
Rührreibschweißen: Stumpfstoßschweißen und Überlappschweißen im Vergleich
Das Rührreibschweißen kann auf zwei Arten durchgeführt werden: Stumpf- und Überlappschweißen. In diesem Artikel gehen wir auf die verschiedenen Arten von FSW-Schweißnähten ein und zeigen die Unterschiede zwischen ihnen auf. Vielleicht räumen Sie nach dem Sie den Artikel gelesen haben eventuelle Zweifel aus!

Zuallererst: Wissen Sie, was Stumpf- und Überlappschweißen ist? Wenn nicht, machen Sie sich keine Sorgen und lesen Sie einfach weiter!
Stumpfschweißen
Beim Stumpfschweißen legen wir die zu verschweißenden Teile nebeneinander.
Beim Stumpfschweißen gibt es drei Möglichkeiten, die zu verschweißenden Teile zu positionieren: Stumpfstoß, Eckstoß und T-Stoß.

Stumpfstoß

Eckstoß

T-Stoß
Im folgenden Querschnitt können wir sehen, wie eine Stumpfstoß in einer 2 mm dicken Schweißnaht von innen aussieht:

Querschnitt einer FSW-Stumpfnaht
Das Schweißen von Kühlplatten ist ein gutes Beispiel für eine Stumpfschweißanwendung :


Kühlplatte für E-Mobilität geschweißt durch FSW
Bei dieser Kfz-Kühlplatte wird z. B. ein Deckel auf das Gehäuse gesetzt, in dem das kalte Wasser zirkuliert. Der Deckel ist mit dem Gehäuse durch Stumpfschweißung mittels FSW -Technologie verschweißt.
Ein weiteres Beispiel für Stumpfschweißen: diese beiden Teile, die durch Rheocasting (FSW Schweißen von komplexen Bauteilen, die nicht in einem Stück gegossen werden können) erhalten wurden :
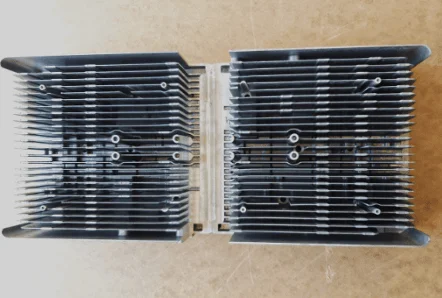

FSW von zwei Teilen, die durch rheocasting hergestellt wurden
Überlappschweißen
Beim Überlappschweißen werden die Teile übereinander gelegt:
Auch hier gibt es drei Möglichkeiten, die zu verschweißenden Teile zu positionieren, um sie durch Überlappsschweißen durch FSW miteinander zu verbinden: Überlappungsstoß, Mehrfachüberlappungsstoß und T Überlappungsstoß.

Überlappungstoß

Mehrfachüberlappungsstoß

T-Überlappungsstoß
Im folgenden Querschnitt können wir sehen, wie eine 5 mm dicke überlappende Schweißnaht von innen aussieht:

Querschnitt einer überlappten FSW-Schweißnaht
Überlappschweißen wird z.B. als Ersatz für das Nieten, zum Schweißen von Kupferteilen eingesetzt und erlaubt Kupfer durch Aluminium zu ersetzen.

Ersatznieten durch FSW Schweißen für die Mischanwendung 2024- T3 und 7075-T6

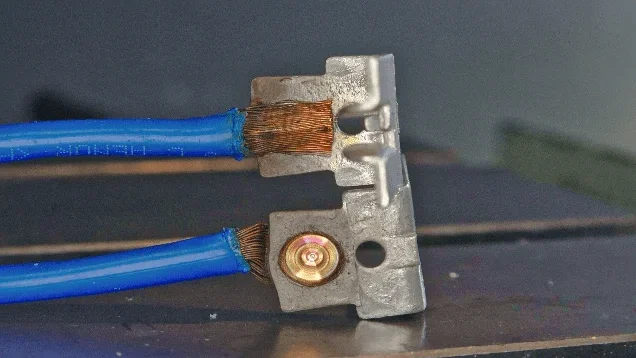
FSW-Punktschweißen eines verzinnten
Kupfersteckers auf ein Kupferkabel
FSW- Schweißen von Kupfer auf Aluminium
Stoß- und Überlappschweißen
Darüber hinaus besteht die Möglichkeit, beide Schweißarten in der gleichen Anwendung zu verwenden, wie es bei der Herstellung von starren Platten der Fall ist.

