
Plaques froides en cuivre : quel procédé d’assemblage privilégier parmi le FSW, le brasage sous vide et le laser ?
Les plaques froides liquides (LCP) sont essentielles pour la gestion thermique dans l’électronique de haute puissance (centres de données, équipements de télécommunications, GPU HPC, etc.) Le choix du processus d’assemblage optimal pour les plaques froides en cuivre peut avoir un impact sur les performances thermiques, la fiabilité mécanique (étanchéité), la vitesse de production et le coût.
Cet article compare le soudage par friction-malaxage (FSW), le brasage sous vide et le soudage au laser pour l’assemblage de tôles froides en cuivre, et fournit des directives de conception pour la fabrication (DFM) pour chacun de ces procédés.
Principales différences entre le FSW, le brasage et le soudage au laser pour l’assemblage de plaques de cuivre à froid
L’assemblage des plaques froides en cuivre peut être réalisé à l’aide de trois procédés principaux : Le soudage par friction-malaxage (FSW), le brasage sous vide et le soudage au laser. Chaque méthode a des effets distincts sur la conductivité thermique, l’étanchéité, la résistance mécanique et la flexibilité de la conception. Les sections suivantes présentent leurs principales différences.
Soudage par friction-malaxage : un procédé à l’état solide pour des joints en cuivre ultra-fiables
