
Piastre di rame refrigerate: quale processo di giunzione è preferibile a FSW, brasatura sotto vuoto e laser?
Le piastre refrigerante (LCP) sono fondamentali per la gestione termica nell’elettronica ad alte prestazioni (data center, apparecchiature per le telecomunicazioni, GPU HPC, ecc.) La scelta del processo di incollaggio ottimale per le piastre di rame refrigerate può avere un impatto sulle prestazioni termiche, sull’affidabilità meccanica (tenuta), sulla velocità di produzione e sui costi.
Questo articolo confronta la saldatura Friction Stir Welding (FSW), la brasatura sotto vuoto e la saldatura laser per l’assemblaggio a freddo di lastre di rame e fornisce le linee guida per la progettazione della producibilità (DFM) per ciascun processo.
Principali differenze tra FSW, brasatura e saldatura laser nella giunzione di piastre di rame refrigerate
Le piastre di rame refrigerate possono essere unite con tre metodi principali: saldatura Friction Stir Welding (FSW), brasatura sotto vuoto e saldatura laser. Ogni processo ha effetti diversi sulla conducibilità termica, sulla tenuta, sulla resistenza meccanica e sulla flessibilità del progetto. Le differenze più importanti sono descritte nelle sezioni seguenti.
Saldatura Friction Stir Welding: un processo a stato solido per giunzioni in rame altamente affidabili
