
Wie definiere ich meine parameter für das rührreibschweissen (FSW)?
Die Qualität und Zuverlässigkeit der FSW-Schweißnähte hängt stark von den gewählten Schweißparametern ab. Eine optimale Einstellung dieser Parameter ist entscheidend, um Defekte wie Porosität, Bindefehler und Verformungen zu vermeiden und um robuste und langlebige Schweißnähte zu gewährleisten.

Welche sind die verschiedenen Parameter des Rührreibschweißens (FSW)?
Einführung in die FSW-Schweißparameter
Rührreibschweißen (FSW) ist eine Festkörper-Schweißtechnik, die 1995 vom TWI (The Welding Institute) erfunden wurde. Diese Methode besteht darin, ein rotierendes Werkzeug zu verwenden, um durch Reibung Wärme zu erzeugen und die zu verschweißenden Materialien zu plastifizieren. Das Werkzeug mischt dann die Materialien, um eine solide, homogene und qualitativ hochwertige Schweißnaht zu erzeugen.
Die Qualität der Schweißnaht hängt stark von den verwendeten Schweißparametern ab. Diese Parameter beeinflussen die erzeugte Wärme, das Mischen der Materialien und die Bildung der endgültigen Schweißnaht. Eine optimale Einstellung der Parameter ist entscheidend, um Defekte wie Porosität, Bindefehler oder Verformungen zu vermeiden und um robuste und langlebige Schweißnähte zu gewährleisten.
Die Hauptparameter des Rührreibschweißens sind:
Um einen Überblick zu erhalten, schauen Sie sich dieses Video an:
Ein FSW-Schweißwerkzeug besteht aus zwei Teilen: der Schulter, die durch Reibung Wärme erzeugt, und dem Stift, der in die Materialien eindringt und deren Mischung sicherstellt.
Die Wahl des Werkzeugmaterials hängt von den zu verschweißenden Materialien und den Schweißbedingungen ab. Häufig verwendete Materialien für FSW-Werkzeuge sind Stahl (verwendet zum Schweißen von Aluminiumlegierungen) und Karbid (verwendet für Kupfer und dessen Legierungen).
Wie Sie sehen, ist die Wahl des FSW-Tools sehr wichtig, weshalb wir diesem Thema ein Webinar gewidmet haben. Zögern Sie nicht, sich das Replay jetzt anzuschauen: Replay Webinar – Wie wähle ich das FSW-Tool für meine Anwendung?

Drehzahl
Die Drehzahl ist die Geschwindigkeit, mit der sich das Werkzeug um seine Achse dreht. Sie ist entscheidend für die Erzeugung der Wärme, die zur Plastifizierung der Materialien notwendig ist.
Die Wahl der Geschwindigkeit hängt von mehreren Faktoren ab:
Eine falsche Drehzahl kann verschiedene Defekte verursachen:
Vorschubgeschwindigkeit
Die Vorschubgeschwindigkeit ist die Geschwindigkeit, mit der sich das Werkzeug entlang der Schweißnahtlinie bewegt. Sie bestimmt die Qualität der Schweißnaht.
Die Wahl der Geschwindigkeit wird durch den zu schweißenden Materialtyp beeinflusst – schwerer zu schweißende Materialien wie Kupfer erfordern langsamere Vorschubgeschwindigkeiten. Dickere Werkstücke erfordern niedrigere Vorschubgeschwindigkeiten, um eine gute Erwärmung der Materialien sicherzustellen.
Eine falsche Vorschubgeschwindigkeit kann folgende Defekte verursachen:
Axialkraft
Die Axialkraft (oder Schmiedekraft) ist der Druck, den das Werkzeug auf die zu verschweißenden Materialien ausübt. Sie ist entscheidend, um eine gute Durchdringung des Werkzeugs und eine effektive Mischung der Materialien zu gewährleisten.
Die Wahl der Axialkraft hängt auch vom Materialtyp ab – härtere Materialien erfordern höhere Axialkräfte – und von der Dicke des Werkstücks – dickere Werkstücke erfordern höhere Axialkräfte, um eine gute Werkzeugdurchdringung sicherzustellen.
Wenn die Axialkraft zu gering ist, führt dies zu einer schlechten Werkzeugdurchdringung und unvollständigen Schweißnähten. Wenn sie zu hoch ist, führt dies zu einer Verringerung des Schweißquerschnitts und einer Abnahme der mechanischen Festigkeit.
Definition der Parameter für das Rührreibschweißen (FSW)
Punktmethode zur Materialeinführung
Was ist die Punktmethode?