Die Wahl hängt von der Anwendung ab. Dennoch hat die Wahl der Schweißart einen Einfluss auf 5 Punkte:
Es ist wichtig, sich dieser Unterschiede bewußt zu sein, um die bestmögliche Art der Schweißung auszuwählen. Deshalb erklären wir im Folgenden jede dieser Lösungen Punkt für Punkt.
FSW-Fehler beim stumpf – und überlappschweissen
Beim Prozess des Reibrührschweißens können Defekte audreten. Es muss besonders darauf geachtet werden, diese zu vermeiden, um eine hohe Qualität der Schweißnaht zu erreichen. Defekte können unabhängig von der Positionnierung der Teile beim Schweißen auftreten, d.h. sie können unabhängig davon auftreten, ob es sich um Stumpf- oder Überlappschweißen handelt.
Solche Fehlerarten sind z. B. Abbrand oder Wurmloch (beides mit bloßem Auge zu erkennen):

Abbrand

Wurmloch
Es gibt jedoch auch andere Arten von FSW-Fehlern, die speziell mit dem Stumpf- oder Überlappschweißen verbunden sind.
Häufige FSW-fehler beim stumpfschweissen
Bei Stumpfschweißen müssen wir sehr genau darauf achten, ob das Problem der unzureichenden Durchdringung audritt.
Dieser Fehler tritt auf, wenn das FSW Werkzeug nicht vollständig durch die Werkstücke fährt und einen Teil der Werkstücke ungeschweißt lässt. Die unzureichende Durchdringung ist mit bloßem Auge nicht sichtbar, da es sich um einen internen Schweißfehler handelt.
Wenn wir uns den Defekt von innen ansehen, können wir erkennen, dass die Teile nicht geschweißt, sondern einfach zusammengeklebt wurden. In den folgenden Bildern ist die Linie zu sehen, die beide Teile trennt und zeigt, dass sie nicht verschweißt sind (sie sind nicht zu einem einzigen Stück geschmolzen):

Unzureichende Durchdringung

Wir sollten uns jedoch keine allzu großen Sorgen über diesen Fehler machen, da er leicht vermeidbar ist. Wenn man von Schweißnahlehlern sich anschaut, ist tatsächlich eine Stumpfnaht leichter als eine Überlappungsnaht durchführen.
Häufige FSW-fehler beim überlappschweissen
Wenn wir über die Defekte sprechen, die bei der Ausführung einer Überlappungsschweißung audreten können, müssen wir Hooking und Kissing-Bond berücksichtigen :
Zum einen tritt Kissing Bond auf, wenn die Grenzfläche zwischen den beiden Übergangsmetallen unzureichend erwärmt und gerührt wird, was zur Bildung einer Restoxidschicht führt. An der Schnittstelle kann wenig oder keine Verbindung bestehen, was die lokale Spannung in der Schweißnaht bei mechanischer Belastung erhöht. Beim Überlappschweißen ist die Oxidunterbrechung an der Blechschnittstelle aufgrund der Ausrichtung der Verbindungsschnittstelle in Bezug auf das FSW-Werkzeug schwieriger als beim Stumpfschweißen.
Andererseits bildet sich ein Hooking, wenn die Schnittstelle zwischen den beiden Teilen der Verbindung im oberen Teil gerührt wird, wodurch sich der Querschnitt des oberen Teils verringert. Das Hooking erfolgt in der WEZ der Gleichlaufseite (WEZ = Wärmeeinflusszone). Darüber hinaus können die Form und die vertikale Richtung der Kerbe die mechanischen Eigenschaden reduzieren, indem sie bei Querbelastung als Riss-Initiierungsstelle wirken. Schließlich wird auf beiden Seiten eine Ausdünnung des oberen Teils beobachtet. Diese Ausdünnung ist, wie das Hooking, auf das Einreißen der Trennschicht im oberen Teil zurückzuführen, wodurch sich der Querschnitt verringert.

Hacken
Im folgenden Bild ist zu sehen, wie beide Defekte in der gleichen Überlappungsnaht entstanden sind:

Im Gegensatz zur unzureichenden Durchdringung ist es schwieriger, Hooking und KissingBonding zu vermeiden. Dazu ist es notwendig, sich auf Experten zu verlassen, die geeignete Schweißparameter festlegen und ein geeignetes FSW Werkzeug verwenden. Aber keine Sorge, wir von Stirweld können Ihnen helfen.
Rührreibschweissfestigkeit nach Überlapp-/Stumpfschweissung
Die zuvor genannten Defekte haben einen wichtigen Einfluss auf die mechanische Festigkeit eines rührreibgeschweißten Teils.
Das Hooking erzeugt den Beginn eines Risses und verringert somit die Ermüdungsfestigkeit. Dieser Defekt führt nicht zu einem direkten Bruch des geschweißten Teils, aber es entsteht im Laufe der Zeit. Da die beiden Teile nicht vollständig miteinander verschweißt, sondern nur zusammengeklebt sind, könnten sie schließlich brechen.