La saldatura per attrito (FSW) è un processo allo stato solido: un utensile rotante viene immerso nella giunzione tra le piastre, plasticizzando ma non fondendo il rame, e “agita” l’interfaccia per formare una saldatura forgiata omogenea. Il processo FSW ha preso rapidamente piede nelle piastre refrigerante in alluminio dei VE e dei data center per la sua affidabilità, e ora viene applicato anche alle lastre di rame refrigerate.
Il processo FSW allo stato solido produce un giunto senza materiale d’apporto e con difetti minimi: la resistenza alla trazione è solitamente pari a quella del metallo di base e non ci sono praticamente vuoti interni. Di conseguenza, il giunto ha un ‘eccellente conduttività termica (trattandosi di un giunto continuo in rame) e una tenuta perfetta. La FSW raggiunge una rigidità superiore di circa il 50% rispetto a una scheda saldata a freddo, riducendo così la distorsione da pressione e lo stress sui componenti elettronici. Lo svantaggio è che il processo FSW è adatto principalmente a geometrie di giunzione relativamente semplici e richiede un fissaggio rigido e l’accesso allo stampo lungo l’intero percorso di saldatura. L’FSW è un processo maturo per l’alluminio e il rame.
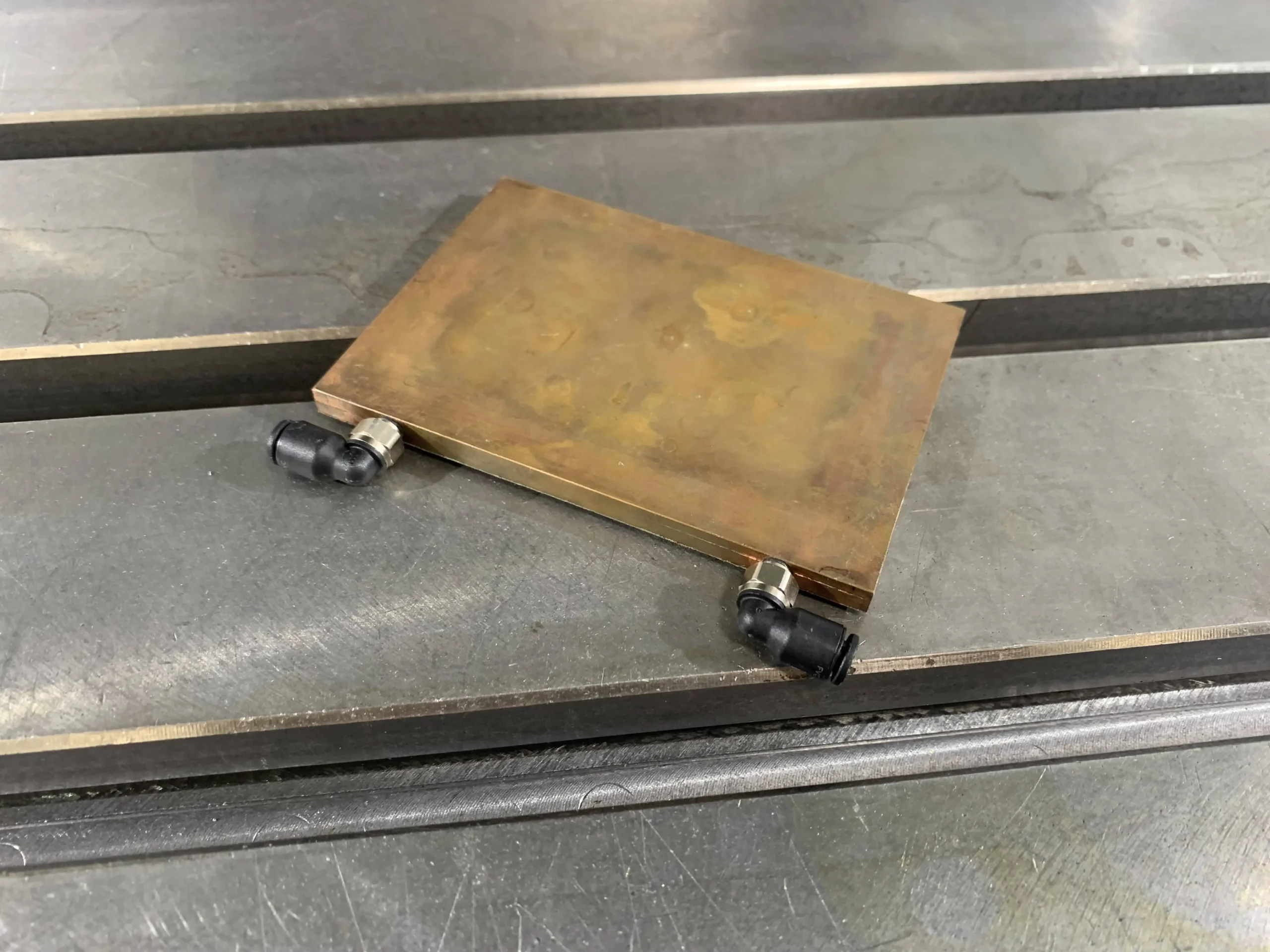
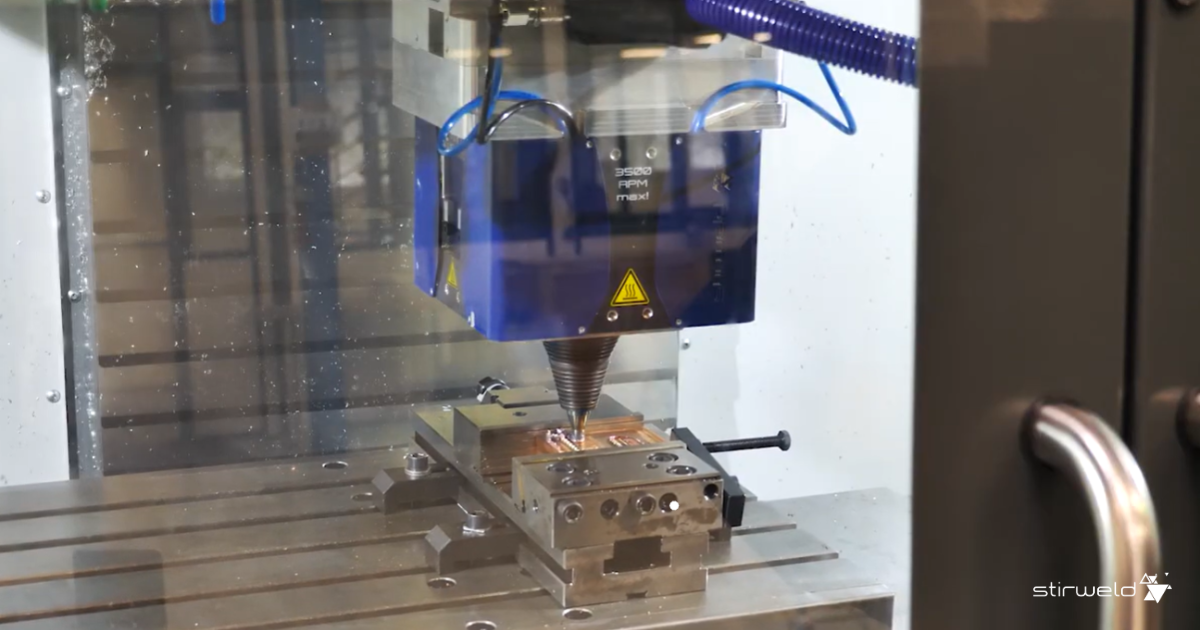
Il video seguente mostra una dimostrazione pratica di saldatura Friction Stir Welding su una piastre di rame refrigerate. Questo esempio mostra chiaramente come funziona il processo allo stato solido in condizioni reali e perché la FSW può essere utilizzata per ottenere giunti a tenuta stagna di alta qualità nel rame.
