
4 elementos esenciales para una soldadura FSW de alta calidad
Descubra los secretos de la soldadura FSW perfecta: guía de elementos y técnicas clave.

Para la buena realización de su operación de soldadura por fricción-agitación es esencial tener en cuenta los siguientes 4 elementos:
A lo largo de este artículo repasaremos todos y cada uno de ellos para entender sus sutilezas, con el fin de obtener una soldadura FSW perfecta.

La importancia de las plantillas de sujeción
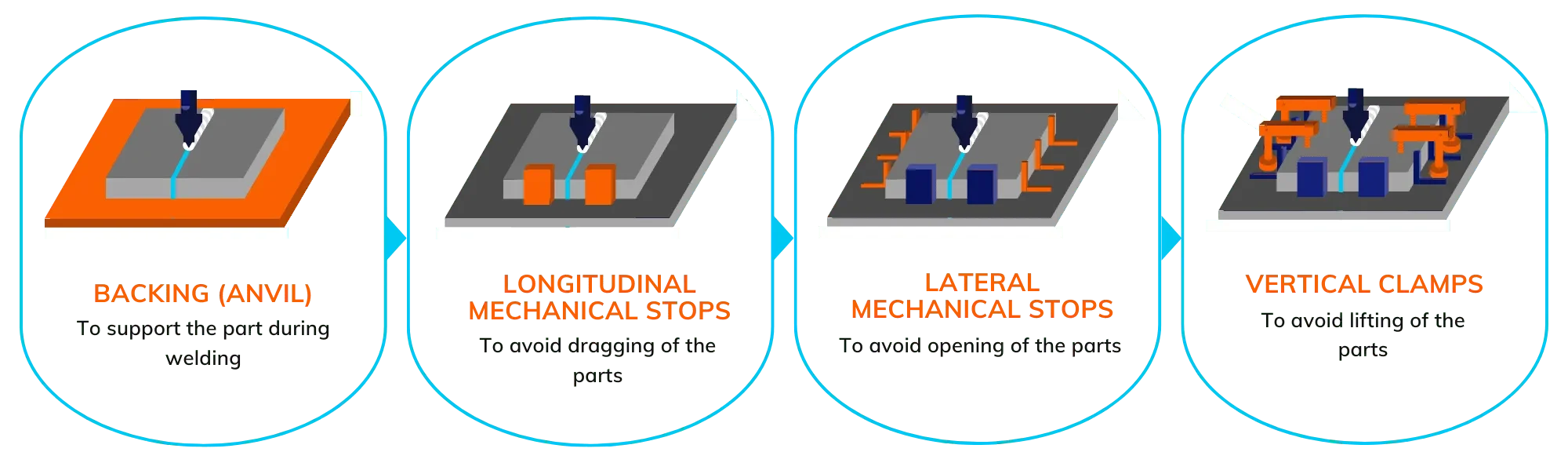
La plantilla de sujeción cumple varias funciones gracias a un soporte, una abrazadera Z y una abrazadera XY:
Existen dos tipos de plantillas: manuales y automáticas. Se prefiere la plantilla manual para soldar pequeñas series de piezas o prototipos puesto que es menos costoso. En cuanto a la plantilla automática, es preferible utilizarla para la soldadura de grandes series de piezas porque es más rentable que la plantilla manual. Existen dos tipos de plantillas automáticas: las neumáticas, que utilizan aire a presión, y las hidráulicas, que utilizan aceite a presión.
Para saber más sobre las plantillas de sujeción, consulte nuestro artículo “La importancia de las plantillas de sujeción“.
La geometría de la herramienta
La herramienta FSW consta de dos partes principales: el hombro y el pin.
El hombro
El hombro calentará el material por fricción-agitación y garantizará su buena mezcla para obtener una soldadura sin defecto. El diámetro del hombro se calcula en función del espesor de la pieza a soldar.
El hombro se coloca en la superficie de las piezas y se frota contra el material para crear el calor por fricción-agitación necesario para ablandar las piezas (unos 400°C para el aluminio).
Debido a su forma y tamaño, el hombro confinará las piezas a soldar e impedirá que salgan de la zona de soldadura FSW.

