
Placas frías de cobre: ¿Qué proceso de unión priorizar entre FSW, soldadura al vacío y láser?
Las placas frías líquidas (LCP) son fundamentales para la gestión térmica en la electrónica de alto rendimiento (centros de datos, equipos de telecomunicaciones, GPU de HPC, etc.). La elección del proceso de unión óptimo para las placas frías de cobre puede repercutir en el rendimiento térmico, la fiabilidad mecánica (estanqueidad), la velocidad de producción y el coste.
Este artículo compara la soldadura por fricción-agitación (Friction Stir Welding, FSW), la soldadura al vacío y la soldadura láser para el ensamblaje de placas de cobre en frío y proporciona directrices de diseño para la fabricación (DFM) para cada proceso.
Principales diferencias entre FSW, soldadura al vacío y soldadura láser en la unión de placas frías de cobre
Las placas frías de cobre pueden unirse mediante tres métodos principales: Soldadura por fricción-agitación (FSW), soldadura al vacío y soldadura láser. Cada proceso tiene efectos diferentes sobre la conductividad térmica, la estanqueidad, la resistencia mecánica y la flexibilidad del diseño. Las diferencias más importantes se describen en las secciones siguientes.
Soldadura por fricción-agitación: un proceso de estado sólido para uniones de cobre de alta fiabilidad