Brasatura sotto vuoto: un processo sofisticato per complessi assemblaggi di rame
La brasatura sotto vuoto è un metodo tradizionale e ampiamente utilizzato per unire a freddo le lamiere. Le parti in rame (o rame placcato) vengono unite riscaldandole in un forno a vuoto con una lega di riempimento (spesso una lega rame-argento o bronzo fosforoso per le parti in rame), che fonde e scorre per azione capillare per unire le parti.
La brasatura sottovuoto può essere utilizzata per unire assemblaggi molto complessi in un’unica operazione: ad esempio, una piastra di base con nervature interne strette o componenti multipli, cosa che non è possibile con una singola brasatura FSW o laser. Le giunzioni brasate sotto vuoto offrono generalmente una buona resistenza e un buon contatto termico. Tuttavia, poiché viene utilizzata una saldatura più morbida, la forza e la resistenza alla fatica del giunto possono essere leggermente inferiori a quelle di una saldatura forgiata e la conduttività termica del giunto è leggermente inferiore rispetto al rame puro.

Un aspetto importante è l’affidabilità: la brasatura sottovuoto presenta intrinsecamente il rischio di microfori o di copertura incompleta della brasatura, che possono portare a perdite o a una ridotta stampabilità. Nel corso del tempo e a causa dei cicli termici, questi microdifetti possono propagarsi; pertanto, sebbene la brasatura sottovuoto produca giunti stabili, in pratica presenta un tasso di fallimento non nullo (ad esempio, difetti di brasatura microscopici che portano a perdite dopo molti cicli).
Tuttavia, la brasatura sottovuoto è un processo molto maturo, utilizzato da decenni nel settore aerospaziale e nel raffreddamento elettronico; esistono molti standard di progettazione e fornitori esperti. Infine, le alte temperature di brasatura sottovuoto possono ridurre la resistenza allo snervamento del rame, il che influisce sulla rigidità delle schede e aumenta il set di compressione, che a sua volta comporta un aumento delle sollecitazioni sui componenti elettronici.
Saldatura laser: un processo di fusione preciso per le piastre di rame refrigerate
Nella saldatura laser, un raggio laser concentrato (laser in fibra per saldatura industriale) viene utilizzato per fondere insieme le lastre di rame lungo una giuntura. Si tratta di un processo di saldatura per fusione: il rame nella giunzione si fonde e si solidifica nuovamente, creando un giunto metallurgico. La saldatura laser è precisa e veloce; un laser focalizzato può scansionare una cucitura alla velocità di 1 m/min e produrre una saldatura stretta con un apporto termico complessivo minimo.
La saldatura laser è in forte espansione sulle lastre di rame fredde per sigillare semplici giunzioni coperchio-fondo, soprattutto sulle lastre più piccole (50×50×3 mm). I moderni laser ad alta potenza (soprattutto nella gamma delle lunghezze d’onda verdi) possono saldare il rame nonostante la sua elevata riflettività. Come nel processo FSW, nella saldatura laser non viene utilizzato alcun materiale d’apporto, pertanto l’interfaccia è costituita da rame puro, che offre eccellenti prestazioni termiche se la saldatura è priva di difetti. Solo uno stretto cordone viene riscaldato e raffreddato rapidamente, creando una piccola zona termicamente alterata (Z AT) senza ricottare l’intero pezzo.
Tuttavia, la saldatura laser del rame pone una sfida: il rame riflette gran parte dell’energia laser IR e conduce rapidamente il calore, rendendo difficile ottenere una penetrazione completa senza difetti. Se i parametri non sono perfettamente controllati, possono formarsi piccoli pori o crepe che compromettono la resistenza e la tenuta. Inoltre, la saldatura laser è limitata principalmente a cuciture circonferenziali continue o a semplici elementi di fissaggio e non può unire elementi interni complessi, a differenza della brasatura, dove è possibile unire più interfacce contemporaneamente.
