
4 wesentliche Elemente für eine hohe Qualität beim FSW-Schweißen
Unlocking the secrets to perfect FSW welds: a guide to key elements and techniques.

Für die korrekte Ausführung Ihres Rührreibschweißvorgangs ist es wichtig, die folgenden 4 Elemente zu berücksichtigen:
Im Laufe dieses Artikels werden wir diese Elemente erklären, damit wir die Feinheiten verstehen, um eine perfekte FSW-Schweißung zu erhalten.

Die Bedeutung von Spannvorrichtungen
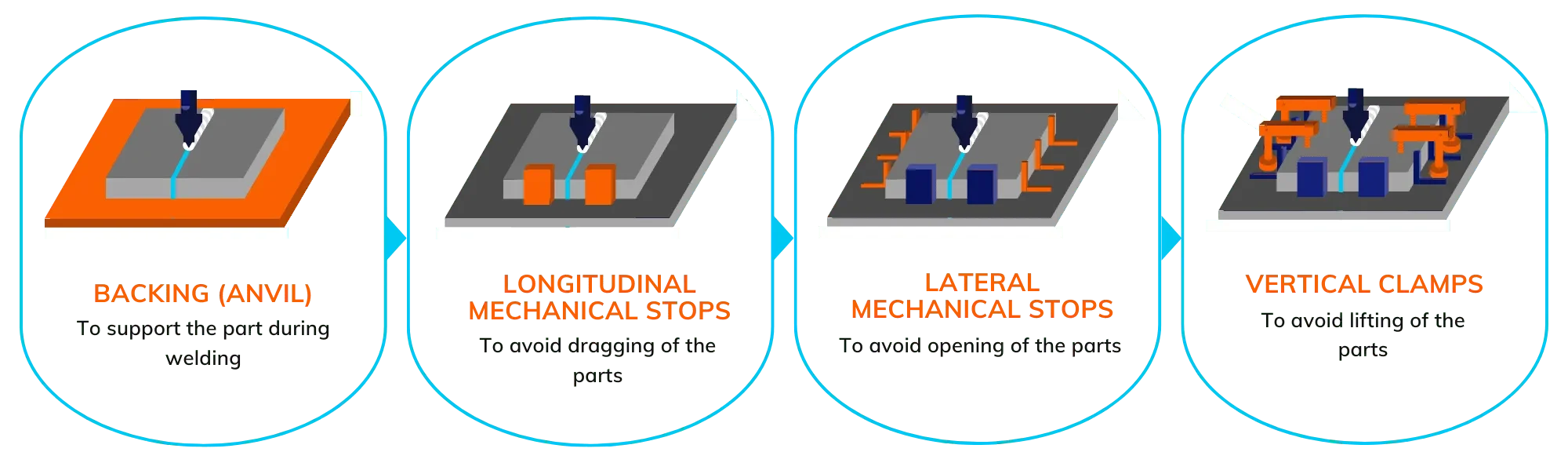
Die Spannvorrichtung erfüllt mehrere Funktionen durch eine Unterlage, eine Z-Klammer und eine XY-Klammer:
Es gibt zwei Arten von Spannvorrichtungen: manuelle und automatische. Die manuelle Spannvorrichtung wird für das Schweißen von kleinen Serien oder Prototypen bevorzugt, da sie kostengünstiger ist. Die automatische Spannvorrichtung sollte für das Schweißen großer Serien verwendet werden, da sie wirtschaftlicher ist als die manuelle Spannvorrichtung. Es gibt zwei Arten von automatischen Spannvorrichtungen: pneumatische, die Druckluft verwenden, und hydraulische, die Drucköl verwenden.
Weitere Informationen über Spannwerkzeuge finden Sie in unserem Artikel „Die Bedeutung von Spannvorrichtung„.
Die Geometrie des Werkzeugs
Das FSW-Werkzeug besteht aus zwei Hauptteilen: der Schulter und dem Stift.
Die Shulter
Sie erwärmt das Material durch Reibung und garantiert dessen gute Durchmischung, um eine fehlerfreie Schweißung zu erhalten. Der Durchmesser der Schulter wird entsprechend der Dicke des zu verschweißenden Teils berechnet.
Die Schulter wird auf der Oberfläche der Teile positioniert und reibt gegen das Material, um die zum Erweichen der Teile notwendige Reibungswärme zu erzeugen (ca. 400°C für Aluminium).
Aufgrund ihrer Form und Größe schränkt die Schulter die zu schweißenden Teile ein und verhindert, dass sie den Schweißbereich verlassen.

