
Soudage FSW : comparaison entre soudage bout à bout et soudage par transparence
Le soudage par friction malaxage peut être réalisé de deux manières : en bout à bout ou en transparence. Dans cet article, nous passons en revue ces différents types de soudage FSW en démontrant leurs différences.

Tout d’abord, savez-vous ce que sont les soudures bout à bout ou par transparence ? Si ce n’est pas le cas, ne vous inquiétez pas et suivez le guide !
Soudage FSW bout à bout
Pour effectuer la soudure bout à bout, nous plaçons les pièces à souder les unes à côté des autres.
Dans la catégorie des soudures bout à bout, il existe trois manières de positionner les pièces à souder : les soudures bout à bout carrées, les soudures bout à bord et les soudures bout à bout en T.

Bout à bout carrés

Bout à bord

Bout à bout en T
Dans la coupe transversale suivante, nous pouvons voir comment la soudure bout à bout est réalisée en interne, dans une soudure de 2 mm d’épaisseur :

Coupe transversale d’une soudure FSW bout à bout
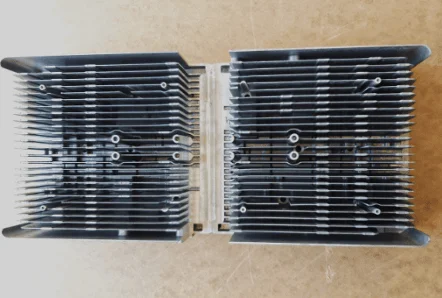
Le soudage d‘échangeurs thermiques est un bon exemple d’application de soudure bout à bout.


Echangeur thermique pour l’e-mobilité soudé par FSW
Par exemple, pour ce dissipateur thermique automobile, un capot est placé sur le boîtier dans lequel circule l’eau froide. Le capot est soudé au boîtier par une soudure FSW bout à bout.
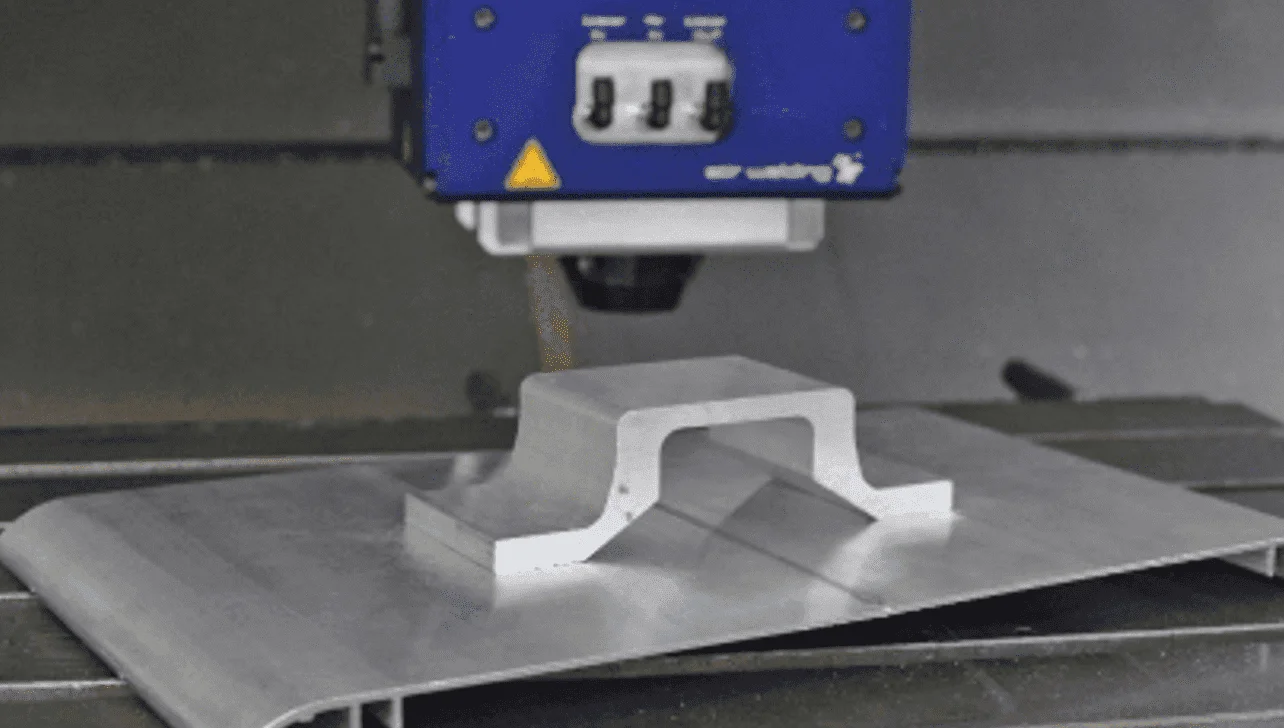
Un autre exemple de soudage bout à bout peut être abordé grâce à ces deux pièces obtenues par rhéocasting