Le soudage par friction-malaxage (FSW) est un procédé à l’état solide : un outil rotatif plonge dans le joint entre les plaques, plastifiant mais ne faisant pas fondre le cuivre, et “remue” l’interface pour former une soudure homogène forgée. Le FSW a été rapidement adopté pour les plaques froides en aluminium sur les marchés des EV et des centres de données en raison de sa fiabilité, et il est maintenant appliqué aux plaques froides en cuivre.
Le procédé FSW à l’état solide permet d’obtenir un joint sans métal d’apport et avec un minimum de défauts : la résistance à la traction est souvent proche du métal de base et il n’y a pratiquement pas de vides internes. Par conséquent, le joint présente une excellente conductivité thermique (puisqu’il s’agit d’une continuité de cuivre massif) et une étanchéité parfaite. Le FSW permet d’obtenir une rigidité supérieure d’environ 50 % à celle d’une plaque froide brasée, ce qui réduit les déformations dues à la pression et les contraintes exercées sur les composants électroniques. En contrepartie, le FSW est principalement adapté à des géométries de joints relativement simples et nécessite une fixation rigide et un accès à l’outil tout au long du parcours de la soudure. Le FSW est un procédé mature pour l’aluminium et le cuivre.
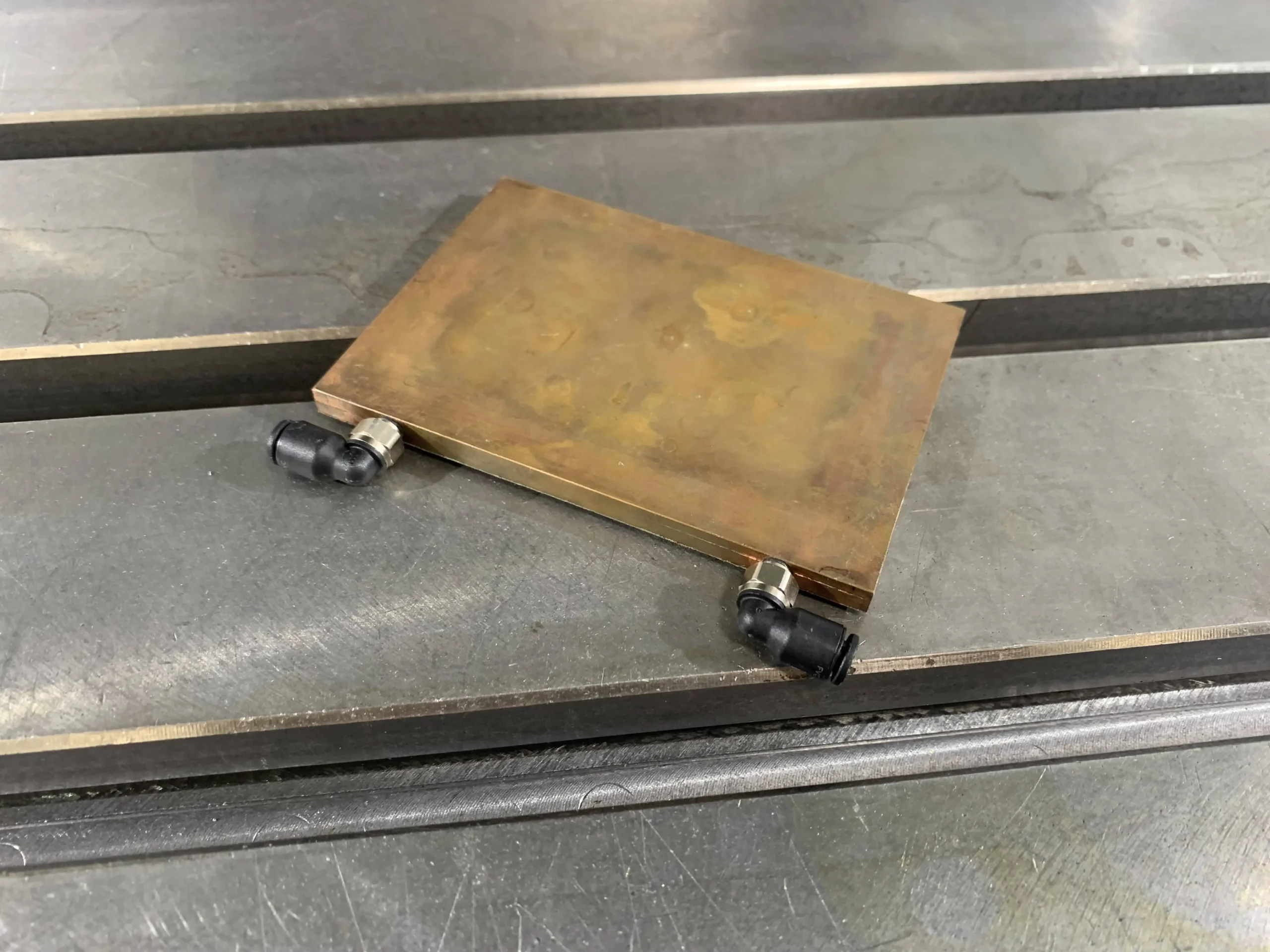
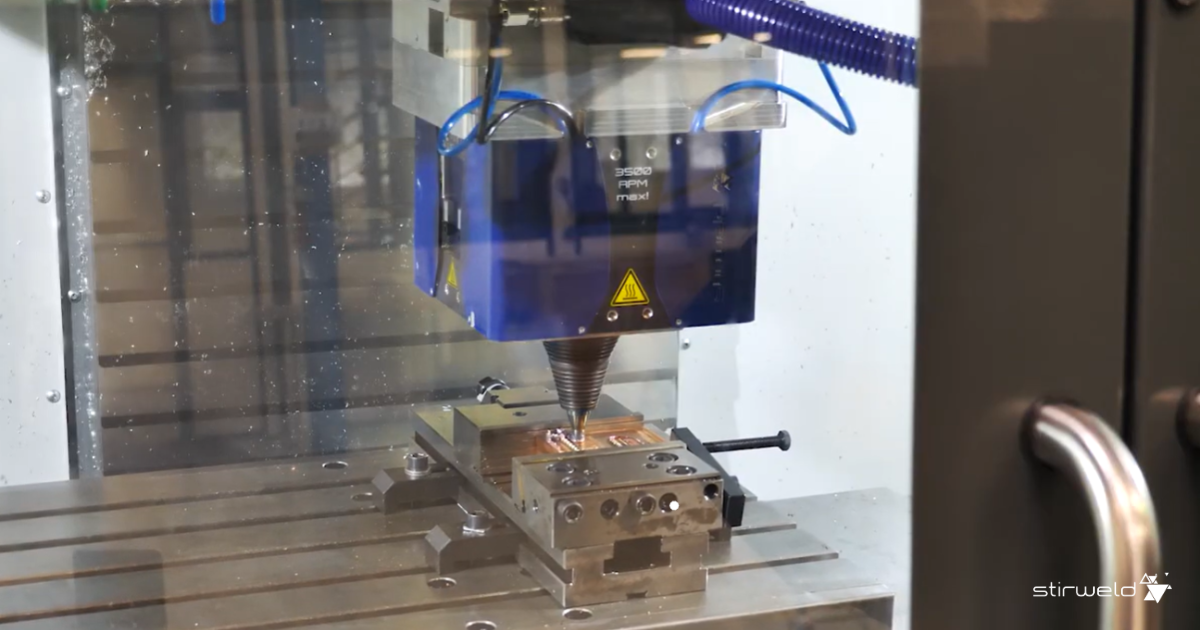
La vidéo suivante présente une démonstration pratique du soudage par friction-malaxage appliqué à une plaque froide en cuivre. Cet exemple permet de visualiser le fonctionnement du procédé à l’état solide dans des conditions réelles et de comprendre pourquoi le soudage par friction-malaxage permet d’obtenir des joints étanches de haute qualité sur le cuivre.