In sintesi, la saldatura laser è apprezzata per la sua velocità e precisione e i progressi (come i laser a fibre, la migliore qualità del fascio e il migliore controllo del processo) hanno reso possibile la saldatura del rame. Tuttavia, richiede un controllo accurato per ottenere una qualità di saldatura paragonabile a quella della FSW; in caso contrario, difetti come la porosità possono ridurre l’affidabilità sotto pressione. La tecnologia è matura nell’industria in generale, ma per le lamiere di rame spesse laminate a freddo rimane un po’ specializzata a causa delle sfide poste dal rame.

RISORSA FSW
Scarica le 5 tabelle di confronto per le decisioni relative ai collegamenti a piastre di rame refrigerate
Questa risorsa gratuita contiene parametri di riferimento per FSW, brasatura sottovuoto e saldatura laser per aiutarvi nella scelta del processo.
I cinque diagrammi sulle piastre fredde in rame riguardano i metodi di giunzione, le linee guida di progettazione, le prestazioni di tenuta, il tempo di ciclo e la resa, nonché l’efficienza economica.
Come progettare le piastre di rame refrigerate in base al processo di giunzione
Di seguito vengono presentate le linee guida DFM (design for manufacturability) specifiche per FSW, brasatura sotto vuoto e saldatura laser. Le linee guida includono restrizioni sulla geometria dei giunti, sulle distanze, sull’accesso agli utensili e sulle fasi di preparazione con esempi pratici.
Linee guida per la progettazione di FSW
Preparazione del materiale
Sebbene la saldatura FSW tolleri meglio gli ossidi rispetto alla saldatura laser grazie alla rottura meccanica degli strati superficiali, le superfici di giunzione devono essere prive di ossidi pesanti o impurità per garantire una qualità uniforme della saldatura.
Geometria del giunto e gioco dello stampo
La FSW richiede un’attenzione particolare alla geometria del giunto. La spalla dell’utensile FSW, che ha un raggio minimo di circa 4 mm, non deve essere troppo vicina a bordi o elementi verticali. Una distanza di 5 mm tra la saldatura e una geometria rialzata assicura che l’utensile possa lavorare senza collisioni. Altrettanto importante è l’adattamento: lo spazio tra le saldature deve rimanere al di sotto del 10% della profondità della saldatura, cioè per una piastra di 3 mm di spessore, lo spazio deve rimanere inferiore a 0,3 mm.
Gestione dell’orifizio di uscita
Poiché il processo FSW lascia un buco nel punto di ritrazione dell’utensile, il progetto deve includere una strategia per gestire questa caratteristica. Il punto di uscita può essere situato in un’area non critica, su una flangia di uscita che viene lavorata successivamente, o eliminato da una testa FSW con un perno retrattile.
Requisiti di attacco e supporto
È essenziale avere una base solida sotto la lama di tenuta. Il componente deve avere una superficie inferiore continua la cui larghezza corrisponde al diametro dell’utensile. In caso di saldature lunghe o di geometrie complesse, è possibile utilizzare punti di bloccaggio temporanei FSW o dispositivi di bloccaggio automatici per stabilizzare l’assemblaggio prima della passata di saldatura principale.
Lavorazione dopo la saldatura
La saldatura FSW può produrre lievi bave intorno al cordone di saldatura. Pertanto, il progetto deve prevedere una tolleranza di lavorazione di circa 0,5 mm per consentire la rimozione di queste piccole imperfezioni, di solito sulla stessa macchina CNC con cambio utensile automatico.
Linee guida per la progettazione della brasatura sottovuoto
Pulizia dei giunti e flusso capillare
La brasatura sottovuoto si basa sull’azione capillare a 600-800 °C per attirare il materiale di brasatura fuso (solitamente una lega di rame-argento o fosforo) nel giunto. Per consentire un flusso affidabile, lo spazio tra i giunti deve essere generalmente di 0,025-0,1 mm, a seconda della lega. Se la fessura è troppo grande, il riempimento non si colmerà in modo uniforme; se è troppo stretta (vicina allo zero), la lega non sarà in grado di fluire. Pertanto, le superfici con grandi aree devono essere specificate con una stretta planarità complessiva e tolleranza per ottenere il gioco previsto.
Materiale di riempimento e posizionamento
Nel caso delle piastre di rame a freddo, il riempimento viene solitamente applicato lungo la circonferenza sotto forma di fogli o preforme di saldatura d’argento. È possibile incorporare nel progetto piccole scanalature o cavità per posizionare la lega, oppure creare un’area di sovrapposizione per includere un foglio di riempimento all’interfaccia. In questo modo si garantisce che il riempimento sia presente dove è necessario e venga mantenuto per tutto il ciclo del forno.
