Die Dichtungsleistung ist ein entscheidender Aspekt der Zuverlässigkeit von Kupferkühlplatten, insbesondere wenn die Baugruppen unter hohem Innendruck oder wiederholten thermischen und mechanischen Wechselbeanspruchungen arbeiten. Das Fügeverfahren hat einen direkten Einfluss auf die Dichtheit, die Anfälligkeit für Defekte und die langfristige Haltbarkeit. In den folgenden Abschnitten wird verglichen, wie FSW, Vakuumlöten und Laserschweißen in Bezug auf Druckbeständigkeit und Leckfreiheit abschneiden.
FSW: Dichtungsleistung und Dichtheit
Rührreibgeschweißte Verbindungen in Kupfer sind im Wesentlichen geschmiedetes Metall, und FSW-Schweißnähte haben sehr hohen Drücken standgehalten (200 bar, 2900 psi). Außerdem werden aufgrund des Festkörperverfahrens bei Helium-Lecktests keine Porosität oder Undichtigkeiten festgestellt (wenn sie korrekt ausgeführt wurden). Außerdem weisen FSW-Verbindungen eine hervorragende Ermüdungsfestigkeit auf (keine Risse bei Druckwechsel oder Vibrationen). Deshalb wird das FSW-Verfahren in extremen Umgebungen wie der Luft- und Raumfahrt bevorzugt.
Vakuumlöten: Risiken von Leckagen und Inspektionsanforderungen
Bei vakuumgelöteten Verbindungen besteht das Risiko kleinerer Defekte: kleine Hohlräume, unvollständige Verrundungen oder Einschlüsse von Flussmittel (falls Flussmittel verwendet wurde) können Leckstellen verursachen. Die Zuverlässigkeit einer Lötverbindung hängt von der Prozesskontrolle ab: richtige Abstände, Legierungsfluss und Inspektion. Das Auftreten von Mikrolecks in hartgelöteten Kühlplatten ist nicht gleich Null. Im Laufe der Zeit können unterschiedliche Ausdehnungen oder Korrosion eine unvollständige Lötverbindung verschlimmern und ein Leck im Betrieb verursachen. Eine ordnungsgemäß gefüllte Lötverbindung weist häufig eine Hohlkehle auf, die visuell geprüft werden kann, aber die inneren Abschnitte lassen sich nicht so leicht überprüfen und erfordern eine Qualitätskontrolle mit Röntgenstrahlen.
Laserschweißen: Dichtheitspotenzial und Fehlerempfindlichkeit
Lasergeschweißte Verbindungen können bei ordnungsgemäßer Ausführung leckdicht sein. Allerdings kann eine Laserschweißung aufgrund der niedrigen Kupferviskosität bei hohen Temperaturen und der Instabilität des Laser-Keyholes porös werden (Gaseinschlüsse im Schweißgut). Diese Poren können, wenn sie miteinander verbunden sind oder sich auf der Oberfläche befinden, ein Leck verursachen. Wenn der Laser nicht überall in die gesamte Dicke eingedrungen ist (vielleicht aufgrund von Passungsabweichungen), kann sich an der Wurzel der Verbindung eine ungeschmolzene Linie bilden. Ein weiterer Faktor ist die Anfälligkeit von Kupfer für Risse bei schneller Abkühlung. Daher ist die Qualitätskontrolle bei Laserschweißnähten obligatorisch: am besten mit Röntgenstrahlen oder Ultraschall.
Überlegungen zur Produktion: Taktzeit und Durchsatz
Der Produktionsdurchsatz variiert erheblich, je nachdem, welches Fügeverfahren zum Verschließen von Kupferkühlplatten verwendet wird. Faktoren wie die lineare Schweißgeschwindigkeit, die Chargenbearbeitungszeit und die Vor- und Nachbearbeitungsschritte wirken sich direkt auf die Taktzeit und die Gesamteffizienz der Fertigung aus. Hier ist ein Beispiel für eine kleine Platte (50×120 mm) mit einem 3 mm dicken Deckel als Basiswert.
FSW: Taktzeit und Prozessmerkmale
Das Rührreibschweißen (Friction Stir Welding, FSW) ist ein sequentielles Verfahren, bei dem eine Schweißnaht (ein Teil) nach der anderen geschweißt wird. Die Schweißgeschwindigkeit für Kupfer liegt zwischen 100 und 400 mm/min, abhängig von der Einschweißtiefe. Bei 3 mm dicken Deckeln beträgt die Schweißgeschwindigkeit 300 mm/min, was zu einer Taktzeit von 1,1 Minuten führt.