Le brasage sous vide : un procédé mature pour les assemblages complexes de cuivre
Le brasage sous vide est une méthode traditionnelle largement utilisée pour l’assemblage de plaques à froid. Les pièces en cuivre (ou en cuivre plaqué) sont assemblées en les chauffant dans un four sous vide avec un alliage d’apport (souvent un alliage de cuivre-argent ou de bronze phosphoreux pour les pièces en cuivre) qui fond et s’écoule par capillarité pour lier les pièces.
Le brasage sous vide permet d’assembler des assemblages très complexes en une seule opération : par exemple, une plaque de base avec des ailettes internes denses ou des composants multiples, ce qui n’est pas possible avec une soudure FSW ou au laser. Les joints brasés sous vide offrent généralement une bonne résistance et un bon contact thermique, mais en raison de l’utilisation d’un métal d’apport plus mou, la résistance à la fatigue peut être légèrement inférieure à celle d’une soudure par corroyage, et la conductivité thermique au niveau du joint est quelque peu réduite par rapport à celle du cuivre pur.

La fiabilité est un élément clé : le brasage sous vide comporte intrinsèquement un risque de micro-vides ou de couverture incomplète du matériau d’apport, qui peuvent créer des voies de fuite ou réduire la capacité de pression. Au fil du temps et des cycles thermiques, ces microdéfauts peuvent se propager ; ainsi, bien que le brasage sous vide produise des joints solides, il présente un taux d’échec de fuite non nul sur le terrain (par exemple, des défauts de brasage microscopiques provoquant des fuites après de nombreux cycles).
Néanmoins, le brasage sous vide est un processus très mature, utilisé depuis des décennies dans l’aérospatiale et le refroidissement électronique ; il existe de nombreuses normes de conception et des fournisseurs expérimentés. Enfin, les températures élevées de brasage sous vide peuvent induire une réduction de la limite d’élasticité et de la déformation du cuivre, ce qui dégrade la rigidité des plaques et augmente la déformation due à la pression, ce qui se traduit par une augmentation des contraintes sur les composants électroniques.
Soudage laser : un procédé de fusion précis pour les tôles froides en cuivre
Le soudage au laser utilise un faisceau laser concentré (lasers à fibre pour le soudage industriel) pour fusionner les plaques de cuivre le long d’un joint. Il s’agit d’un procédé de soudage par fusion: le cuivre au niveau du joint est fondu et se resolidifie, formant une liaison métallurgique. Le soudage au laser est précis et rapide ; un laser focalisé peut balayer un joint à une vitesse de 1 m/min, créant une soudure étroite avec un apport de chaleur global minimal.
Dans le cas des plaques froides en cuivre, le soudage au laser est de plus en plus utilisé pour sceller les joints simples entre le couvercle et la base, en particulier pour les plaques de petite taille (50×50×3 mm). Les lasers modernes à haute puissance (en particulier dans la longueur d’onde verte) peuvent souder le cuivre malgré sa forte réflectivité. Comme le FSW, les soudures au laser n’utilisent pas de métal d’apport, de sorte que l’interface est en cuivre pur, ce qui offre d’excellentes performances thermiques si la soudure est exempte de défauts. Seul un joint étroit est chauffé et refroidi rapidement, ce qui produit une petite zone affectée thermiquement (HAZ) sans recuire la pièce entière.
Toutefois, le soudage au laser du cuivre présente des difficultés : le cuivre réfléchit une grande partie de l’énergie laser infrarouge et conduit rapidement la chaleur, ce qui rend difficile une pénétration complète sans défauts. Des pores ou de minuscules fissures peuvent se former si les paramètres ne sont pas parfaitement contrôlés, ce qui compromet la résistance et l’étanchéité. En outre, le soudage au laser est principalement limité aux joints périmétriques continus ou aux pièces jointes simples et ne peut pas relier des caractéristiques internes complexes, contrairement au brasage qui peut relier plusieurs interfaces à la fois.
