
Comment définir mes paramètres de soudage par Friction Malaxage ?
La qualité et la fiabilité des soudures FSW dépendent fortement des paramètres de soudage choisis. Un réglage optimal de ces paramètres est crucial pour éviter les défauts tels que la porosité, les collages et les déformations et pour garantir des soudures robustes et durables.

Quels sont les différents paramètres de soudage par Friction Malaxage ?
Introduction aux paramètres de soudage FSW
Le soudage par friction malaxage (FSW) est une technique de soudage à l’état solide inventée en 1995 par le TWI (The Welding Institute). Cette méthode consiste à utiliser un outil mis en rotation pour générer de la chaleur par friction et plastifier les matériaux à souder. L’outil mélange ensuite les matériaux pour créer une soudure solide à la fois homogène et de haute qualité.
La qualité de la soudure dépend fortement des paramètres de soudage utilisés. Ces paramètres influencent la chaleur générée, le mélange des matériaux, et la formation de la soudure finale. Un réglage optimal des paramètres est crucial pour éviter les défauts tels que la porosité, les collages ou les déformations, et pour garantir des soudures robustes et durables.
Les principaux paramètres de soudage FSW sont les suivants :
Pour résumer, regardez cette vidéo :
Le choix de l’outil FSW
Un outil de soudage FSW se compose de deux parties : l’épaulement qui génère la chaleur par friction et le pion qui pénètre dans les matériaux et assure le mélange de ceux-ci.
Le choix du matériau de l’outil dépend des matériaux à souder et des conditions de soudage. Les matériaux couramment utilisés pour les outils FSW incluent l’acier – utilisé pour souder des alliages d’aluminium – et le carbure – utilisé pour le cuivre et ses alliages.
Vous l’aurez compris, le choix de l’outil FSW est très important, c’est pourquoi nous y avons dédier un webinaire, n’hésitez pas à visionner le replay dès maintenant pour en apprendre plus : Replay Webinar – How do I choose my FSW tool for my application?