TheDie Punktmethode ist eine Technik, die verwendet wird, um das Schweißwerkzeug in das Material einzuführen, bevor Sie Ihre erste Schweißung beginnen. Diese Methode ist sehr nützlich, um die richtige Drehzahl und Schmiedekraft zu bestimmen und anfängliche Defekte in der Schweißzone zu vermeiden.
Prinzip der Methode
Das FSW-Werkzeug wird zunächst an einem festen Punkt auf dem Material positioniert, ohne lineare Bewegung. Die Rotation des Werkzeugs erzeugt durch Reibung Wärme und plastifiziert somit das Material um den Stift.
Praktische Anwendung
Um die Punktmethode im FSW korrekt anzuwenden, folgen Sie diesen Schritten:
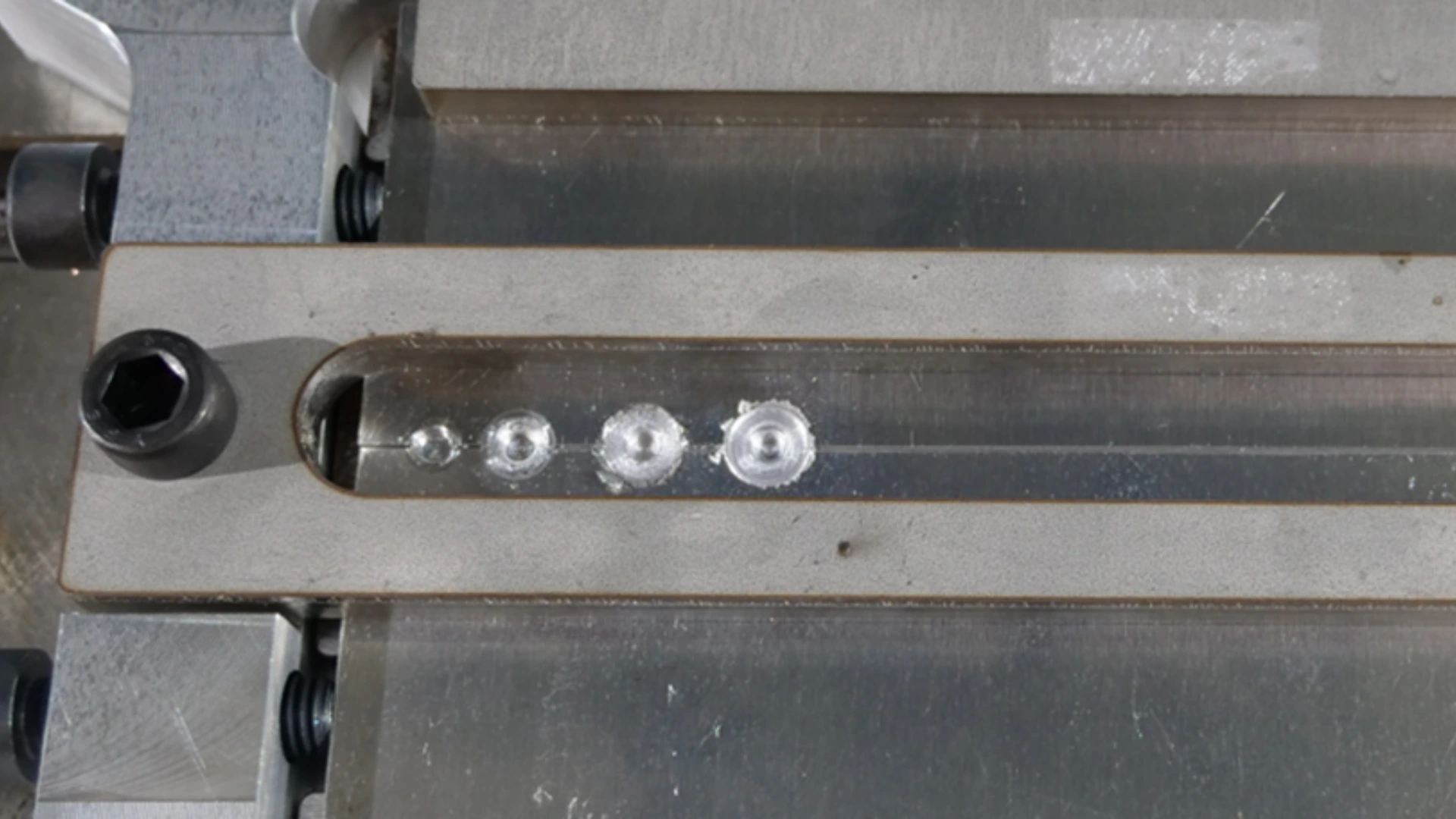
Praktischer Hinweis:
Es ist wichtig, schrittweise vorzugehen und die Punktmethode mehrmals zu üben, um die ideale Drehzahl und Axialkraft zu finden. Wenden Sie progressive Kraft an: Beim ersten Versuch wenig Kraft, beim zweiten etwas mehr Kraft und so weiter, bis das ideale Ergebnis erreicht ist. Wenn Ihre erste Materialdurchdringung abgeschlossen ist, sollten Sie eine kleine Vertiefung des Stifts im Aluminium sehen. Da dies nicht ausreichend ist, müssen Sie die Z-Durchdringung des Werkzeugs erhöhen. Sie müssen die Z-Durchdringung des Werkzeugs erhöhen, bis Sie deutlich den Abdruck der Schulter des FSW-Werkzeugs auf der Oberfläche Ihres Werkstücks sehen.