En résumé, le soudage au laser est apprécié pour sa rapidité et sa précision, et les progrès (tels que les lasers à fibre, l’amélioration de la qualité du faisceau et un meilleur contrôle du processus) ont rendu possible le soudage du cuivre. Mais il faut un contrôle minutieux pour obtenir une qualité de soudure comparable à celle du FSW ; sinon, des défauts tels que la porosité peuvent réduire la fiabilité sous pression. La technologie est parvenue à maturité dans l’industrie en général, mais pour les plaques de cuivre épaisses et froides, elle reste quelque peu spécialisée en raison des défis posés par le cuivre.

FSW RESSOURCE
Télécharger les 5 tableaux de comparaison pour les décisions d’assemblage des plaques froides en cuivre.
Cette ressource gratuite établit des comparaisons entre le FSW, le brasage sous vide et le soudage au laser pour vous aider à choisir votre procédé.
Les cinq tableaux sur les plaques froides en cuivre couvrent les processus d’assemblage, les directives de conception, les performances d’étanchéité, les temps de cycle et les débits, ainsi que les aspects économiques.
Comment concevoir des plaques froides en cuivre en fonction du processus d’assemblage ?
Les règles DFM (Design for Manufacturing) spécifiques au FSW, au brasage sous vide et au soudage laser sont présentées ci-dessous. Les lignes directrices couvrent les contraintes géométriques des joints, l’espacement, l’accès à l’outillage et les étapes de préparation, avec des exemples tirés d’applications réelles.
Lignes directrices pour la conception du FSW
Préparation du matériel
Bien que le FSW tolère mieux les oxydes que le soudage au laser, grâce à la rupture mécanique des couches superficielles, les surfaces des joints doivent toujours être exemptes d’oxydes lourds ou de contamination afin de garantir une qualité de soudage constante.
Géométrie du joint et jeu de l’outil
Le FSW exige une attention particulière à la géométrie des joints. L’épaulement de l ‘outil FSW, qui a un rayon minimum d’environ 4 mm, ne peut pas s’approcher trop près des arêtes ou des caractéristiques verticales. Un espacement de 5 mm entre la ligne de soudure et toute géométrie surélevée garantit que l’outil peut fonctionner sans collision. L’ajustement est tout aussi important : les écarts d’interface doivent rester inférieurs à 10 % de la pénétration de la soudure, ce qui signifie que pour une plaque de 3 mm, l’écart doit rester inférieur à 0,3 mm.
Gestion des trous de sortie
Comme le FSW laisse un trou de serrure à l’endroit où l’outil se rétracte, la conception doit intégrer une stratégie pour gérer cette caractéristique. Le point de sortie peut être placé dans une zone non critique, positionné sur une languette de sortie qui sera ultérieurement usinée, ou éliminé à l’aide d’une tête FSW à pion rétractable.
Exigences en matière de fixation et de support
Un support rigide sous la trajectoire de la soudure est essentiel. La pièce doit présenter une surface inférieure continue dont la largeur correspond au diamètre de l’outil. Pour les longues soudures ou les géométries complexes, des points d’accrochage temporaires pour le FSW ou un outillage automatisé peuvent être utilisés pour stabiliser l’assemblage avant la passe de soudage principale.
Usinage après soudage
Le FSW peut produire de légères bavures autour de la soudure. La conception doit donc prévoir une marge d’usinage d’environ 0,5 mm afin que ces imperfections mineures puissent être éliminées, généralement avec la même machine CNC utilisant un changement d’outil automatique.
Directives de conception pour le brasage sous vide
Dégagement des articulations et flux capillaire
Le brasage sous vide s’appuie sur une action capillaire à 600-800 °C pour aspirer la matière d’apport fondue (généralement un alliage de cuivre-argent ou de phosphore) dans le joint. Pour permettre un écoulement fiable, l’espace entre les joints doit généralement être maintenu autour de 0,025-0,1 mm, en fonction de l’alliage. Si le jeu est trop important, l’alliage d’apport n’aura pas de pontage cohérent ; s’il est trop serré (proche de zéro), l’alliage ne peut pas s’écouler. Les surfaces présentant de grandes surfaces doivent donc être spécifiées avec une planéité et une tolérance globale étroites afin de maintenir l’espace prévu.
Matériau d’obturation et emplacement
Pour les plaques froides en cuivre, le matériau d’apport est généralement fourni sous forme de feuilles de brasage en argent ou de préformes placées sur le pourtour. La conception peut intégrer de petites rainures ou poches pour positionner l’alliage, ou établir une zone de recouvrement qui prend en sandwich une feuille d’apport à l’interface. Cela permet de s’assurer que l’alliage d’apport est présent là où il est nécessaire et qu’il est supporté pendant le cycle du four.