La soldadura por fricción-agitación (FSW) es un proceso en estado sólido: Una herramienta giratoria se sumerge en la unión entre las placas, plastificando pero no fundiendo el cobre, y “agita” la interfaz para formar una soldadura homogénea forjada. El proceso FSW se ha impuesto rápidamente en las placas frías de aluminio de VE y centros de datos por su fiabilidad, y ahora también se aplica a las placas frías de cobre.
El proceso FSW en estado sólido da como resultado una unión sin material de relleno y con defectos mínimos. La resistencia a la tracción suele ser igual a la del metal base y prácticamente no hay huecos internos. Como resultado, la unión tiene una excelente conductividad térmica (al tratarse de una unión continua de cobre) y una estanqueidad perfecta. Con la FSW se consigue una rigidez ~50% superior a la de una placa soldada mediante soldadura fuerte, lo que reduce la deformación por presión y, en consecuencia, disminuye la tensión sobre los componentes electrónicos. Las desventajas son que el FSW se adapta principalmente a geometrías de unión relativamente sencillas y requiere una sujeción rígida y acceso a la herramienta a lo largo de todo el recorrido de la soldadura. El FSW es un proceso consolidado para el aluminio y el cobre.
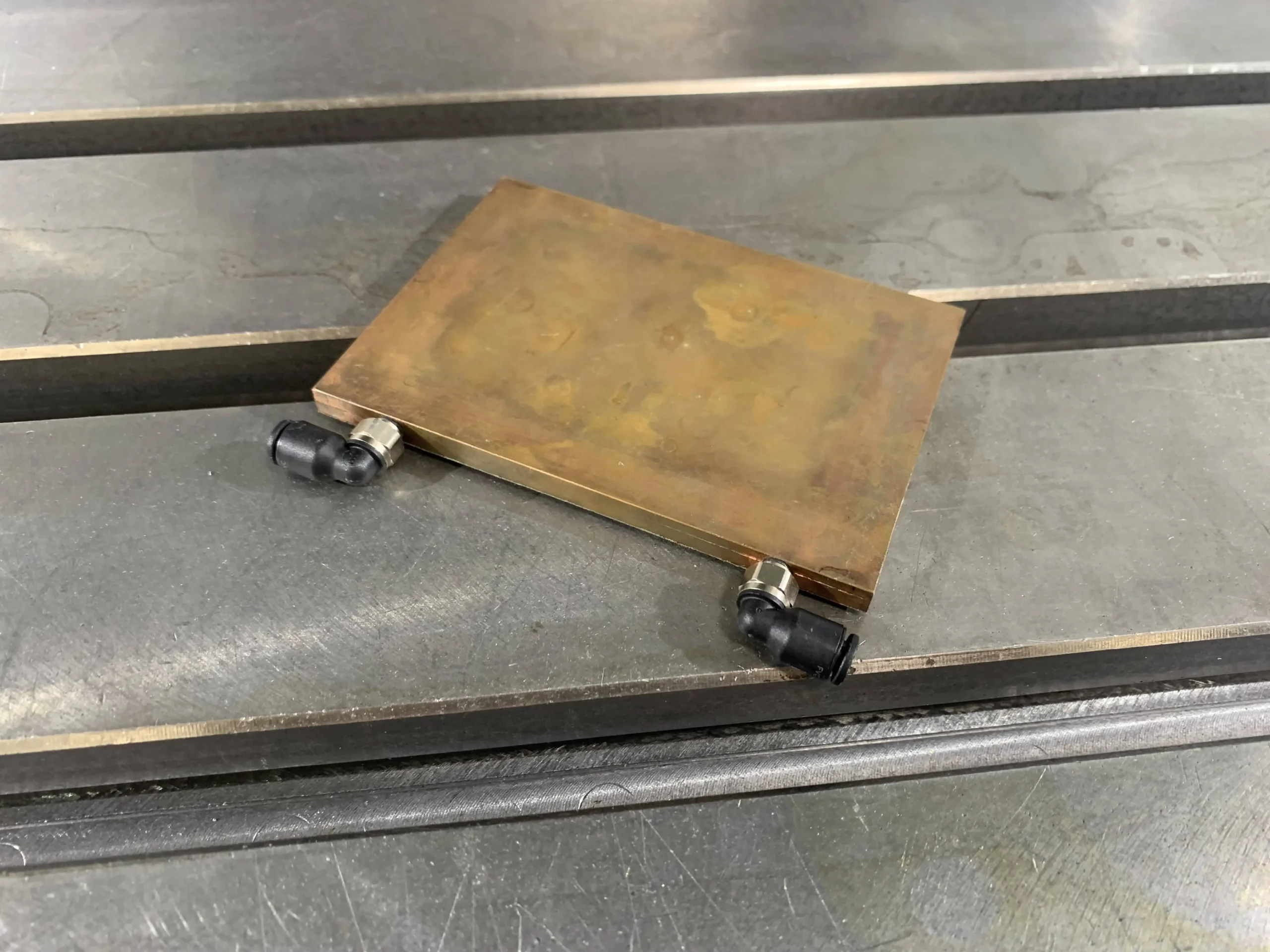
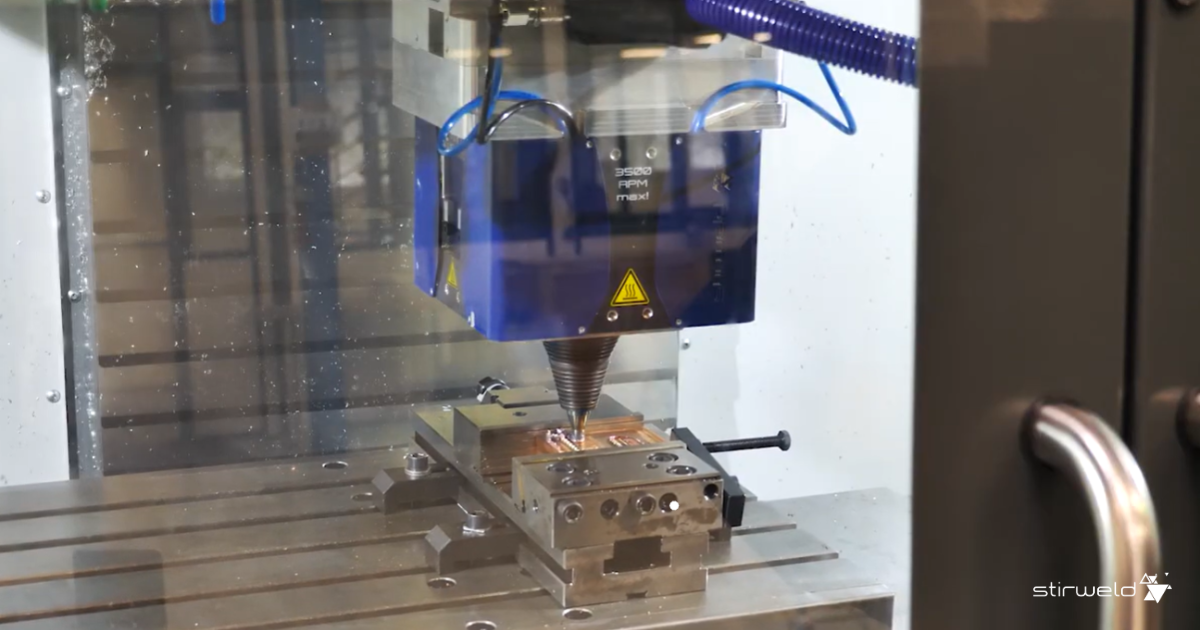
El siguiente vídeo muestra una demostración práctica de soldadura por fricción-agitación en una placa fría de cobre. Este ejemplo muestra claramente cómo funciona el proceso en estado sólido en condiciones reales y por qué la soldadura FSW puede utilizarse para conseguir uniones estancas de alta calidad en cobre.