Erste Schweißlängen und visuelle Kontrolle der FSW-Schweißung
Durchführung der ersten Schweißraupen
Die ersten Schweißlängen dienen dazu, die Schweißparameter zu testen und anzupassen, bevor das gesamte Werkstück geschweißt wird. Sie ermöglichen es, potenzielle Defekte frühzeitig zu identifizieren und zu korrigieren. Hierbei wird die Vorschubgeschwindigkeit angepasst. Die Vorschubgeschwindigkeit hängt von der Werkzeuggröße und der Drehzahl ab.
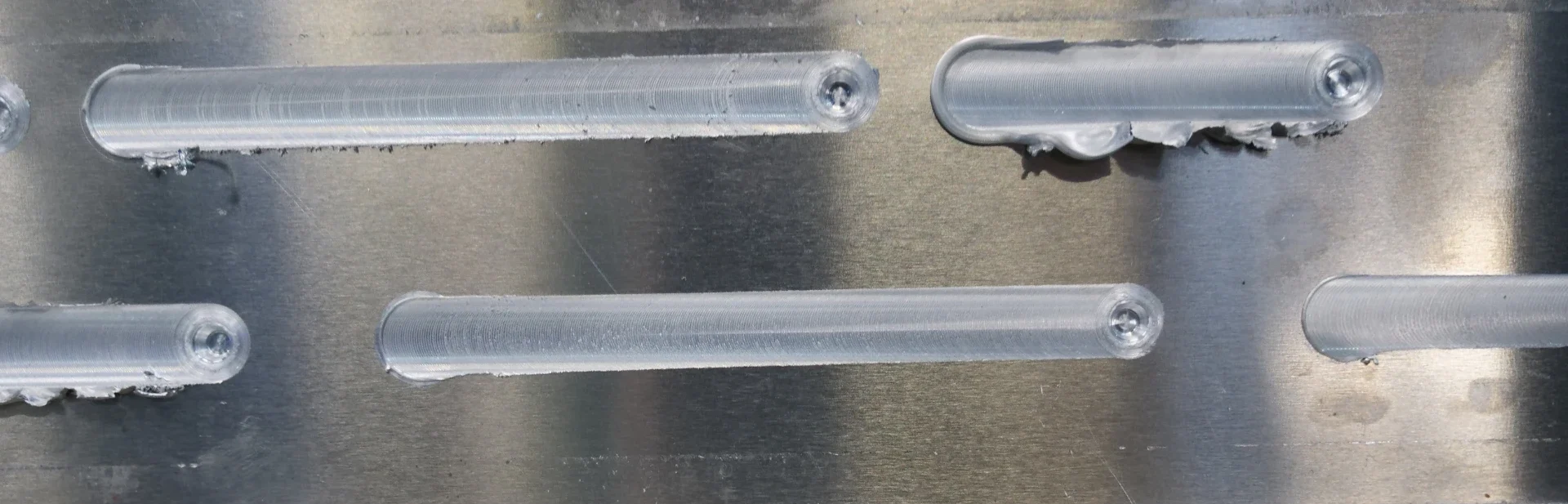
Hier ist ein Beispiel für die Einrichtung der Vorversuche, empfohlen von unseren Experten:
Diese Versuche ermöglichen es, die Qualität der FSW-Schweißnaht zu überprüfen, die Parameter basierend auf den anfänglichen Beobachtungen anzupassen und somit das Risiko von Defekten am Endwerkstück zu minimieren.