Vakuumlöten: Chargenzykluszeit und Ofendurchsatz
Beim Vakuumlöten handelt es sich um einen Chargenprozess mit einer wesentlich längeren Zykluszeit pro Charge: Abpumpen, Hochfahren der Temperatur, Halten auf Löttemperatur und anschließendes Abkühlen. Ein vollständiger Zyklus kann insgesamt bis zu 3 Stunden dauern. Der Vorteil ist, dass viele Teile in einer Charge gelötet werden können – Dutzende, wenn der Ofen groß ist und die Vorrichtungen gestapelt werden. Wenn in einem 3-Stunden-Durchlauf 60 Kühlplatten gelötet werden, bedeutet das 3 Minuten pro Platte, ohne das Einrichten der Ladung. Aber die Latenzzeit von Anfang bis Ende für eine Charge beträgt Stunden. Wenn in der letzten Charge ein Teil fehlt, muss man 3 Stunden auf die nächste warten.
Laserschweißen: Zykluszeit und Vor-/Nachbearbeitungsanforderungen
Das Laserschweißen ist ein sequentieller Prozess pro Maschine (wie FSW). Die Schweißgeschwindigkeit für Kupfer liegt zwischen 2000 und 5000 mm/min, abhängig von der Einschweißtiefe. Für einen 3 mm dicken Deckel beträgt die Schweißgeschwindigkeit 2000 mm/min, was zu einer Taktzeit von 0,17 Minuten führt. Die Taktzeit kann jedoch durch zusätzliche Arbeitsgänge beeinträchtigt werden: chemische Reinigung vor dem Schweißen und QS-Prüfung nach jeder Schweißung.
Nachbearbeitungsanforderungen für jedes Fügeverfahren
FSW erfordert in der Regel nur eine minimale Nachbearbeitung (kann sofort in der gleichen CNC erfolgen). Beim Hartlöten ist möglicherweise eine Dichtheitsprüfung der einzelnen Teile und bei Verzug ein Richten erforderlich. Beim Lasern kann eine Sichtprüfung oder vielleicht eine Röntgenprüfung erforderlich sein.

FSW RESSOURCE
Laden Sie die 5 Vergleichstabellen für Entscheidungen über die Verbindung von Kupferkühlplatten herunter
Diese kostenlose Ressource enthält Benchmarks für FSW, Vakuumlöten und Laserschweißen, um Sie bei der Auswahl des Verfahrens zu unterstützen.
Die fünf Diagramme zu Kupferkühlplatten behandeln Fügeverfahren, Konstruktionsrichtlinien, Dichtungsleistung, Taktzeit und Durchsatz sowie Wirtschaftlichkeit.
Wirtschaftlichkeit des Verbindens von Kupferkühlplatten: CAPEX, OPEX, Ausbildung und Produktionsintegration
Die wirtschaftlichen Aspekte und Einsatzbeschränkungen der einzelnen Fügeverfahren – Kapitalinvestitionen (CAPEX), Betriebskosten (OPEX), erforderliche Qualifikationen und Integration in die Fertigungsabläufe – unterscheiden sich erheblich zwischen FSW, Vakuumlöten und Laserschweißen.
FSW-Kostenanalyse: CAPEX, OPEX, Schulung und Integration
FSW-Investitionskosten (CAPEX) und Ausrüstungsanforderungen
Die Investitionskosten für das FSW-Verfahren sind moderat(≈ 100 000 €), vor allem wenn ein nachgerüsteter Kopf auf einer vorhandenen CNC-Maschine verwendet wird. Die Vorrichtungskosten sind niedrig, da beim FSW keine extrem genaue Einspannung erforderlich ist.
FSW-Betriebskosten (OPEX) und Wartung
FSW hat niedrige Betriebskosten.
Das Verfahren benötigt keine Zusatzwerkstoffe, keine Schutzgase und verbraucht so viel Energie wie der Spindelmotor einer CNC. Das wichtigste Verbrauchsmaterial ist das FSW-Werkzeug für das Kupferschweißen, dessen Lebensdauer je nach Parametern und Legierungen zwischen 100 und 500 m Schweißlänge in Kupfer liegt. Die Wartung ist einfach: Inspektion des Kraftkontrollsystems, Austausch der Werkzeuge und Wartung von Elementen wie dem Gegenamboss oder dem Kühlsystem.
FSW-Ausbildung und Qualifikationsanforderungen
Die für das FSW-Verfahren erforderliche Schulung ist minimal. Bediener, die mit der CNC-Bearbeitung vertraut sind, können in zwei Tagen für das FSW-Verfahren geschult werden, das keine besonderen Sicherheitsrisiken birgt (keine Laser, Hochspannung oder Flammen).
Integration des FSW in bestehende Einrichtungen
FSW lässt sich sehr leicht in einen CNC-Arbeitsablauf integrieren.
Ein FSW-Kopf passt auf Standard-Spindelschnittstellen (HSK63, BT40 usw.) und benötigt außer einer kleinen Kühlvorrichtung (1 × 1 m) kaum zusätzliche Stellfläche. Keine Dämpfe, UV-Strahlung oder Lärm erfordern besondere Einrichtungen. Der eingebaute Überlastungsschutz (“Kolbensystem”) verhindert Schäden an der CNC.