Der stift
Der Stift ist mit einem Gewinde versehen, um die Durchmischung des Materials zu erhöhen, während er sich dreht. Aufgrund seiner Form verformt er das Material plastisch, indem er in die zu verschweißenden Teile eindringt: Durch diese Scherwirkung wird dann eine zusätzliche Wärmemenge bereitgestellt. Die Länge des Stifts ist abhängig von der Dicke der zu verschweißenden Teile und der Schweißkonfiguration (Stumpf- oder Überlappschweißung, siehe unseren Artikel „Rührreibschweißen: Vergleich zwischen Stumpf- und Überlappschweißen“).
Wenn die Länge des Stifts nicht ausreicht, besteht die Gefahr eines mangelnden Einbruchs. Ist er hingegen zu lang, besteht die Gefahr, dass die Unterlage beschädigt wird.
Die Wahl des Werkzeugs hängt vom Material der zu schweißenden Teile und den Schweißparametern ab. Zögern Sie nicht, einen unserer Experten zu konsultieren, der Ihnen bei der Auswahl des richtigen Werkzeugs für Ihre spezielle Anwendung helfen wird.
Kraftkontrolle
Die Kraftkontrolle ist ein wesentliches Element, um eine perfekte Schweißung zu erhalten. Man sollte die Kraft, die während des FSW-Schweißvorgangs ausgeübt werden muss, kennen und kontrollieren, um das Werkzeug auf den Teilen zu platzieren und eine gute Kompaktheit zu haben sowie Porosität zu vermeiden.
Mit der Kraftregelung kann die Positionierung des Werkzeugs an die Schwankungen des Oberflächenreliefs der zu schweißenden Teile angepasst werden. Denn um die Qualität der Schweißung zu gewährleisten, muss das Eindringen des Werkzeugs in das Teil konstant sein.
Um eine gute Wiederholbarkeit der Schweißung zu gewährleisten und eine Qualitätskontrolle zu ermöglichen, wird die vertikale Kraft, die während des Schweißvorgangs ausgeübt wird, aufgezeichnet.

Schweißtechnische Parameter
Zu den Schweißparametern gehören die Drehgeschwindigkeit, die Vorschubgeschwindigkeit und die vertikal ausgeübte Kraft während des Schweißvorgangs.

Drehung in RPM

Schweissgeschwindigkeit in mm/min

Z-Kraft in kN
Die ausgeübte Kraft wird in Kilo-Newton – kN gemessen und wird als Z-Kraft bezeichnet. Wenn diese Kraft zu niedrig ist, besteht die Gefahr eines mangelnden Eindringens des Werkzeugs und damit die Gefahr von Mängeln in der Kompaktheit der Schweißnaht. Ist sie hingegen zu stark, wird das Werkzeug zu weit in das Material hineingedrückt und der geschweißte Bereich wird verkleinert.
Die Drehgeschwindigkeit wird in Umdrehungen pro Minute – RPM – gemessen. Je schneller sich das Werkzeug dreht, desto heißer wird das Material. Daher ist es wichtig, diese Geschwindigkeit zu überwachen und zu steuern, um eine perfekte FSW-Schweißung zu erzielen.
Die Schweißgeschwindigkeit wird in mm/min gemessen. Je schneller das Werkzeug vorschiebt, desto kälter wird das Material. Wie die Drehzahl muss daher auch die Vorschubgeschwindigkeit kontrolliert und gesteuert werden.
| Materialien / Dicke | Drehung | Z-Kraft |
| 5754 H11 – 2 mm auf 6061 T6 (Überlappung) | 1000 RPM | 7000 N |
| 6061 T6 – 12 mm (stumpf – doppelter Durchgang von 6 mm) | 1200 RPM | 8000 N |
| 5754 H11 – 2 mm (Stumpf) | 3000 RPM | 6000 N |
| 5754 H11 – AS10Fe (Guss) 2 mm (Stumpf) | 2400 RPM | 6000 N |
| 7075 T6 – 2 mm auf 2024 T3 – 3 mm (Blech) | 900 RPM | 6000 N |
| 5754 H11 – 2 mm auf S235 – 1 mm (Blech) | 1000 RPM | 4000 N |
Die Stabilität des FSW-Prozesses kann durch das Vorschubverhältnis (k) quantifiziert werden, das wie folgt berechnet wird:

Mit v die Vorschubgeschwindigkeit und ω die Drehzahl.
Je kleiner k ist, desto heißer wird das Material und umgekehrt.
Daher muss der richtige Bereich von k gefunden werden, um die richtige Schweißtemperatur festzulegen.
Um die Qualität Ihrer FSW-Schweißung zu gewährleisten, ist es zwingend erforderlich, die Anpassung des Spannwerkzeugs an Ihr Teil, die Geometrie des Werkzeugs entsprechend der Dicke und dem Material Ihres Teils sowie die Schweißparameter zu berücksichtigen: ausgeübte Kraft, Drehgeschwindigkeit und Schweißgeschwindigkeit.
Kontakt zu FSW-Experten
Das Stirweld-Team, Experte auf dem Gebiet des Rührreibschweißens, unterstützt Sie bei der Definition Ihrer Schweißparameter, bei der Auswahl Ihres Werkzeugs und bei der Konstruktion Ihrer Spannvorrichtung.