Soudage FSW de deux pièces obtenues par rhéocasting
Soudage par transparence
Pour effectuer une soudure par transparence, les pièces sont placées l’une sur l’autre :
Là encore, trois configurations sont possibles pour réaliser un soudage FSW par transparence : joint par transparence, joint par transparence multiple et joint par transparence en T.

Par transparence

Par transparence multiple

Par transparence en T
Ce type de soudure, à l’intérieur, ressemble à ceci (pour une épaisseur de soudure de 5 mm) :

Coupe transversale d’une soudre FSW par transparence
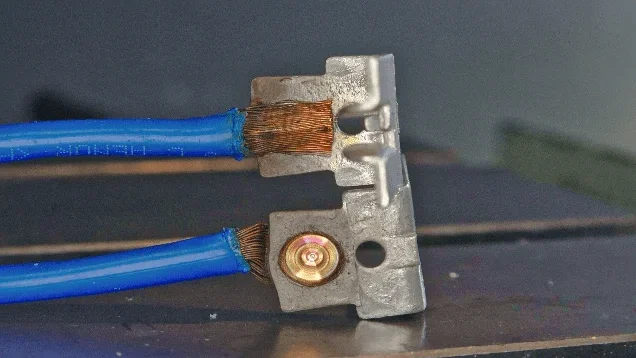
La soudure par transparence est utilisée, par exemple, pour remplacer le rivetage, pour effectuer la soudure des supports en cuivre ou encore avec le remplacement du cuivre par l’aluminium :

Remplacement du rivetage par soudage FSW pour l’application mixte 2024-T3 et 7075-T6.

Soudage par points FSW d’un connecteur en cuivre étamé sur un câble en cuivre.
Soudage de cuivre FSW sur aluminium.
Soudure bout à bout et par transparence
En outre, il est possible d’utiliser les deux types de soudure dans la même application, comme c’est le cas pour la fabrication de panneaux rigides.

Le choix entre le soudage bout à bout ou le soudage par transparence dépend de l’application à laquelle le soudage par friction malaxage est destiné. Toutefois, le choix du type de soudage a une incidence sur 5 points :
Il est important d’être conscient de ces différences afin de sélectionner, de la manière la plus efficace, notre type de soudage. C’est pourquoi nous expliquons ci-dessous point par point chacune d’entre elles.
Défauts FSW communs au soudage bout à bout et par transparence
Lorsque le processus de soudage par friction-malaxage est effectué, des défauts peuvent apparaître. Une attention particulière doit être accordée pour les éviter afin d’obtenir une haute qualité de la soudure. Certains d’entre eux peuvent se produire indépendamment de la position des pièces lors du soudage, c’est-à-dire qu’ils peuvent se produire indépendamment du fait qu’il s’agisse d’une soudure bout à bout ou par transparence.
Par exemple, les types de défauts qui peuvent apparaître, qu’il s’agisse d’une soudure bout à bout ou à transparence, sont le flash et le trou de ver (qui peuvent tous deux être vus à l’œil nu) :

Flash

Trou de verre
Cependant, il existe d’autres types de défauts FSW associés spécifiquement à la soudure bout à bout ou par transparence.
Défauts FSW fréquents en configuration bout à bout
Dans le cas d’une soudure bout à bout, nous devons être très conscients de l’absence de pénétration.
Ce défaut survient lorsque l’outil de soudage FSW ne passe pas complètement à travers les pièces, laissant une partie d’entre elles non soudée. Ce défaut n’est pas visible à l’œil nu, car il s’agit d’un défaut interne.
Lorsque nous examinons le défaut à l’intérieur, nous pouvons voir que les pièces n’ont pas été soudées, mais simplement collées ensemble. Dans les images suivantes, on peut voir la ligne qui sépare les deux parties et qui montre qu’elles ne sont pas soudées (puisque les parties n’ont pas été malaxées pour créer une seule pièce) :