Prevenzione delle inclusioni nel riempimento e delle ostruzioni delle fognature
Poiché il riempimento fuso può essere trascinato nei canali del liquido, la progettazione deve tenere conto della possibilità di perdite di saldatura. Una contromisura pratica consiste nell’aggiungere dei fermi di saldatura, ad esempio un piccolo gradino di 0,05 mm lungo la circonferenza. Se sono presenti nervature interne o altre caratteristiche, è importante prevedere anche fori o sfiati per consentire la fuoriuscita dell’atmosfera e dei gas intrappolati, anziché deviare la lega fusa in aree indesiderate.
Simmetria termica e controllo della distorsione
L’intero gruppo viene riscaldato e raffreddato nel forno, quindi le differenze di spessore del profilo in prossimità del giunto possono causare dilatazioni differenziali, vuoti o deformazioni. Un progetto che mantenga uno spessore uniforme del profilo nell’area del giunto aiuta a controllare questi effetti e favorisce una distribuzione uniforme del riempimento.
Requisiti di pulizia
Le superfici di giunzione devono essere prive di oli e ossidi e si deve evitare qualsiasi rivestimento o rivestimento incompatibile all’interfaccia. Se nella brasatura non sottovuoto si utilizza il flussante, la giunzione deve essere progettata in modo da poter rimuovere completamente i residui di flussante, evitando aree cieche in cui possano rimanere intrappolati. In tutti i casi, l’accessibilità per la pulizia è una considerazione fondamentale in fase di progettazione.
Proprietà adattabili della lega di brasatura
Le piastre fredde in rame spesso utilizzano riempitivi BCuP (rame-fosforo) o BAg (a base di argento), che hanno una resistenza inferiore a quella del rame. Per ottenere le prestazioni di giunzione richieste, il progetto deve prevedere una superficie di saldatura sufficiente e utilizzare la geometria piuttosto che affidarsi esclusivamente alla forza del riempitivo.
Collegamento di metalli dissimili
Con materiali diversi, i diversi coefficienti di espansione termica (CTE ) possono far scivolare i pezzi o creare spazi vuoti durante il ciclo di riscaldamento. Pertanto, il movimento relativo deve essere preso in considerazione nella progettazione, in modo che i giunti rimangano allineati e il controllo del gioco sia mantenuto durante il riscaldamento e il raffreddamento.
Indennità di lavorazione
Poiché la brasatura può portare alla deformazione del pezzo, il progetto deve prevedere una lavorazione successiva alla brasatura per ripristinare le dimensioni critiche e garantire l’adattamento finale e l’integrità del giunto.
Linee guida per la progettazione della saldatura laser
Tipo di guarnizione e requisiti di montaggio
Quando si saldano al laser lastre di rame a freddo, si utilizzano comunemente giunzioni di testa e di giro. Un giunto di testa richiede un accoppiamento estremamente stretto con uno spazio inferiore a 0,1 mm per garantire una penetrazione adeguata e una buona qualità della saldatura. Le giunzioni di testa sono più comuni, ma anch’esse richiedono uno spazio inferiore a 0,1 mm per evitare la porosità. Poiché il riscaldamento durante la saldatura può deformare il coperchio e aprire il giunto, il progetto deve prevedere un serraggio adeguato per garantire che il coperchio sia premuto saldamente sull’alloggiamento della piastra fredda durante tutto il processo di saldatura.
Tolleranza del gap
Per evitare porosità e garantire una penetrazione completa, la distanza massima consentita è di 0,1 mm. Il rispetto di questa tolleranza è fondamentale, poiché la formazione di difetti aumenta significativamente non appena lo spazio supera questo limite.
Accessibilità comune
Il raggio laser deve avere un contatto visivo diretto con l’intero cordone di saldatura. Questa linea visiva è un prerequisito essenziale per la progettazione del cordone e degli elementi circostanti.
Considerazioni sullo spessore e sulla penetrazione
Con la saldatura laser è possibile ottenere una penetrazione completa attraverso un guscio di spessore fino a 3 mm. Per i componenti più spessi, l’interfaccia deve avere una saldatura di raccordo o una sezione trasversale ridotta per consentire la penetrazione. Il mantenimento di uno spessore uniforme lungo la linea di saldatura contribuisce inoltre a garantire parametri laser costanti e una qualità di saldatura stabile.