El pin
El pin está roscado para aumentar la mezcla del material durante su rotación. Debido a su forma, deformará plásticamente el material al penetrar en las piezas a soldar: este efecto de cizallamiento proporciona una cantidad adicional de calor. La longitud del pin depende del grosor de las piezas a soldar y de la configuración de la soldadura (a tope o de traslape, véase nuestro artículo “Soldadura FSW: comparación entre la soldadura a tope y de traslape“. Si la longitud del pin es insuficiente, existe el riesgo de falta de penetración. En cambio, si es demasiado largo, se corre el riesgo de dañar el soporte de la plantilla de sujeción.
La elección de la herramienta depende del material de las piezas a soldar y de los parámetros de soldadura. No dude en consultar a uno de nuestros expertos para que le ayude a elegir la herramienta adecuada para su aplicación específica.
Control de la fuerza
El control de la fuerza es un elemento esencial para obtener una soldadura perfecta. Se tratará de conocer y controlar la fuerza a ejercer durante la operación de soldadura FSW para colocar la herramienta en las piezas y tener una buena compactación y evitar la porosidad.
El control de la fuerza permite ajustar el posicionamiento de la herramienta a las variaciones del relieve de las piezas a soldar. En efecto, para garantizar la calidad de la soldadura, la penetración de la herramienta en la pieza debe ser constante.
Con el registro de la fuerza, se registrará la fuerza vertical ejercida durante la operación de soldadura para garantizar la buena repetibilidad de la soldadura y permitir el control de calidad.

Parámetros de soldadura FSW
Los parámetros de soldadura incluyen la velocidad de rotación, el avance y la fuerza vertical ejercida durante el proceso de soldadura.

La velocidad de rotación (RPM)

La velocidad de avance (mm/min)

La fuerza ejercida (kN)
La fuerza ejercida se mide en kilo Newton – kN: se llama fuerza Z. Si esta fuerza es demasiado baja, habrá riesgo de falta de penetración de la herramienta y, por tanto, riesgo de defectos en la compacidad de la soldadura. Por otro lado, si la fuerza es demasiado alta, la herramienta se introducirá demasiado en el material y la sección soldada se reducirá.
La velocidad de rotación se mide en revoluciones por minuto – RPM. Cuanto más rápido gire la herramienta, más caliente estará el material. Por lo tanto, es importante vigilar y controlar esta velocidad para conseguir una soldadura FSW perfecta.
La velocidad de avance se mide en mm/min. Cuanto más rápido avance la herramienta, más frío estará el material. Por lo tanto, al igual que la velocidad de rotación, la velocidad de avance debe ser controlada y gestionada.
| Materiales / espesor | Rotación | Fuerza Z |
| 5754 H11 – 2 mm en 6061 T6 (de traslape) | 1000 RPM | 7000 N |
| 6061 T6 – 12 mm (a tope – doble pase de 6 mm) | 1200 RPM | 8000 N |
| 5754 H11 – 2 mm (a tope) | 3000 RPM | 6000 N |
| 5754 H11 – AS10Fe (aluminio de fundición) 2 mm (a tope) | 2400 RPM | 6000 N |
| 7075 T6 – 2 mm en 2024 T3 – 3 mm (de traslape) | 900 RPM | 6000 N |
| 5754 H11 – 2 mm en S235 – 1 mm (de traslape) | 1000 RPM | 4000 N |
La estabilidad del proceso de FSW puede cuantificarse mediante la relación de alimentación (k) que se calcula de la siguiente manera:

Siendo v la velocidad de avance y ω la velocidad de rotación.
Cuanto menor sea k, más caliente estará el material y viceversa. Así que hay que encontrar el rango correcto de k para encontrar la temperatura de soldadura adecuada.
Así pues, para garantizar la calidad de su soldadura FSW, es imperativo tener en cuenta la adaptación de la herramienta de sujeción a su pieza, la geometría de la herramienta en función del espesor y del material de su pieza, así como los parámetros de soldadura: fuerza ejercida, velocidad de rotación y velocidad de avance.
Contactar con expertos en soldadura FSW
El equipo de Stirweld, experto en el campo de la soldadura por fricción-agitación, le acompaña en la definición de sus parámetros de soldadura, en la elección de su herramienta y en el diseño de su utillaje.