Wirtschaftlichkeit des Vakuumlötens: Ausrüstungskosten, Betriebskosten, Fähigkeiten und Anforderungen an die Einrichtung
Investitionskosten für das Vakuumlöten (CAPEX) und Ofenausrüstung
Für das Vakuumlöten ist ein Hochvakuum-Ofen erforderlich, eine große Investition, die je nach Größe und Kapazität zwischen 500.000 und über 1 Mio. € kostet. Die Installation erfordert eine umfangreiche Infrastruktur: Hochleistungsstromversorgung, Kühlwasser, Gasleitungen und viel Platz.
Betriebskosten (OPEX) und Wartungsbedarf für das Vakuumlöten
Die Betriebskosten sind hoch, bedingt durch den hohen Energieverbrauch (Aufheizen der Ofenmasse auf 750-800 °C), den Betrieb der Vakuumpumpe und die teuren Lotlegierungen (Lotlegierungen auf Silberbasis können mehrere Dollar pro Teil kosten).
Die Wartung umfasst die Instandhaltung der Vakuumpumpe, die Reinigung der Kammer (kondensierte Lötdämpfe), die Kalibrierung und den regelmäßigen Austausch der Heizung. Wenn Flussmittel verwendet werden (außerhalb des Vakuums), ist die Reinigung des Flussmittels besonders kompliziert. Auch der Ausbeuteverlust kann erheblich sein: undichte oder defekte Platten können zu 5-30 % Ausschuss führen.
Anforderungen an die Ausbildung und Prozesskenntnisse beim Vakuumlöten
Das Vakuumlöten ist ein metallurgischer Prozess, der Fachwissen über die Auswahl von Legierungen, die Konstruktion von Vorrichtungen und die Definition des Ofenzyklus erfordert. Für die Entwicklung einer zuverlässigen Rezeptur ist in der Regel ein Metallurge oder Schweißfachingenieur erforderlich.
Integration des Vakuumlötens in Produktionsanlagen
Ein Ofen ist eine eigenständige Anlage, die von den Bearbeitungsvorgängen getrennt ist.
Der Arbeitsablauf wird segmentiert: Die Teile müssen gereinigt (Ultraschallreinigung), aufgespannt, in den Ofen geladen und später geprüft werden. Der Ofenbereich erfordert in der Regel eine Kühlwasserversorgung, Gasleitungen, Sicherheitsmaßnahmen für heiße Oberflächen und eine eigene Stellfläche.
Wirtschaftlichkeit des Laserschweißens: Investitionskosten, Betriebskosten, Schulungsbedarf und Produktionsintegration
Investitionskosten für Laserschweißen (CAPEX) und Laserausrüstung
Ein kupferfähiges industrielles Lasersystem (4-6 kW Faserlaser) mit Automatisierung kostet $250k-$500k. Die Installation erfordert eine angemessene Stromversorgung, Kühlwasser- und Schutzgassysteme sowie eine lasersichere Einhausung.
Betriebskosten (OPEX) und Wartung beim Laserschweißen
Zu den Betriebskosten des Laserschweißens gehören der Strom für die Laserquelle und den Kühler, der Verbrauch von Schutzgas und regelmäßige Wartungsarbeiten wie der Austausch von Optiken. Sicherheitssysteme (Verriegelungen, Einhausungen, Zertifizierung) erhöhen ebenfalls die Betriebskosten.
Ausbildung zum Laserschweißen und Anforderungen an die Prozesskenntnisse
Das Laserschweißen erfordert geschulte Techniker oder Ingenieure, vor allem wegen der Lasersicherheit (Klasse 4) und der erforderlichen Präzision bei der Einstellung der Schweißparameter (Leistung, Fokus, Geschwindigkeit, Puls).
Die Reflektivität von Kupfer und die Empfindlichkeit des Prozesses erfordern oft einen erfahrenen Schweißtechniker, um stabile Parameter festzulegen
Integration des Laserschweißens in Produktionsanlagen
Das Laserschweißen ist als eigene Station in den Produktionsfluss integriert.
Nach der Bearbeitung und Reinigung werden die Teile in die Laserzelle gebracht. Die wichtigste Anforderung an die Anlage ist eine lasersichere Einhausung der Klasse 4, und je nach den örtlichen Vorschriften kann eine Belüftung für Metalldampf erforderlich sein.
Synthese des vergleichenden Leitfadens für das Fügen von Kupferkühlplatten
Das optimale Fügeverfahren für Kupferkühlplatten hängt von einem ausgewogenen Verhältnis zwischen technischen Anforderungen (thermische Leistung, Druckabdichtung, Geometrie) und praktischen Erwägungen (verfügbare Ausrüstung, Volumen, Budget) ab.
Sie arbeiten an einem Projekt mit Kupferkühlplatten?
Unsere Experten unterstützen Sie von der Erprobung und Validierung bis hin zum vollständigen industriellen Einsatz.