Soldadura al vacío: un proceso consolidado para ensamblajes complejos de cobre
La soldadura al vacío es un método tradicional y muy utilizado para ensamblar placas frías. Las piezas de cobre (o cobre revestido) se unen calentándolas en un horno de vacío con una aleación de relleno (a menudo una aleación de cobre-plata o bronce fosforoso para las piezas de cobre), que se funde y fluye por capilaridad para unir las piezas.
La soldadura fuerte al vacío puede utilizarse para unir conjuntos muy complejos en una sola operación: por ejemplo, una placa base con nervaduras internas apretadas o múltiples componentes, lo que no es posible con una sola soldadura FSW o láser. Las uniones soldadas al vacío suelen ofrecer una buena resistencia y un buen contacto térmico. Sin embargo, como se utiliza una soldadura más blanda, la fuerza y la resistencia a la fatiga de la unión pueden ser ligeramente inferiores a las de una soldadura forjada, y la conductividad térmica en la unión es ligeramente inferior en comparación con el cobre puro.

Un aspecto importante es la fiabilidad: la soldadura fuerte en vacío alberga intrínsecamente el riesgo de microagujeros o de una cobertura incompleta de la soldadura fuerte, lo que puede provocar fugas o reducir la imprimibilidad. Con el tiempo y debido a los ciclos térmicos, estos microdefectos pueden propagarse; por lo tanto, aunque la soldadura fuerte en vacío da lugar a uniones estables, en la práctica tiene una tasa de fallos distinta de cero (por ejemplo, defectos microscópicos en la soldadura que provocan fugas tras numerosos ciclos).
No obstante, la soldadura fuerte al vacío es un proceso muy maduro que se utiliza desde hace décadas en la refrigeración aeroespacial y electrónica; existen muchas normas de diseño y proveedores experimentados. Por último, las altas temperaturas de soldadura al vacío pueden provocar una reducción de la elasticidad y la deformación del cobre, lo que degrada la rigidez de la placa y aumenta la deformación por presión, lo que a su vez genera una mayor tensión en los componentes electrónicos.
Soldadura láser: un proceso de fusión preciso para placas frías de cobre
En la soldadura láser, se utiliza un rayo láser concentrado (láser de fibra para soldadura industrial) para fusionar las placas de cobre a lo largo de una costura. Se trata de un proceso de soldadura por fusión: El cobre de la unión se funde y se solidifica de nuevo, creando una unión metalúrgica. La soldadura por láser es precisa y rápida; un láser enfocado puede recorrer una junta a 1 m/min, creando una soldadura estrecha con un aporte de calor global mínimo.
La soldadura por láser está en auge en las placas frías de cobre para sellar juntas sencillas entre tapa y fondo, sobre todo en las placas más pequeñas (50×50×3 mm). Los láseres modernos de alta potencia (especialmente en el rango de longitud de onda verde) pueden soldar cobre a pesar de su alta reflectividad. Al igual que en el proceso FSW, en la soldadura láser no se utiliza material de relleno, por lo que la interfaz es de cobre puro, que ofrece un excelente rendimiento térmico si la soldadura no tiene defectos. Sólo se calienta y enfría rápidamente un cordón estrecho, creando una pequeña Zona Afectada por el Calor (ZAC) sin recocido de toda la pieza.
Sin embargo, la soldadura láser del cobre plantea un reto: el cobre refleja gran parte de la energía láser IR y conduce el calor con rapidez, por lo que es difícil lograr una penetración completa sin defectos. Si no se controlan perfectamente los parámetros, pueden formarse poros o grietas diminutas que afecten a la resistencia y la estanqueidad. Además, la soldadura láser se limita principalmente a costuras circunferenciales continuas o fijaciones sencillas y no puede unir características internas complejas, a diferencia de la soldadura al vacío, en la que se pueden unir varias interfaces simultáneamente.