Manque de pénétration

Toutefois, nous ne devrions pas nous préoccuper outre mesure de ce défaut, car il est facilement évitable. Par conséquent, il est plus facile de réaliser une soudure bout à bout que par transparence si nous nous concentrons sur ce point.
Défauts FSW fréquents en configuration par transparence
Lorsque l’on parle des défauts qui peuvent survenir lors de l’exécution d’une soudure par transparence, il faut tenir compte du hooking et du kissing-bond :
D’une part, le kissing bond se produit lorsque l’interface entre les deux métaux de jonction est insuffisamment chauffée et agitée, ce qui entraîne la formation d’une couche d’oxyde résiduelle. À l’interface, il peut y avoir peu ou pas de liaison, ce qui augmente la contrainte locale dans la soudure lors de la sollicitation mécanique. Dans le cas du soudage par transparence, la perturbation de l’oxyde à l’interface de la tôle est plus difficile que pour le soudage bout à bout en raison de l’orientation de l’interface du joint par rapport à l’outil FSW.
D’autre part, un défaut de type hooking se forme lorsque l’interface entre les deux feuilles de jonction est remuée dans la feuille supérieure, ce qui réduit efficacement la section transversale de la feuille supérieure. Le défaut du hooking se produit dans la ZAT de l’AS (ZAT = zone affectée thermiquement, AS = advancing side). De plus, la forme et la direction verticale de l’entaille peuvent réduire les propriétés mécaniques en agissant comme site d’amorce de fissure lors d’un chargement transversal. Enfin, un amincissement de la feuille supérieure est observé des deux côtés. Comme le défaut d’accrochage, cet amincissement est dû à l’arrachement de l’interface dans la feuille supérieure, réduisant ainsi sa section transversale.

Hooking
Sur l’image suivante, on peut voir comment les deux défauts ont été produits dans la même soudure par transparence :

Contrairement au manque de pénétration, il est plus difficile d’empêcher les défauts du hooking et du kissing-bong. Pour ce faire, il est nécessaire de s’appuyer sur des experts qui réalisent des paramètres de soudage adéquats et d’utiliser l’outil de soudage par friction malaxage approprié. Mais ne vous inquiétez pas, chez Stirweld nous pouvons vous aider.
Résistance de la soudure FSW selon la configuration de soudage : bout à bout vs. par transparence
Les défauts annoncés précédemment ont un impact important sur la résistance mécanique lors de la réalisation de soudures par friction malaxage.
Le défaut d’accrochage crée une amorce de fissure et réduit donc la résistance à la fatigue. Ce défaut ne produit pas une rupture directe de la pièce soudée mais, avec le temps, comme les deux parties ne sont pas complètement soudées mais simplement accrochées ensemble, les deux parties pourraient finir par se séparer :

Visualisation de l’accrochage en coupe transversale.

Un défaut majeur est causé par les forces exercées sur la plaque supérieure, dans la direction illustrée ci-dessus.
Passons maintenant à la question spécifique du défaut du kissing-bong. Comme il s’agit d’une zone sans agitation, nous réduisons la section de la soudure. C’est-à-dire que nous réduisons la résistance mécanique de la soudure du fait que la soudure est plus petite.
Ces défauts (hooking et kissing-bond) sont ceux qui affectent directement la résistance de la soudure, et on les retrouve tous les deux dans la soudure par transparence. Par conséquent, les soudures par transparence ont généralement une résistance plus faible que les soudures bout à bout.