Prévenir le piégeage du produit de remplissage et l’obstruction des canaux
Étant donné que l’apport en fusion peut s’écouler dans les canaux de fluides, les concepteurs doivent anticiper les risques de sortie de brasure. Une contre-mesure pratique consiste à ajouter des dispositifs d’arrêt de la brasure, tels qu’une petite marche de 0,05 mm le long de la périphérie. En présence d’ailettes internes ou d’autres caractéristiques, il est également important de prévoir des trous ou des voies d’évacuation afin que l’atmosphère et les gaz piégés puissent s’échapper plutôt que de rediriger l’alliage en fusion vers des zones non souhaitées.
Symétrie thermique et contrôle de la distorsion
L’ensemble de l’assemblage est chauffé et refroidi dans le four, de sorte que les différences d’épaisseur de la section près du joint peuvent entraîner des dilatations différentielles, des écarts ou des déformations. Une conception qui maintient une épaisseur de section uniforme autour de la zone de joint permet de contrôler ces effets et d’assurer une distribution cohérente du mastic.
Exigences en matière de propreté
Les surfaces des joints doivent être exemptes d’huiles et d’oxydes, et tout placage ou revêtement non compatible doit être évité à l’interface. Lorsque le flux est utilisé dans des contextes de brasage non sous vide, le joint doit être conçu de manière à permettre l’élimination complète des résidus de flux, en évitant les angles morts où les résidus pourraient être piégés. Dans tous les cas, l’accessibilité pour le nettoyage est une considération essentielle au stade de la conception.
Adaptation aux propriétés des alliages de brasure
Les plaques froides en cuivre utilisent généralement des charges BCuP (cuivre-phosphore) ou BAg (à base d’argent), dont la résistance est inférieure à celle du cuivre. Pour obtenir les performances requises, la conception doit prévoir une surface de brasage suffisante, en tirant parti de la géométrie plutôt qu’en s’appuyant uniquement sur la résistance des charges.
Assemblage de métaux dissemblables
Lorsque des matériaux dissemblables sont utilisés, des coefficients de dilatation thermique différents peuvent entraîner le glissement des pièces ou la création d’espaces au cours du cycle thermique. La conception doit donc tenir compte des mouvements relatifs afin que les joints restent alignés et que le contrôle des écarts soit préservé pendant le chauffage et le refroidissement.
Allocation d’usinage
Le brasage pouvant entraîner une déformation de la pièce, la conception doit prévoir un usinage après brasage pour rétablir les dimensions critiques et garantir l’ajustement final et l’intégrité du joint.
Directives de conception pour le soudage au laser
Type de joint et exigences d’ajustement
Le soudage au laser des tôles froides en cuivre utilise généralement des joints en bout à bout ou par transparence. Un joint bout à bout nécessite un ajustement extrêmement serré, avec un espace inférieur à 0,1 mm, pour garantir une bonne pénétration et une bonne qualité de soudure. Les joints par transparence sont plus courants, mais ils nécessitent également un espace inférieur à 0,1 mm pour éviter la porosité. Étant donné que l’échauffement pendant le soudage peut déformer le couvercle et ouvrir le joint, la conception doit prévoir un serrage approprié pour maintenir le couvercle fermement appuyé sur le boîtier de la plaque froide pendant toute la durée de la soudure.
Tolérance d’écart
Pour éviter la porosité et assurer une pénétration totale, l’écart maximal autorisé est de 0,1 mm. Il est essentiel de maintenir cette tolérance, car la formation de défauts augmente fortement dès que l’écart dépasse cette limite.
Accessibilité commune
Le faisceau laser doit avoir un accès visuel direct à l’ensemble du cordon de soudure. Cette exigence de visibilité directe est une contrainte fondamentale lors de la mise en forme de l’interface du joint et des caractéristiques environnantes.
Considérations relatives à l’épaisseur et à la pénétration
Le soudage au laser permet d’obtenir une pénétration totale à travers un couvercle d’une épaisseur maximale de 3 mm. Pour les composants plus épais, l’interface doit comporter un joint en écharpe ou une section transversale réduite afin de maintenir la pénétration possible. Le maintien d’une épaisseur uniforme le long de la ligne de soudure permet également de garantir des paramètres laser cohérents et une qualité de soudure stable.