Preparazione del materiale e della superficie
Le superfici di rame devono essere estremamente pulite e prive di ossido; si consiglia la pulizia con solventi. Qualsiasi contaminazione può causare porosità durante la fase di fusione. Si devono evitare rivestimenti e trattamenti abrasivi che incorporano particelle, come la carta vetrata. Per ottenere risultati ottimali, le leghe di saldatura come C101/C102 (rame privo di ossigeno) sono preferibili a C110.
Fissaggio e allineamento
Un sistema di fissaggio o di serraggio stretto deve garantire l’assenza di gioco tra il coperchio e l’alloggiamento durante l’intero processo di saldatura. Poiché il punto laser è piccolo (circa 1 mm), l’attrezzatura deve garantire una precisione di posizionamento superiore a 0,2 mm, in modo che il raggio rimanga allineato con precisione al giunto.
Tenuta sotto pressione: quale processo di giunzione garantisce la tenuta delle piastre fredde?
Le prestazioni di tenuta sono un aspetto critico dell’affidabilità delle piastre di rame refrigerate, soprattutto quando gli assemblaggi operano in condizioni di elevata pressione interna o di ripetuti cicli termici e meccanici. Il processo di giunzione influenza direttamente la tenuta, la suscettibilità ai difetti e la durata a lungo termine. Le sezioni seguenti confrontano le prestazioni di FSW, brasatura sotto vuoto e saldatura laser in termini di resistenza alla pressione e tenuta.
FSW: tenuta e prestazioni di tenuta
I giunti saldati FSW nel rame sono essenzialmente metallo forgiato e le saldature FSW hanno resistito a pressioni molto elevate (200 bar, 2900 psi). Inoltre, grazie al processo allo stato solido, i test di tenuta all’elio non rilevano porosità o perdite (se eseguiti correttamente). Le guarnizioni FSW hanno anche un’eccellente resistenza alla fatica (nessuna cricca durante i cicli di pressione o vibrazione). Per questo motivo il processo FSW è favorito in ambienti estremi come quello aerospaziale.
Brasatura sottovuoto: rischi di perdite e requisiti di ispezione
Nelle giunzioni brasate sotto vuoto c’è il rischio di piccoli difetti: piccoli vuoti, filetti incompleti o inclusioni di flusso (se è stato utilizzato il flusso) possono causare perdite. L’affidabilità di una giunzione brasata dipende dal controllo del processo: corrette distanze, flusso di lega e ispezione. L’insorgenza di microperdite nelle piastre brasate a freddo non è nulla. Nel tempo, l’espansione differenziale o la corrosione possono aggravare un giunto brasato incompleto e causare perdite in servizio. Un giunto saldato correttamente riempito presenta di solito un filetto ispezionabile visivamente, ma le sezioni interne non sono altrettanto facili da ispezionare e richiedono un controllo di qualità a raggi X.
Saldatura laser: potenziale di tenuta e sensibilità agli errori
I giunti saldati al laser possono essere a tenuta stagna se eseguiti correttamente. Tuttavia, una saldatura laser può diventare porosa (sacche di gas nel metallo saldato) a causa della bassa viscosità del rame ad alte temperature e dell’instabilità del foro chiave del laser. Questi pori possono causare una perdita se sono interconnessi o situati in superficie. Se il laser non ha penetrato l’intero spessore (forse a causa di variazioni di adattamento), può formarsi una linea non fusa alla radice del giunto. Un altro fattore è la suscettibilità del rame alla fessurazione durante il raffreddamento rapido. Pertanto, il controllo di qualità è obbligatorio per le saldature laser: preferibilmente con raggi X o ultrasuoni.
Considerazioni sulla produzione: tempo di ciclo e prestazioni
La produttività varia notevolmente a seconda del processo di giunzione utilizzato per sigillare piastre di rame refrigerate. Fattori come la velocità di saldatura lineare, il tempo di elaborazione dei lotti e le fasi di pre- e post-elaborazione hanno un impatto diretto sul tempo di ciclo e sull’efficienza produttiva complessiva. Ecco un esempio di una lastra piccola (50×120 mm) con un coperchio spesso 3 mm come valore di base.
FSW: tempo di ciclo e caratteristiche del processo
La saldatura Friction Stir Welding (FSW) è un processo sequenziale in cui un cordone (un pezzo) viene saldato dopo l’altro. La velocità di saldatura per il rame varia da 100 a 400 mm/min, a seconda della profondità di saldatura. Per i tappi di 3 mm di spessore, la velocità di saldatura è di 300 mm/min, con un tempo di ciclo di 1,1 minuti.