Visualisierung des Hocking im Querschnitt

Biegeprobe einer Kupfer-Aluminium-Schweißung, bei der hohe Kräfte auf das obere Blech ausgeübt wurden
Kommen wir nun zum Thema kissing-bond. Da es sich um einen rührfreien Bereich handelt, reduzieren wir den Querschnitt der Schweißnaht. Das heißt, wir reduzieren den mechanischen Widerstand der Schweißnaht, da sie kleiner ist.
Diese Defekte (Hooking und Kissing-Bond) sind diejenigen, die sich direkt auf die Schweißnahlestigkeit auswirken. Beides finden wir bei einer Durchschweißung.
Daher haben Überlappschweißungen im Allgemeinen einen geringeren Widerstand als Stumpfschweißungen.

Schweissgeschwindigkeit FSW
Wie wir bereits erwähnt haben, sind „Hooking“ und „Kissing-Bond“ auf schlechtes Rühren zurückzuführen. Um das Audreten dieser Defekte zu verhindern, müssen wir daher die Wirkung des Rührens erhöhen, in dem wir die FSW Schweißgeschwindigkeit reduzieren.
Beim Vergleich von Stumpf- und Überlappschweißungen muss also berücksichtigt werden, dass die Überlappschweißung (diejenige, bei der die Möglichkeit besteht, dass es zu Hocking und Kissing-Bond kommt) mit einer niedrigeren Geschwindigkeit ausgeführt werden muss. Konkret wird das Überlappschweißen normalerweise mit einer Geschwindigkeit von 2,5 Meter pro Minute ausgeführt, während das Stumpfschweißen mit einer Geschwindigkeit von 3,0 Meter pro Minute durchgeführt wird.
FSW-oberflächenvorbereitung
Beim Rührreibschweißen bringen wir kein Material in die Schweißnaht ein. Das FSW-Schweißen verträgt daher keinen großen Spalt zwischen den beiden zu verschweißenden Bauteilen. Beim Stumpfschweißen beträgt die maximal zulässige Abweichung 10 % der Dicke (bis zu 10 Millimeter). Wenn die Abweichung größer als dieser Prozentsatz ist, erscheint ein „Loch“ in der Schweißnaht. Aus diesem Grund ist es wichtig, vor der Durchführung einer Stumpfschweißung eine genaue Kantenvorbereitung durchzuführen. Dieser Prozess kann auf mehrere Arten durchgeführt werden: Laserschneiden, Wasserschneiden oder maschinelle Bearbeitung. Sie kann jedoch nicht durch Scheren durchgeführt werden.
Beim FSW-Überlappungsschweißen ist keine Kantenvorbereitung notwendig, da die zu verschweißenden Werkstücke aufeinander gelegt werden. Darüber hinaus ist keine weitere Oberflächenvorbereitung erforderlich (kein Enletten, kein Bürsten).