Préparation des matériaux et des surfaces
Les surfaces de cuivre doivent être extrêmement propres et exemptes d’oxyde; un nettoyage au solvant est recommandé. Toute contamination peut entraîner une porosité pendant la phase de fusion. Les revêtements et les traitements abrasifs qui incrustent des particules, comme le papier de verre, doivent être évités. Pour de meilleurs résultats, il est préférable d’utiliser des alliages de qualité soudure tels que le C101/C102 (cuivre sans oxygène) plutôt que le C110.
Fixation et alignement
Un dispositif de fixation ou un système de serrage bien ajusté doit maintenir un espace nul entre le couvercle et le boîtier pendant toute la durée du soudage. Le spot laser étant petit (environ 1 mm), le dispositif de fixation doit garantir une précision de positionnement supérieure à 0,2 mm pour que le faisceau soit aligné avec précision sur le joint.
Performances d’étanchéité sous pression : quel procédé d’assemblage ne permet pas d’obtenir des plaques froides étanches ?
L’étanchéité est un aspect critique de la fiabilité des plaques froides en cuivre, en particulier lorsque les assemblages sont soumis à une pression interne élevée ou à des cycles thermiques et mécaniques répétés. La méthode d’assemblage influence directement l’étanchéité, la susceptibilité aux défauts et la durabilité à long terme. Les sections ci-dessous comparent les performances du FSW, du brasage sous vide et du soudage au laser en termes de résistance à la pression et d’étanchéité.
FSW : performance de scellement et étanchéité
Les joints de cuivre soudés par friction-malaxage sont essentiellement des métaux forgés et les soudures FSW ont résisté à des pressions très élevées (200 bars, 2900 psi). De plus, grâce au processus à l’état solide, aucune porosité ou fuite n’est observée (si la soudure est effectuée correctement) lors des tests d’étanchéité à l’hélium. En outre, les joints FSW présentent une excellente résistance à la fatigue (aucune fissure sous l’effet des cycles de pression ou des vibrations). C’est pourquoi le FSW est préféré dans les environnements extrêmes tels que l’aérospatiale.
Brasage sous vide : risques de fuites et exigences en matière d’inspection
Les joints brasés sous vide présentent des risques inhérents de défauts mineurs : de petits vides, des congés incomplets ou le piégeage de flux (si du flux a été utilisé) peuvent créer des voies de fuite. La fiabilité d’un joint brasé dépend du contrôle du processus : dégagements appropriés, flux d’alliage et inspection. L’apparition de microfuites dans les plaques froides brasées n’est pas nulle. Avec le temps, la dilatation différentielle ou la corrosion peuvent aggraver un joint brasé incomplet et provoquer une fuite en service. Un joint brasé correctement rempli présente souvent un congé qui peut être inspecté visuellement, mais les sections internes ne peuvent pas être facilement contrôlées et nécessitent un contrôle de qualité par rayons X.
Soudage au laser : potentiel d’étanchéité et sensibilité aux défauts
Les joints soudés au laser, s’ils sont correctement exécutés, peuvent être étanches. Cependant, une soudure au laser peut souffrir de porosité (poches de gaz dans le métal soudé) en raison de la faible viscosité du cuivre à haute température et de l’instabilité du trou de serrure du laser. Ces pores, s’ils sont interconnectés ou s’ils se trouvent en surface, peuvent provoquer une fuite. De même, si le laser n’a pas pénétré partout dans l’épaisseur totale (peut-être en raison d’une variation de l’ajustement), il peut y avoir une ligne non fondue à la racine du joint. Un autre facteur est la sensibilité du cuivre à la fissuration en cas de refroidissement rapide. Le contrôle de la qualité des soudures au laser est donc obligatoire : l’idéal est d’utiliser les rayons X ou les ultrasons.
Considérations relatives à la production : temps de cycle et débit
Le rendement de la production varie considérablement en fonction de la méthode d’assemblage utilisée pour sceller les plaques de cuivre à froid. Des facteurs tels que la vitesse de soudage linéaire, le temps de traitement des lots et les étapes de pré/post-traitement influencent directement le temps de cycle et l’efficacité globale de la fabrication. Voici un exemple d’une petite plaque (50×120 mm) avec un couvercle de 3 mm d’épaisseur comme référence.