Brasatura sottovuoto: tempo di ciclo del lotto e prestazioni del forno
La brasatura sottovuoto è un processo a lotti con un tempo di ciclo molto più lungo per ogni lotto: pompaggio, aumento della temperatura, mantenimento alla temperatura di brasatura e raffreddamento. Un ciclo completo può richiedere fino a 3 ore in totale. Il vantaggio è che si possono saldare molti pezzi in un unico lotto, decine se il forno è grande e i pezzi sono impilati. Se in un ciclo di 3 ore si saldano 60 piastre fredde, sono 3 minuti per piastra, senza contare la preparazione del carico. Ma la latenza dall’inizio alla fine di un lotto è di ore. Se manca un pezzo nell’ultimo lotto, bisogna aspettare 3 ore per il lotto successivo.
Saldatura laser: tempo di ciclo, requisiti di pre e post lavorazione
La saldatura laser è un processo di macchina sequenziale (come la FSW). La velocità di saldatura per il rame varia da 2000 a 5000 mm/min, a seconda della profondità di saldatura. Per un coperchio di 3 mm di spessore, la velocità di saldatura è di 2000 mm/min, che si traduce in un tempo di ciclo di 0,17 minuti. Tuttavia, il tempo di ciclo può essere influenzato da operazioni aggiuntive: la pulizia chimica prima della saldatura e i test di controllo qualità dopo ogni saldatura.
Requisiti di post-elaborazione per ogni processo di giunzione
La FSW di solito richiede una post-lavorazione minima (può essere eseguita immediatamente sullo stesso CNC). La brasatura può richiedere test di tenuta dei singoli pezzi e la raddrizzatura in caso di distorsione. Il taglio laser può richiedere un’ispezione visiva o forse a raggi X.

RISORSA FSW
Scarica le 5 tabelle di confronto per le decisioni relative ai collegamenti le piastre di rame refrigerate
Questa risorsa gratuita contiene parametri di riferimento per FSW, brasatura sottovuoto e saldatura laser per aiutarvi a scegliere il processo da utilizzare.
I cinque diagrammi sulle piastre fredde in rame riguardano i metodi di giunzione, le linee guida di progettazione, le prestazioni di tenuta, il tempo di ciclo e la produttività, nonché l’efficienza economica.
Efficienza economica della giunzione di lastre di rame a freddo: CAPEX, OPEX, formazione e integrazione della produzione.
I vincoli economici e applicativi dei vari processi di giunzione – investimento di capitale (CAPEX), costi operativi (OPEX), competenze richieste e integrazione nei processi produttivi – differiscono notevolmente tra FSW, brasatura sotto vuoto e saldatura laser.
Analisi dei costi FSW: CAPEX, OPEX, formazione e integrazione
Costi di investimento FSW (CAPEX) e requisiti delle attrezzature
I costi di investimento per il processo FSW sono moderati (≈ 100.000 dollari), soprattutto se si utilizza un mandrino adattato su una macchina CNC esistente. I costi di serraggio sono bassi perché la FSW non richiede un serraggio estremamente preciso.
Costi operativi (OPEX) e di manutenzione dell’impianto FSW
La FSW ha costi operativi ridotti.
Il processo non richiede materiali d’apporto o gas di schermatura e consuma la stessa energia di un motore CNC. Il materiale di consumo più importante è l’utensile per la brasatura del rame FSW, che ha una durata da 100 a 500 metri di lunghezza di brasatura del rame, a seconda dei parametri e delle leghe. La manutenzione è semplice: ispezione del sistema di controllo della forza, sostituzione degli utensili e manutenzione di elementi come il contro-anvil o il sistema di raffreddamento.
Requisiti di formazione e qualificazione per gli ASP
La formazione richiesta per il processo FSW è minima. Gli operatori che hanno familiarità con la lavorazione CNC possono essere addestrati in due giorni per il processo FSW, che non presenta particolari rischi per la sicurezza (assenza di laser, alta tensione o fiamme).
Integrazione di FSW negli impianti esistenti
La FSW è molto facile da integrare in un flusso di lavoro CNC.
Una testa FSW si inserisce nelle interfacce standard del mandrino (HSK63, BT40, ecc.) e non richiede quasi alcuno spazio aggiuntivo, a parte un piccolo dispositivo di raffreddamento (1 × 1 m). Non sono necessarie attrezzature speciali per fumi, radiazioni UV o rumore. La protezione da sovraccarico integrata (“sistema a pistone”) previene i danni al CNC.