En resumen, la soldadura láser se valora por su rapidez y precisión, y los avances (como los láseres de fibra, la mejora de la calidad del haz y un mejor control del proceso) han hecho posible la soldadura del cobre. Sin embargo, requiere un control cuidadoso para lograr una calidad de soldadura comparable a la FSW; de lo contrario, defectos como la porosidad pueden reducir la fiabilidad bajo presión. La tecnología está consolidada en la industria en general, pero en el caso de las placas frías de cobre de gran espesor sigue siendo algo especializada debido a las dificultades que plantea este material.

RECURSO FSW
Descarga las 5 tablas comparativas para tomar la decisión correcta sobre la unión de placas frías de cobre
Este recurso gratuito contiene puntos de referencia para FSW, soldadura fuerte al vacío y soldadura láser para ayudarle en la selección del proceso.
Los cinco diagramas sobre placas frías de cobre abarcan métodos de unión, directrices de diseño, rendimiento de sellado, tiempo de ciclo y rendimiento, así como eficiencia económica.
Cómo diseñar placas frías de cobre en función del proceso de unión
A continuación se presentan las normas DFM (diseño para fabricación) específicas para FSW, soldadura fuerte al vacío y soldadura láser. Las directrices incluyen restricciones sobre la geometría de las juntas, las holguras, el acceso a las herramientas y los pasos de preparación con ejemplos prácticos.
Directrices de diseño para FSW
Preparación del material
Aunque la soldadura FSW tolera mejor los óxidos que la soldadura láser gracias a la ruptura mecánica de las capas superficiales, las superficies de unión deben estar libres de óxidos pesados o impurezas para garantizar una calidad de soldadura uniforme.
Geometría de la junta y holgura de la herramienta
La FSW requiere una cuidadosa atención a la geometría de la unión. El hombro de la herramienta FSW, que tiene un radio mínimo de aproximadamente 4 mm, no puede acercarse demasiado a los bordes ni a los elementos verticales. Una separación de 5 mm entre la línea de soldadura y cualquier relieve garantiza que la herramienta pueda funcionar sin colisiones. El ajuste es igualmente importante: los huecos en las uniones deben ser inferiores al 10 % de la penetración de la soldadura, lo que significa que, en el caso de una pieza de 3 mm, el hueco debe ser inferior a 0,3 mm.
Gestión del orificio de salida
Dado que el FSW deja un orificio en el punto donde la herramienta se retira, el diseño debe incluir una estrategia para gestionar esta característica. El punto de salida puede situarse en una zona no crítica, colocarse en un saliente que posteriormente se eliminará mediante mecanizado, o suprimirse utilizando un cabezal FSW con pin retráctil.
Requisitos de sujeción y apoyo
Es fundamental contar con un soporte rígido debajo de la trayectoria de soldadura. La pieza debe presentar una superficie inferior continua cuya anchura se corresponda con el diámetro de la herramienta. En el caso de soldaduras largas o geometrías complejas, se pueden utilizar puntos de fijación temporales mediante soldadura FSW o sistemas de sujeción automatizados para estabilizar el conjunto antes de la pasada de soldadura principal.
Procesamiento después de la soldadura
La soldadura FSW puede producir ligeras rebabas alrededor del cordón de soldadura. Por ello, el diseño debe incluir un margen de mecanizado de aproximadamente 0,5 mm para poder eliminar estas pequeñas imperfecciones, normalmente en la misma máquina CNC con un cambio automático de herramienta.
Directrices de diseño para la soldadura fuerte al vacío
Limpieza de las articulaciones y flujo capilar
La soldadura fuerte al vacío se basa en la acción capilar a 600-800 °C para arrastrar el material de soldadura fundido (normalmente una aleación de cobre-plata o fósforo) al interior de la unión. Para permitir un flujo fiable, la separación de la unión debe ser generalmente de 0,025-0,1 mm, dependiendo de la aleación. Si la separación es demasiado grande, el relleno no se puenteará uniformemente; si es demasiado estrecha (cercana a cero), la aleación no podrá fluir. Por lo tanto, las superficies con grandes áreas deben especificarse con una planitud y una tolerancia general ajustadas para conseguir la holgura prevista.
Material de relleno y colocación
En el caso de las placas frías de cobre, el relleno suele aplicarse alrededor de la circunferencia en forma de láminas o preformas de soldadura de plata. Se pueden incorporar pequeñas ranuras o cavidades en el diseño para colocar la aleación, o se crea una zona de solapamiento para incluir una lámina de relleno en la interfaz. De este modo se garantiza que el relleno esté presente donde se necesita y se mantenga durante el ciclo del horno.