FSW : temps de cycle et caractéristiques du processus
Le soudage par friction-malaxage (FSW) est un processus séquentiel, une soudure (une pièce) à la fois. La vitesse de soudage pour le cuivre est comprise entre 100 et 400 mm/min, en fonction de la pénétration de la soudure. Pour un couvercle de 3 mm d’épaisseur, la vitesse de soudage est de 300 mm/min, ce qui donne un temps de cycle de 1,1 minute.
Brasage sous vide : temps de cycle des lots et débit du four
Le brasage sous vide est un procédé discontinu dont le cycle est beaucoup plus long : pompage, augmentation de la température, maintien à la température de brasage, puis refroidissement. Un cycle complet peut durer environ 3 heures. L’avantage est que de nombreuses pièces peuvent être brasées en un seul lot – des dizaines si le four est grand et que les dispositifs sont empilés. En brasant 60 plaques froides au cours d’un cycle de 3 heures, on obtient 3 minutes par plaque, sans compter la préparation du chargement. Mais le temps de latence entre le début et la fin d’un lot est de plusieurs heures. Si une pièce est manquée dans le dernier lot, il faut attendre 3 heures pour le suivant.
Soudage au laser : durée du cycle et exigences en matière de pré/post-traitement
Le soudage au laser est un processus séquentiel par machine (comme le FSW). La vitesse de soudage pour le cuivre est de 2000 à 5000 mm/min en fonction de la pénétration de la soudure. Pour un couvercle de 3 mm d’épaisseur, la vitesse de soudage est de 2000 mm/min, ce qui donne un temps de cycle de 0,17 minute. Toutefois, le temps de cycle peut être affecté par des opérations supplémentaires : nettoyage chimique avant le soudage et contrôle qualité après chaque soudure.
Exigences de post-traitement pour chaque méthode d’assemblage
Le FSW nécessite généralement une finition minimale (qui peut être effectuée immédiatement dans la même CNC). Le brasage peut nécessiter un test d’étanchéité de chaque pièce et éventuellement un redressement en cas de déformation. Le laser peut nécessiter une inspection visuelle, voire une inspection par rayons X d’un échantillon.

FSW RESSOURCE
Télécharger les 5 tableaux de comparaison pour les décisions d’assemblage des plaques froides en cuivre.
Cette ressource gratuite établit des comparaisons entre le FSW, le brasage sous vide et le soudage au laser pour vous aider à choisir votre procédé.
Les cinq tableaux sur les plaques froides en cuivre couvrent les processus d’assemblage, les directives de conception, les performances d’étanchéité, les temps de cycle et les débits, ainsi que les aspects économiques.
Économie de l’assemblage des plaques de cuivre à froid : CAPEX, OPEX, formation et intégration de la production
Les aspects économiques et les contraintes de déploiement de chaque procédé d’assemblage : investissement en capital (CAPEX), coûts d’exploitation (OPEX), compétences requises et intégration dans les flux de production – varient considérablement entre le soudage par étincelage, le brasage sous vide et le soudage au laser.
Analyse des coûts FSW : CAPEX, OPEX, formation et intégration
Coût d’investissement (CAPEX) et exigences en matière d’équipement pour le traitement des eaux usées (FSW)
Le coût d’investissement du FSW est modéré (≈ 100 000 $), surtout si l’on utilise une tête de rétrofit sur une machine CNC existante. Les coûts de fixation sont faibles, car le FSW ne nécessite pas un serrage extrêmement précis.
Coûts d’exploitation (OPEX) et de maintenance du FSW
Les coûts d’exploitation du FSW sont faibles.
Le procédé n’utilise ni métaux d’apport, ni gaz de protection, et consomme une énergie équivalente à celle du moteur de la broche d’une CNC. Le principal consommable est l’outil FSW pour le soudage du cuivre, dont la durée de vie varie de 100 à 500 m de longueur de soudure dans le cuivre, en fonction des paramètres et des alliages. La maintenance est simple : inspection du système de contrôle de la force, remplacement des outils et entretien d’éléments tels que l’enclume d’appui ou le système de refroidissement.
Exigences en matière de formation et de compétences des TQF
La formation requise pour le FSW est minime. Les opérateurs familiarisés avec l’usinage CNC peuvent être formés au FSW en deux jours, sans risques particuliers pour la sécurité (pas de lasers, de haute tension ou de flammes).
Intégration des TPE dans les installations existantes
Le FSW s’intègre très facilement dans un flux de travail CNC.