Vitesse de soudage FSW
Comme nous l’avons déjà mentionné, le sont dus à un mauvais phénomène d’agitation. Par conséquent, pour éviter que ces défauts ne se produisent, nous devons augmenter l’effet de brassage, ce qui est obtenu en réduisant la vitesse d’avance (entre autres) de soudage du FSW.
Ainsi, lorsque l’on compare les soudures bout à bout et les soudures par transparence, il faut tenir compte du fait que la soudure par transparence (étant celle qui a la possibilité de créer un “hooking” et le « kissing-bond ») est celle qui doit être effectuée à une vitesse d’avance inférieure. Plus précisément, la soudure par transparence est généralement effectuée à une vitesse d’avance de 2,5 mètre par minute, tandis que la soudure bout à bout est effectuée à une vitesse d’avance de 3,0 mètre par minute.
Préparation de surface FSW
Pendant le soudage par friction-malaxage, nous n’introduisons pas de matière dans la soudure. Ensuite, le soudage par friction-malaxage ne peut pas supporter un écart important entre les deux composants qui vont être soudés. Dans le cas du soudage bout à bout, l’écart maximum autorisé est de 10% de l’épaisseur (jusqu’à 10 millimètres). Si l’écart est supérieur à ce pourcentage, un défaut de manque de matière se produit dans la soudure. C’est pourquoi, avant d’effectuer une soudure bout à bout, il est important de procéder à une préparation précise des bords. Ce processus peut être exécuté de plusieurs manières : découpe au laser, découpe à l’eau ou usinage. Cependant, il ne peut pas être réalisé par cisaillement.
Aucune préparation des bords n’est nécessaire pour le soudage par transparence FSW, car les pièces à souder sont placées les unes sur les autres. En outre, aucune autre préparation de surface n’est nécessaire (pas de dégraissage, pas de brossage).

Système de bridage FSW
Le même principe s’applique au système de bridage. Comme il n’est pas possible d’avoir un écart supérieur à 10% de l’épaisseur des pièces à souder lors d’une soudure bout à bout, il est d’une importance vitale d’avoir un système de serrage correct. Celui-ci doit être suffisamment précis pour éviter qu’un écart plus important ne se produise.
Ce processus est facilité par la réalisation d’un soudage par friction malaxage de type lap. Pourquoi ? L’outil pousse une pièce sur l’autre avec une force qui limite l’écart entre les composants.
En outre, lors d’une soudure bout à bout, il est impératif que l’outil suive le passage du joint. La raison est que si l’outil FSW est éloigné de cette ligne de joint, nous pourrions avoir des défauts tels qu’un manque de pénétration. Il est donc important que le système de serrage assure que l’outil soit toujours dans la bonne position pendant l’exécution du soudage par friction malaxage. Cependant, lors d’un soudage par transparence FSW, il n’est pas nécessaire de suivre une ligne de joint, de sorte que le système de bridage peut être moins précis.
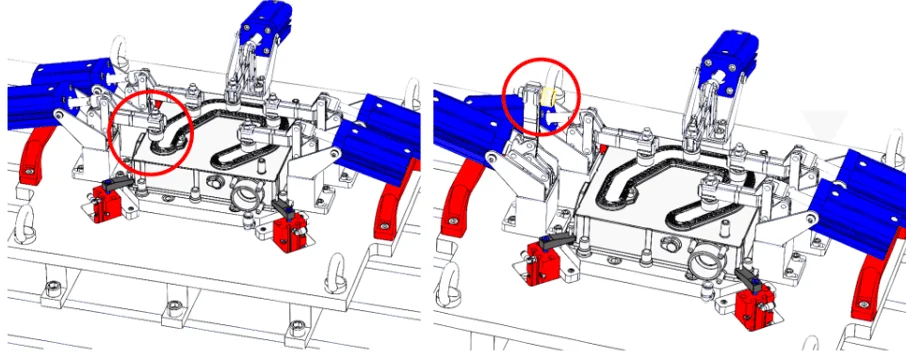
Outillage de bridage automatique pour une configuration de soudage bout à bout

Qualité du joint FSW
Enfin, il convient de noter que dans les deux cas (soudure bout à bout et par transparence), nous obtenons des soudures étanches à l’eau et à l’air. Il n’est donc pas possible de trouver des différences entre les deux types de soudage FSW en ce qui concerne cette caractéristique.

Tout au long de cet article, nous avons approfondi les différents types de soudage FSW : bout à bout et par transparence. Vous trouverez ci-dessous une infographie sommaire qui vous aidera à clarifier toutes les informations :

Si vous avez encore des doutes sur le type de soudage FSW qui convient le mieux à votre application, ne vous inquiétez pas : nous pouvons vous aider à les résoudre ! Chez Stirweld, nous comptons sur une équipe de professionnels qualifiés qui vous guideront dans vos premiers pas dans le soudage par friction-malaxage grâce à notre bureau d’études.
N’hésitez pas à nous contacter sans aucun engagement
Nous sommes là pour vous aider !