Economia della brasatura sottovuoto: costi delle attrezzature, costi operativi, capacità e requisiti di installazione
Costi di investimento per la brasatura sottovuoto (CAPEX) e per le attrezzature del forno
La brasatura sottovuoto richiede un forno ad alto vuoto, un investimento importante che costa da 500.000 a oltre 1 milione di dollari, a seconda delle dimensioni e della capacità. L’installazione richiede un’ampia infrastruttura: alimentazione elettrica ad alte prestazioni, acqua di raffreddamento, tubazioni del gas e molto spazio.
Costi operativi della brasatura sottovuoto (OPEX) e requisiti di manutenzione
I costi operativi sono elevati a causa dell’alto consumo energetico (riscaldamento della massa del forno a 750-800 °C), del funzionamento della pompa del vuoto e delle costose leghe di saldatura (le leghe di saldatura a base di argento possono costare diversi dollari al pezzo).
La manutenzione comprende il controllo della pompa del vuoto, la pulizia della camera (condensazione del vapore di saldatura), la calibrazione e la sostituzione periodica del riscaldatore. Se si utilizza il flussante (fuori dal vuoto), la pulizia è particolarmente complicata. Anche la perdita di prestazioni può essere significativa: le perdite o le piastre difettose possono rappresentare il 5-30% degli scarti.
Requisiti di formazione e conoscenza per il processo di brasatura sottovuoto
La brasatura sottovuoto è un processo metallurgico che richiede competenze nella selezione delle leghe, nella progettazione dei dispositivi e nella definizione del ciclo del forno. Per sviluppare una ricetta affidabile è solitamente necessario l’intervento di un metallurgista o di un ingegnere brasatore.
Integrazione della brasatura sottovuoto nei sistemi di produzione
Il forno è un sistema indipendente e separato dai processi di lavorazione.
Il processo di lavoro è segmentato: i pezzi devono essere puliti (lavaggio a ultrasuoni), bloccati, caricati nel forno e quindi ispezionati. L’area del forno necessita solitamente di un’alimentazione di acqua di raffreddamento, di tubature per il gas, di misure di sicurezza per le superfici calde e di una superficie propria.
Efficienza economica della saldatura laser: costi di investimento, costi operativi, requisiti di formazione e integrazione della produzione.
Costi di investimento per la saldatura laser (CAPEX) e per le attrezzature laser
Un sistema laser industriale in rame (laser in fibra da 4-6 kW) con automazione costa tra i 250.000 e i 500.000 dollari. L’installazione richiede un’alimentazione adeguata, sistemi di raffreddamento ad acqua e a gas protettivo e un involucro sicuro per il laser.
Costi OPEX e di manutenzione della saldatura laser
I costi operativi della saldatura laser comprendono l’elettricità per la sorgente laser e il raffreddatore, il consumo di gas di protezione e gli interventi di manutenzione periodica, come la sostituzione delle ottiche. Anche i sistemi di sicurezza (interblocchi, custodie, certificazioni) aumentano i costi operativi.
Requisiti per la formazione sulla saldatura laser e la conoscenza del processo
La saldatura laser richiede tecnici o ingegneri qualificati, soprattutto per la sicurezza del laser (classe 4) e la precisione richiesta nella regolazione dei parametri di saldatura (potenza, fuoco, velocità, impulso).
La riflettività del rame e la sensibilità del processo richiedono spesso un tecnico di saldatura esperto per regolare i parametri stabili.
Integrazione della saldatura laser nei sistemi di produzione
La saldatura laser è integrata nel flusso di produzione come stazione separata.
Dopo la lavorazione e la pulizia, i pezzi vengono trasferiti nella cella laser. Il requisito più importante per il sistema è un involucro sicuro per il laser di classe 4 e, a seconda delle normative locali, può essere necessaria una ventilazione per i vapori metallici.
Sintesi della guida comparativa per la giunzione di piastre di rame refrigerate
Il processo di giunzione ottimale per le piastre di rame refrigerate formate a freddo dipende da un equilibrio tra requisiti tecnici (prestazioni termiche, tenuta alla pressione, geometria) e considerazioni pratiche (attrezzature disponibili, volume, budget).
State lavorando a un progetto con lastre di rame a freddo?
I nostri esperti vi supportano dal collaudo e dalla convalida fino all’implementazione industriale completa.