Visuelle Kontrolle der FSW-Schweißung
Nach den ersten Schweißlängen wird eine visuelle Kontrolle durchgeführt, um die Qualität der Schweißnaht zu bewerten und festzustellen, ob die Schweißung zu heiß, zu kalt oder bei der richtigen Temperatur war. Dies wird von der Drehzahl und der Vorschubgeschwindigkeit beeinflusst.

Tatsächlich können beim Rührreibschweißen verschiedene Arten von Defekten auftreten, abhängig von der während des Schweißprozesses erzeugten Wärme, die somit von der Drehzahl und der Vorschubgeschwindigkeit beeinflusst wird:
Um die Definition dieser Schweißparameter zu erleichtern, ist es sehr nützlich, die Temperatur während des Schweißvorgangs in Echtzeit zu messen, indem man ein Werkzeughalter mit Temperatursensor verwendet.
Destruktive Charakterisierung und Anpassung der FSW-Schweißparameter
Destruktive und nicht destruktive Kontrolle beim Rührreibschweißen
Die Qualitätskontrolle der Schweißnähte beim Rührreibschweißen (FSW) ist wesentlich, um die Zuverlässigkeit und Leistung der geschweißten Strukturen in verschiedenen industriellen Anwendungen sicherzustellen. Um zu gewährleisten, dass die FSW-Schweißnähte den Qualitäts- und Sicherheitsstandards entsprechen, sind strenge Kontrollen erforderlich, bei denen destruktive und nicht destruktive Methoden zur Bewertung der Schweißnahtintegrität eingesetzt warden.
Destruktive Kontrollen, wie sie den Normen ISO 25239 oder AWS D17.3 entsprechen, Druckprüfungen und Ermüdungstests, ermöglichen eine eingehende Analyse der inneren Struktur und der mechanischen Festigkeit der Schweißnähte, obwohl sie die teilweise oder vollständige Zerstörung der Proben beinhalten. Parallel dazu ermöglichen nicht destruktive Techniken wie die visuelle Prüfung, Ultraschallprüfung, Röntgenradiographie, Röntgentomographie, Eindringprüfung und Wirbelstromprüfung die Erkennung von inneren und Oberflächenfehlern, ohne die geprüften Teile zu beschädigen. Durch die Kombination dieser Ansätze ist es möglich, sicherzustellen, dass die FSW-Schweißnähte den Qualitäts- und Sicherheitsanforderungen entsprechen, wodurch die Haltbarkeit und Leistung der Endprodukte gewährleistet wird.
Anpassung der FSW-Parameter
Nach der Qualitätskontrolle der ersten Schweißnähte können die Schweißparameter basierend auf den erzielten Ergebnissen angepasst werden.
Wenn Wurmlöcher vorhanden sind, sollte die Drehzahl reduziert oder die Axialkraft erhöht werden, um die Plastifizierung zu verbessern. Wenn Porosität in der Schweißnaht auftritt, sollten die Vorschubgeschwindigkeit und die Drehzahl angepasst werden, um die Wärmeerzeugung und das Materialmischen auszugleichen. Wenn es an Durchdringung mangelt, sollte die Axialkraft oder die Stiftlänge angepasst werden.
Somit hängt der Erfolg eines FSW-Schweißvorgangs weitgehend von der Beherrschung der Parameter ab. Durch das korrekte Verständnis und die Anpassung der Werkzeugwahl, der Drehzahl, der Vorschubgeschwindigkeit und der Axialkraft können Schweißfachleute häufige Defekte vermeiden und optimale Ergebnisse sicherstellen.
Die in diesem Artikel erläuterte Methodik, einschließlich der Punktmethode zur Materialeinführung, der Durchführung repräsentativer erster Längen und der visuellen Kontrolle sowie der destruktiven und nicht destruktiven Charakterisierung, bietet einen klaren Fahrplan zur Bestimmung und Optimierung der FSW-Schweißparameter. Durch die Anwendung dieser Techniken können Schweißer die Qualität ihrer Schweißnähte verbessern, technische Anforderungen erfüllen und die Zufriedenheit ihrer Kunden gewährleisten.
Bereit für Ihre ersten Schweißraupen?
Warten Sie nicht länger, um diese Tipps in die Praxis umzusetzen und Ihre FSW-Schweißprozesse zu verbessern oder zu beginnen. Für weitere Informationen und Beratung zur Festlegung optimaler Parameter für Ihr Werkstück kontaktieren Sie uns und erhalten Sie Ratschläge von unseren Experten.