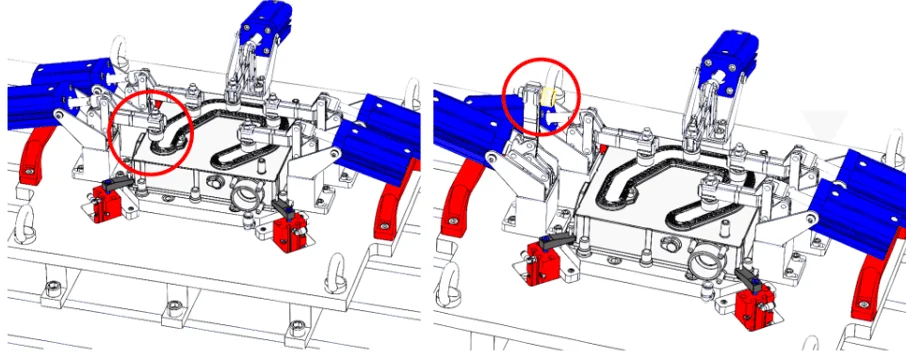
Spannsystem bei rührreibschweissen
Das gleiche Prinzip gilt für das Klemmsystem. Da bei einer Stumpfschweißung eine Abweichung von mehr als 10 % der Dicke der zu verschweißenden Teile nicht möglich ist, ist ein geeignetes Spannsystem von entscheidender Bedeutung. Das Klemmsystem muss ausreichend genau sein, um eine größere Abweichung zu verhindern.
Beim Überlappungsschweißen wird der Prozess vereinfacht. Warum ist das so? Das Werkzeug drückt das Teil auf das andere mit einer Krad, die den Spalt zwischen den Komponenten begrenzt.
Außerdem ist es beim Stumpfschweißen zwingend erforderlich, dass das Werkzeug dem Fugenverlauf folgt. Wenn das FSW-Werkzeug von dieser Linie abweicht, kann es in der Tat zu Schweißfehlern kommen, wie z. B. einem fehlenden Einbrand. Es ist daher wichtig, dass das Spannsystem sicherstellt, dass sich das Werkzeug während des Rührreibschweißens immer in der richtigen Position befindet.
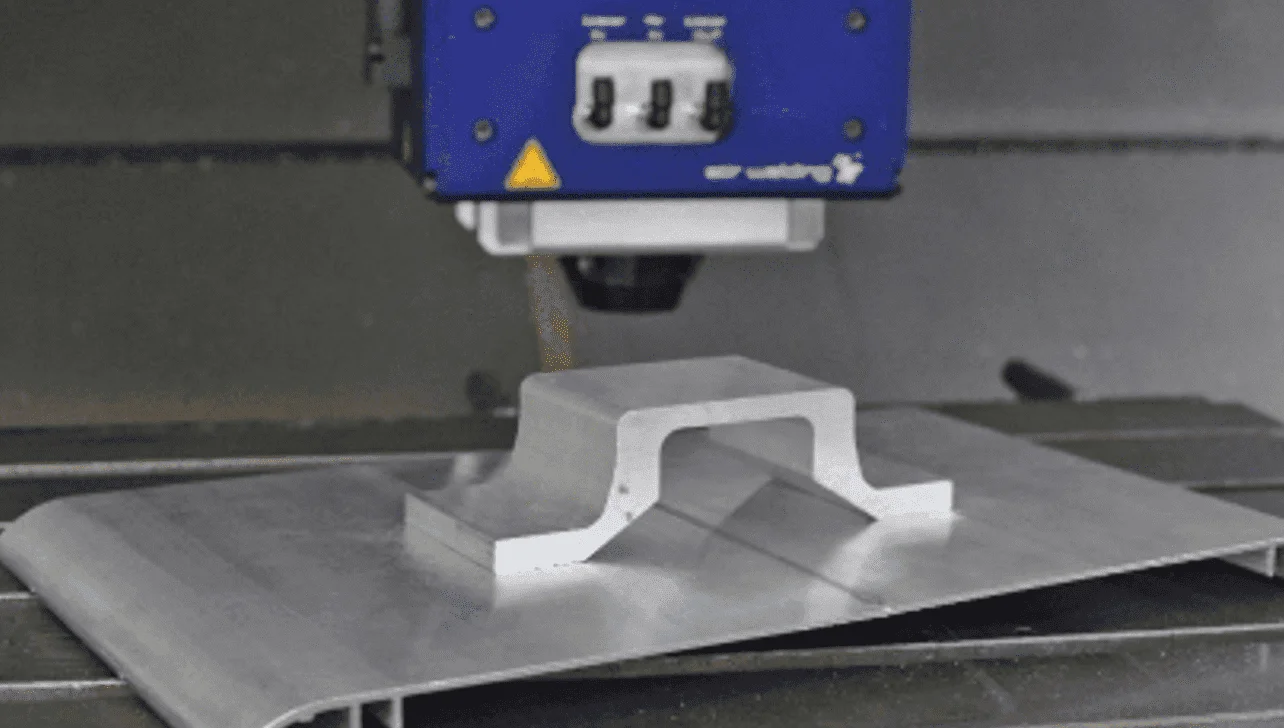
Automatisierte Werkzeuge für das Stumpfschweißen

Dichtigkeitsqualität bei FSW
Abschließend ist anzumerken, dass wir in beiden Fällen (Stumpf- und Überlappschweißen) wasser- und luddichte Schweißnähte erhalten. Es ist also nicht möglich, Unterschiede zwischen den beiden Arten des FSW-Schweißens zu finden, was diese Eigenschad betriw.

In diesem Artikel haben wir uns mit den verschiedenen Arten des FSW-Schweißens befasst: Stumpf- und Überlappschweißen. Unten sehen Sie eine zusammenfassende Grafik, die Ihnen helfen wird, alle Informationen zu verstehen:

Wenn Sie noch Zweifel haben, welche Art des FSW-Schweißens für Ihre Anwendung am besten geeignet ist, keine Sorge: Wir können Ihnen helfen, sie zu lösen! Bei Stirweld können Sie auf ein Team von qualifizierten Fachleuten zählen, die Sie bei Ihren ersten Schritten im Rührreibschweißen begleiten. Unser Konstruktionsbüro steht Ihnen zur Seite.
Zögern Sie nicht, uns unverbindlich zu kontaktieren
Wir sind hier, um Ihnen zu helfen!