Une tête FSW s’adapte aux interfaces de broche standard (HSK63, BT40, etc.) et n’ajoute pratiquement pas d’encombrement supplémentaire, à l’exception d’un petit refroidisseur (1 × 1 m). Les fumées, les UV et le bruit ne nécessitent pas d’installations spéciales. La protection intégrée contre les surcharges (“système à piston”) évite d’endommager la CNC.
Économie du brasage sous vide : coût de l’équipement, coût d’exploitation, compétences et installations requises
Coûts d’investissement du brasage sous vide (CAPEX) et équipement du four
Le brasage sous vide nécessite un four à vide poussé, un investissement majeur allant de 500 000 dollars à plus d’un million de dollars, en fonction de la taille et de la capacité de l’installation. L’installation nécessite une infrastructure importante : alimentation électrique à haute puissance, eau de refroidissement, conduites de gaz, et un espace au sol considérable.
Coûts d’exploitation du brasage sous vide (OPEX) et besoins de maintenance
Les coûts d’exploitation sont élevés, en raison de la forte consommation d’énergie (chauffage de la masse du four à 750-800 °C), du fonctionnement de la pompe à vide et des alliages d’apport coûteux (les alliages de brasure à base d’argent peuvent coûter plusieurs dollars par pièce).
La maintenance comprend l’entretien de la pompe à vide, le nettoyage de la chambre (vapeurs de brasure condensées), l’étalonnage et le remplacement périodique de l’élément chauffant. Si un flux est utilisé (en dehors du brasage sous vide), le nettoyage du flux ajoute à la complexité. La perte de rendement peut également être importante : des plaques non étanches ou défectueuses peuvent entraîner un taux de rebut de 5 à 30 %.
Formation au brasage sous vide et compétences requises pour le processus
Le brasage sous vide est un processus métallurgique qui nécessite une expertise dans la sélection des alliages, la conception des montages et la définition du cycle du four. L’élaboration d’une recette fiable nécessite généralement l’intervention d’un métallurgiste ou d’un ingénieur en soudage.
Intégration du brasage sous vide dans les installations de production
Un four est un actif autonome, séparé des opérations d’usinage.
Le flux de travail est segmenté : les pièces doivent être nettoyées (nettoyage par ultrasons), fixées, chargées dans le four, puis inspectées. La zone du four nécessite généralement une alimentation en eau de refroidissement, des conduites de gaz, des mesures de sécurité pour les surfaces chaudes et un espace au sol dédié.
Économie du soudage au laser : coût d’investissement, coût d’exploitation, besoins en formation et intégration de la production
Coût d’investissement du soudage laser (CAPEX) et équipement laser
Un système laser industriel compatible avec le cuivre (laser à fibre de 4 à 6 kW) et automatisé coûte entre 250 et 500 000 dollars. L’installation nécessite une alimentation électrique adéquate, de l’eau de refroidissement et des systèmes de gaz de protection, ainsi qu’une enceinte à sécurité laser.
Coûts d’exploitation (OPEX) et de maintenance du soudage laser
L’OPEX du soudage au laser comprend l’électricité pour la source laser et le refroidisseur, la consommation de gaz de protection et l’entretien périodique tel que le remplacement des optiques. Les systèmes de sécurité (verrouillages, enceintes, certification) augmentent également les frais généraux d’exploitation.
Exigences en matière de formation au soudage au laser et de compétences en matière de procédés
Le soudage au laser nécessite des techniciens ou des ingénieurs qualifiés, principalement en raison de la sécurité du laser (classe 4) et de la précision requise pour régler les paramètres de soudage (puissance, focalisation, vitesse, impulsion).
La réflectivité du cuivre et la sensibilité du procédé nécessitent souvent un ingénieur en soudage expérimenté pour établir des paramètres stables.
Intégration du soudage laser dans les installations de production
Le soudage au laser est intégré en tant que poste dédié dans le flux de production.
Après l’usinage et le nettoyage, les pièces sont transférées dans la cellule laser. La principale exigence en matière d’installation est une enceinte laser de classe 4 et, en fonction des réglementations locales, une ventilation pour les vapeurs métalliques peut s’avérer nécessaire.
Synthèse du guide comparatif des méthodes d’assemblage des plaques de cuivre à froid
Le processus d’assemblage optimal pour les plaques froides en cuivre dépend d’un équilibre entre les exigences techniques (performance thermique, étanchéité à la pression, géométrie) et les considérations pratiques (équipement disponible, volume, budget).
Vous travaillez sur un projet de plaque froide en cuivre ?
Nos experts vous accompagnent depuis les essais et la validation jusqu’au déploiement industriel complet.