Prevención del atrapamiento de material de relleno y la obstrucción de los conductos
Dado que el relleno fundido puede introducirse en los canales de líquido, el diseño debe tener en cuenta la posibilidad de que se produzcan fugas de soldadura. Una medida práctica para contrarrestarlo consiste en añadir topes de soldadura, como un pequeño escalón de 0,05 mm a lo largo de la circunferencia. Si hay nervaduras internas u otros elementos, también es importante prever orificios o vías de ventilación para permitir la salida de la atmósfera y de los gases atrapados, en lugar de desviar la aleación fundida hacia zonas no deseadas.
Simetría térmica y control de la distorsión
Todo el conjunto se calienta y se enfría en el horno, por lo que las diferencias de grosor del perfil cerca de la junta pueden provocar dilataciones diferenciales, huecos o deformaciones. Un diseño que mantenga un espesor uniforme del perfil alrededor de la zona de unión ayuda a controlar estos efectos y favorece una distribución uniforme del relleno.
Requisitos de limpieza
Las superficies de unión deben estar libres de aceites y óxidos y debe evitarse cualquier revestimiento o recubrimiento incompatible en la interfaz. Si se utiliza fundente en la soldadura fuerte sin vacío, la unión debe diseñarse de forma que los residuos de fundente puedan eliminarse por completo, evitando zonas ciegas en las que puedan quedar atrapados. En todos los casos, la accesibilidad para la limpieza es una consideración clave en la fase de diseño.
Propiedades adaptables de la aleación de soldadura
Las placas frías de cobre suelen utilizar rellenos BCuP (cobre-fósforo) o BAg (a base de plata), que tienen una resistencia inferior a la del cobre. Para lograr el rendimiento de unión requerido, el diseño debe proporcionar una superficie de soldadura suficiente y utilizar la geometría en lugar de depender únicamente de la resistencia del relleno.
Conexión de metales distintos
Con materiales distintos, los diferentes coeficientes de expansión térmica (CTE ) pueden hacer que las piezas se deslicen o creen separaciones durante el ciclo de calentamiento. Por tanto, el movimiento relativo debe tenerse en cuenta en el diseño para que las juntas permanezcan alineadas y se mantenga el control de las separaciones durante el calentamiento y el enfriamiento.
Prestación por mecanizado
Dado que la soldadura al vacío puede provocar la deformación de la pieza, el diseño debe incluir el mecanizado posterior a la soldadura fuerte para restablecer las dimensiones críticas y garantizar el ajuste final y la integridad de la junta.
Directrices de diseño para la soldadura láser
Tipo de junta y requisitos de montaje
Cuando se sueldan con láser placas frías de cobre, se suelen utilizar uniones a tope y de traslape. Una unión a tope requiere un ajuste extremadamente apretado con una separación inferior a 0,1 mm para garantizar una penetración adecuada y una soldadura de buena calidad. Las juntas solapadas son más comunes, pero también requieren una separación inferior a 0,1 mm para evitar la porosidad. Dado que el calentamiento durante la soldadura puede deformar la tapa y abrir la junta, el diseño debe proporcionar una sujeción adecuada para garantizar que la tapa se presiona firmemente sobre la carcasa de la placa fría durante todo el proceso de soldadura.
Tolerancia de huecos
Para evitar la porosidad y garantizar una penetración completa, la separación máxima permitida es de 0,1 mm. El cumplimiento de esta tolerancia es crucial, ya que la formación de defectos aumenta significativamente en cuanto la separación supera este límite.
Accesibilidad común
El rayo láser debe tener contacto visual directo con todo el cordón de soldadura. Esta línea de visión es un requisito previo esencial para el diseño de la costura y las características circundantes.
Consideraciones sobre el grosor y la penetración
Con la soldadura láser, se puede conseguir una penetración total a través de una cubierta de hasta 3 mm de grosor. Para componentes más gruesos, la interfaz debe tener una soldadura de filete o una sección transversal reducida para permitir la penetración. Mantener un grosor uniforme a lo largo de la línea de soldadura también ayuda a garantizar unos parámetros de láser uniformes y una calidad de soldadura estable.
Preparación del material y de la superficie
Las superficies de cobre deben estar extremadamente limpias y exentas de óxido; se recomienda limpiarlas con disolventes. Cualquier contaminación puede provocar porosidad durante la fase de fusión. Deben evitarse los revestimientos y los tratamientos abrasivos que incrusten partículas, como el papel de lija. Para obtener los mejores resultados, las aleaciones de soldadura como C101/C102 (cobre sin oxígeno) son preferibles a C110.
Fijación y alineación
Una fijación o un sistema de sujeción ajustados deben garantizar una separación cero entre la cubierta y la carcasa durante todo el proceso de soldadura. Dado que el punto láser es pequeño (aprox. 1 mm), la fijación debe garantizar una precisión de posicionamiento de más de 0,2 mm para que el haz permanezca alineado con precisión con la junta.
Estanqueidad bajo presión: ¿Qué proceso de unión garantiza la estanqueidad de las placas frías?
El rendimiento de la estanqueidad es un aspecto crítico de la fiabilidad de las placas frías de cobre, especialmente cuando los ensamblajes funcionan bajo una presión interna elevada o ciclos térmicos y mecánicos repetidos. El proceso de unión influye directamente en la estanqueidad, la susceptibilidad a los defectos y la durabilidad a largo plazo. En las secciones siguientes se compara el rendimiento de la soldadura FSW, la soldadura fuerte al vacío y la soldadura láser en términos de resistencia a la presión y estanqueidad.
FSW: Rendimiento de sellado y estanqueidad
Las uniones soldadas por fricción-agitación (FSW) en cobre son, en esencia, metal forjado, y estas soldaduras han soportado presiones muy elevadas (200 bar, 2900 psi). Además, debido a que se trata de un proceso en estado sólido, no se observan porosidades ni fugas (si se realiza correctamente) en las pruebas de fugas con helio. Por otra parte, las uniones FSW presentan una excelente resistencia a la fatiga (no se producen grietas bajo ciclos de presión o vibraciones). Por eso se prefiere el FSW en entornos extremos, como el sector aeroespacial.
Soldadura fuerte al vacío: riesgos de fugas y requisitos de inspección
En las uniones soldadas al vacío existe el riesgo de que se produzcan pequeños defectos: pequeños huecos, filetes incompletos o inclusiones de fundente (si se ha utilizado fundente) pueden provocar fugas. La fiabilidad de una unión por soldadura al vacío depende del control del proceso: holguras correctas, flujo de aleación e inspección. La aparición de microfugas en las placas frías soldadas no es nula. Con el tiempo, la dilatación diferencial o la corrosión pueden agravar una unión soldada incompleta y provocar una fuga en servicio. Una unión soldada correctamente rellenada suele tener un filete que puede inspeccionarse visualmente, pero las secciones internas no son tan fáciles de inspeccionar y requieren un control de calidad con rayos X.
Soldadura láser: potencial de estanqueidad y sensibilidad a los errores
Las uniones soldadas por láser pueden ser estancas cuando se ejecutan correctamente. Sin embargo, una soldadura láser puede volverse porosa (bolsas de gas en el metal de soldadura) debido a la baja viscosidad del cobre a altas temperaturas y a la inestabilidad del ojo de cerradura del láser. Estos poros pueden provocar una fuga si están interconectados o situados en la superficie. Si el láser no ha penetrado en todo el espesor (quizás debido a variaciones de ajuste), puede formarse una línea sin fundir en la raíz de la junta. Otro factor es la susceptibilidad del cobre a agrietarse durante el enfriamiento rápido. Por lo tanto, el control de calidad es obligatorio para las soldaduras láser: preferiblemente con rayos X o ultrasonidos.
Consideraciones relativas a la producción: tiempo de ciclo y rendimiento
El rendimiento de la producción varía considerablemente en función del proceso de unión que se utilice para sellar las placas frías de cobre. Factores como la velocidad de soldadura lineal, el tiempo de procesamiento por lotes y los pasos previos y posteriores al procesamiento tienen un impacto directo en la duración del ciclo y en la eficiencia general de la producción. He aquí un ejemplo de una placa pequeña (50×120 mm) con una tapa de 3 mm de grosor como valor de base.
FSW: Tiempo de ciclo y características del proceso
La soldadura por fricción-agitación (FSW) es un proceso secuencial en el que se suelda un cordón (una pieza) tras otro. La velocidad de soldadura para el cobre oscila entre 100 y 400 mm/min, en función de la profundidad de soldadura. Para tapas de 3 mm de grosor, la velocidad de soldadura es de 300 mm/min, lo que da lugar a un tiempo de ciclo de 1,1 minutos.
Soldadura al vacío: tiempo de ciclo por lotes y rendimiento del horno
La soldadura al vacío es un proceso por lotes con un tiempo de ciclo mucho más largo por lote: bombeo, aumento de la temperatura, mantenimiento a la temperatura de soldadura y enfriamiento. Un ciclo completo puede durar hasta 3 horas en total. La ventaja es que se pueden soldar muchas piezas en un solo lote, docenas si el horno es grande y las piezas están apiladas. Si se sueldan 60 placas frías en un ciclo de 3 horas, eso significa 3 minutos por placa, sin incluir la preparación de la carga. Pero la latencia de principio a fin de un lote es de horas. Si falta una pieza en el último lote, hay que esperar 3 horas para el siguiente.
Soldadura láser: tiempo de ciclo y requisitos de pre y postprocesado
La soldadura láser es un proceso secuencial por máquina (como la FSW). La velocidad de soldadura para el cobre oscila entre 2000 y 5000 mm/min, en función de la profundidad de soldadura. Para una tapa de 3 mm de grosor, la velocidad de soldadura es de 2000 mm/min, lo que se traduce en un tiempo de ciclo de 0,17 minutos. Sin embargo, el tiempo de ciclo puede verse afectado por operaciones adicionales: limpieza química antes de la soldadura y pruebas de control de calidad después de cada soldadura.
Requisitos de postprocesamiento para cada proceso de unión
La FSW suele requerir un postprocesado mínimo (puede realizarse inmediatamente en el mismo CNC). La soldadura al vacío puede requerir una prueba de estanqueidad de las piezas individuales y enderezamiento en caso de distorsión. La soldadura láser puede requerir una inspección visual o quizás una inspección por rayos X.

RECURSO FSW
Descarga las 5 tablas comparativas para tomar la decisión correcta sobre la unión de placas frías de cobre
Este recurso gratuito contiene puntos de referencia para FSW, soldadura fuerte al vacío y soldadura láser para ayudarle a elegir qué proceso utilizar.
Los cinco diagramas sobre placas frías de cobre abarcan métodos de unión, directrices de diseño, rendimiento de sellado, tiempo de ciclo y rendimiento, así como eficiencia económica.
Eficiencia económica de la unión de placas frías de cobre: CAPEX, OPEX, formación e integración de la producción
Los aspectos económicos y las restricciones de aplicación de los distintos procesos de unión -inversión de capital (CAPEX), costes de explotación (OPEX), cualificaciones necesarias e integración en los procesos de producción- difieren considerablemente entre FSW, soldadura fuerte al vacío y soldadura láser.
Análisis de costes de FSW: CAPEX, OPEX, formación e integración
Costes de inversión en FSW (CAPEX) y requisitos de equipamiento
Los costes de inversión para el proceso FSW son moderados (≈ 100.000 $), especialmente si se utiliza un cabezal adaptado en una máquina CNC existente. Los costes de fijación son bajos porque FSW no requiere una sujeción extremadamente precisa.
Costes de explotación (OPEX) y mantenimiento del FSW
El FSW tiene unos costes de funcionamiento bajos.
El proceso no requiere materiales de aportación ni gases de protección y consume tanta energía como el motor del husillo de un CNC. El consumible más importante es la herramienta FSW para soldadura de cobre, que tiene una vida útil de entre 100 y 500 metros de longitud de soldadura en cobre, dependiendo de los parámetros y las aleaciones. El mantenimiento es sencillo: inspección del sistema de control de fuerza, sustitución de las herramientas y mantenimiento de elementos como el contra-yunque o el sistema de refrigeración.
Requisitos de formación y competencias requeridas para FSW
La formación necesaria para el proceso FSW es mínima. Los operarios familiarizados con el mecanizado CNC pueden formarse en dos días para el proceso FSW, que no plantea riesgos de seguridad particulares (sin láser, alta tensión ni llamas).
Integración de la FSW en las instalaciones existentes
La soldadura FSW es muy fácil de integrar en un flujo de trabajo CNC.
Un cabezal FSW encaja en interfaces de husillo estándar (HSK63, BT40, etc.) y apenas requiere espacio adicional, aparte de un pequeño dispositivo de refrigeración (1 × 1 m). No se requieren equipos especiales para vapores, radiación UV ni ruido. La protección contra sobrecargas integrada (“sistema de pistón”) evita daños en el CNC.
Aspectos económicos de la soldadura al vacío: costes del equipo, costes de funcionamiento, capacidades y requisitos de las instalaciones
Costes de inversión en soldadura al vacío (CAPEX) y equipamiento de hornos
La soldadura al vacío requiere un horno de alto vacío, una inversión importante que cuesta entre 500.000 y más de un millón de dólares, dependiendo del tamaño y la capacidad. La instalación requiere una amplia infraestructura: suministro eléctrico de alto rendimiento, agua de refrigeración, tuberías de gas y mucho espacio.
Costes de explotación (OPEX) y requisitos de mantenimiento de la soldadura al vacío
Los costes de funcionamiento son elevados debido al alto consumo de energía (calentamiento de la masa del horno a 750-800 °C), al funcionamiento de la bomba de vacío y a las costosas aleaciones de soldadura (las aleaciones de soldadura a base de plata pueden costar varios dólares por pieza).
El mantenimiento incluye la revisión de la bomba de vacío, la limpieza de la cámara (condensación de vapores de soldadura), el calibrado y la sustitución periódica del calentador. Si se utiliza fundente (fuera del vacío), su limpieza es especialmente complicada. La pérdida de rendimiento también puede ser importante: las fugas o las placas defectuosas pueden suponer entre un 5 y un 30% de desechos.
Requisitos de formación y conocimientos del proceso de soldadura fuerte en vacío
La soldadura fuerte en vacío es un proceso metalúrgico que requiere experiencia en la selección de aleaciones, el diseño de fijaciones y la definición del ciclo del horno. Por lo general, se necesita un metalúrgico o un ingeniero de soldadura para desarrollar una receta fiable.
Integración de la soldadura al vacío en los sistemas de producción
Un horno es un sistema independiente y separado de los procesos de mecanizado.
El proceso de trabajo está segmentado: Las piezas deben limpiarse (limpieza por ultrasonidos), sujetarse, cargarse en el horno y posteriormente inspeccionarse. La zona del horno suele necesitar un suministro de agua de refrigeración, tuberías de gas, medidas de seguridad para las superficies calientes y su propio espacio en el suelo.
Eficiencia económica de la soldadura láser: costes de inversión, costes de funcionamiento, requisitos de formación e integración de la producción.
Costes de inversión en soldadura láser (CAPEX) y equipos láser
Un sistema láser industrial apto para cobre (láser de fibra de 4-6 kW) con automatización cuesta entre 250.000 y 500.000 dólares. La instalación requiere una fuente de alimentación adecuada, sistemas de refrigeración por agua y gas de protección, y un recinto seguro para el láser.
Costes de explotación (OPEX) y mantenimiento de la soldadura láser
Los costes de funcionamiento de la soldadura láser incluyen la electricidad para la fuente láser y el refrigerador, el consumo de gas de protección y los trabajos de mantenimiento periódicos, como la sustitución de las ópticas. Los sistemas de seguridad (enclavamientos, cerramientos, certificación) también aumentan los costes de explotación.
Requisitos de formación en soldadura láser y conocimiento del proceso
La soldadura láser requiere técnicos o ingenieros formados, sobre todo por la seguridad del láser (clase 4) y la precisión necesaria al ajustar los parámetros de soldadura (potencia, enfoque, velocidad, pulso).
La reflectividad del cobre y la sensibilidad del proceso suelen requerir un técnico de soldadura experimentado para ajustar parámetros estables.
Integración de la soldadura láser en los sistemas de producción
La soldadura láser se integra en el flujo de producción como una estación independiente.
Tras el procesamiento y la limpieza, las piezas se transfieren a la célula láser. El requisito más importante para el sistema es un recinto seguro para láser de clase 4 y, en función de la normativa local, puede ser necesaria la ventilación para vapores metálicos.
Síntesis de la guía comparativa para la unión de placas frías de cobre
El proceso de unión óptimo para las placas frías de cobre depende de un equilibrio entre los requisitos técnicos (rendimiento térmico, sellado a presión, geometría) y las consideraciones prácticas (equipos disponibles, volumen, presupuesto).
¿Está trabajando en un proyecto con placas frías de cobre?
Nuestros expertos le acompañan desde la fase de pruebas y validación hasta la implantación industrial completa.