La vitesse de rotation
La vitesse de rotation est la vitesse à laquelle l’outil tourne autour de son axe. Elle est cruciale pour la génération de chaleur nécessaire à la plastification des matériaux.
Le choix de la vitesse dépend de plusieurs facteurs :
Une vitesse de rotation incorrecte peut entraîner divers défauts :
La vitesse d’avance
La vitesse d’avance est la vitesse à laquelle l’outil se déplace le long de la ligne de soudure. Elle détermine la qualité de la soudure.
Le choix de la vitesse est influencé par le type de matériau à souder – les matériaux plus difficiles à souder nécessitent des vitesses d’avance plus lentes comme le cuivre. Les pièces plus épaisses nécessitent des vitesses d’avance plus basses pour assurer un bon chauffage de matériaux.
Une vitesse d’avance incorrecte peut entraîner :
La force axiale
La force axiale (ou force de forgeage) est la pression exercée par l’outil sur les matériaux à souder. Elle est cruciale pour garantir une bonne pénétration de l’outil et un mélange efficace des matériaux.
Le choix de la force axiale dépend aussi du type de matériau – les matériaux les plus durs nécessitent une force axiale plus élevée – et de l’épaisseur de la pièce – les pièces les plus épaisses nécessitent une force axiale plus importante pour assurer une bonne pénétration de l’outil.
Si la force axiale est trop faible, cela entraîne une mauvaise pénétration de l’outil conduisant à des soudures incomplètes. Si elle est trop forte, cela provoque une réduction de la section de la soudure et une baisse de sa résistance mécanique.
Définition des paramètres de soudage FSW
Méthode du point pour l’entrée matière
Qu’est-ce que la méthode du point ?
La méthode du point est une technique utilisée pour introduire l’outil de soudage dans le matériau avant de commencer votre première soudure. Cette méthode est très intéressante afin de déterminer la bonne vitesse de rotation et la force de forgeage et éviter les défauts initiaux dans la zone de soudure.
Principe de la méthode
L’outil FSW est d’abord positionné à un point fixe sur le matériau sans déplacement linéaire. La rotation de l’outil génère de la chaleur par friction, plastifiant ainsi le matériau autour du pion.
Application pratique
Pour appliquer correctement la méthode du point en FSW, voici les étapes à suivre :
Information pratique :
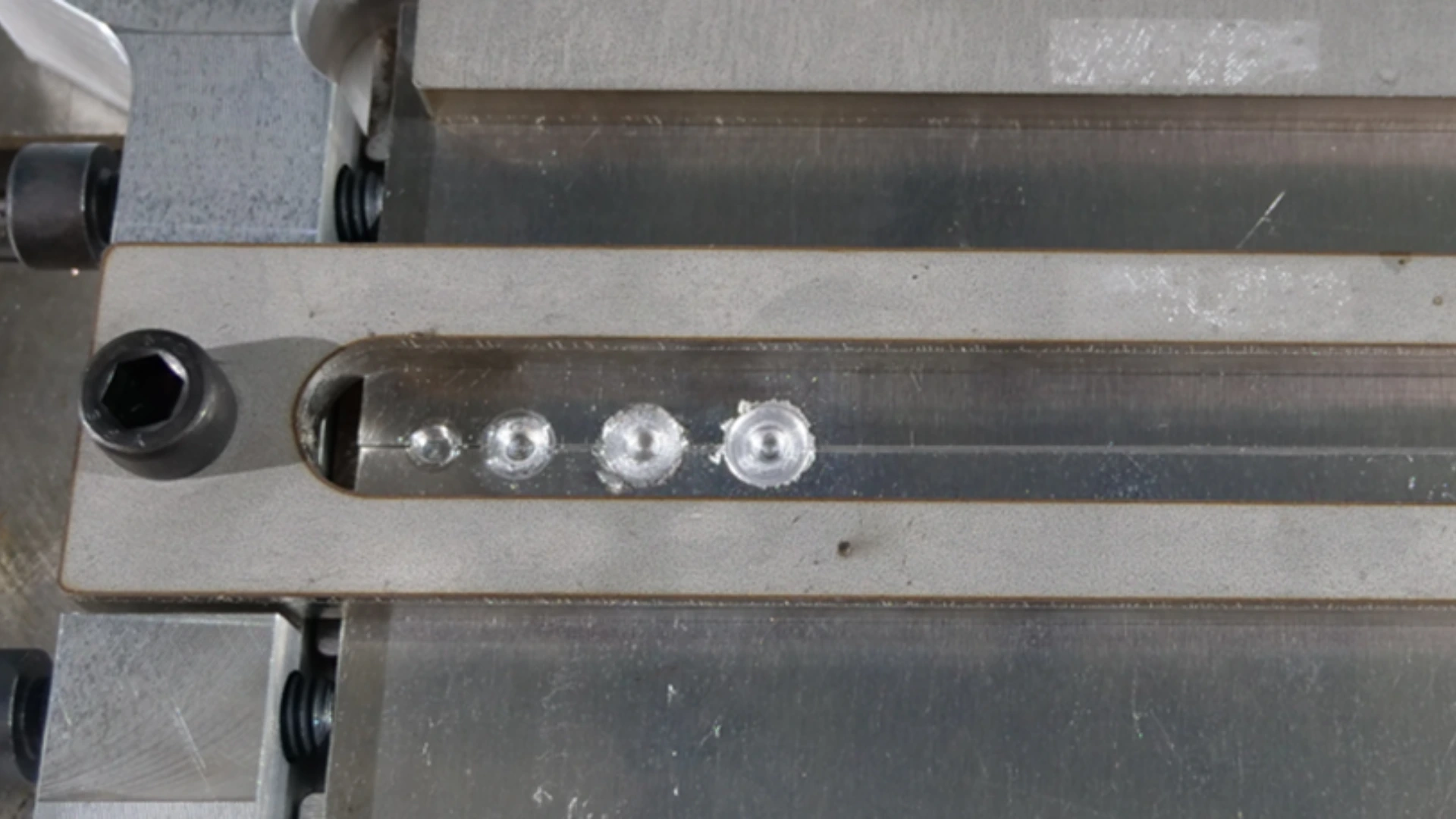
Il est important d’y aller progressivement et de pratiquer plusieurs fois cette méthode du point afin de trouver la vitesse de rotation et la force axiale idéal. De ce fait, il faut appliquer une force progressive : le premier essai avec peu de force, le second en augmentant un peu la force et ainsi de suite jusqu’à obtenir le résultat idéal.
Lorsque votre première pénétration du matériau est terminée, vous devriez voir une petite indentation du pion dans l’aluminium. Comme vous le devinez, ce n’est pas suffisant, car nous voulons que le pion entre complètement dans le matériau. Ainsi, il faut augmenter la pénétration de l’outil en Z.
Vous devez augmenter la pénétration en Z de l’outil jusqu’à ce que vous voyiez distinctement l’empreinte de l’épaulement de l’outil FSW à la surface de votre pièce à souder.
Premières longueurs et contrôle visuel de la soudure FSW
Réalisation des premiers cordons de soudure
Les premières longueurs de soudure servent à tester et ajuster les paramètres de soudage avant de souder la totalité de la pièce, elles permettent d’identifier et de corriger les défauts potentiels dès le début. Ici on vient ajuster la vitesse d’avance. La vitesse d’avance dépend de la taille de l’outil et de la vitesse de rotation.
Voici un exemple de mise en place des essais préliminaires, conseillé par nos experts :
Ces essais permettent de vérifier la qualité de la soudure FSW, d’ajuster les paramètres en fonction des observations initiales et ainsi de minimiser les risques de défauts sur la pièce finale.

Contrôle visuel de la soudure FSW
Après avoir réalisé les premières longueurs, un contrôle visuel est effectué pour évaluer la qualité de la soudure, savoir si la soudure était trop chaude, trop froide ou à la bonne température. Cela est influencée par la vitesse de rotation et la vitesse d’avance.

En effet, en soudage par friction malaxage, différents types de défauts peuvent apparaître en fonction de la chaleur générée pendant l’opération de soudage qui est donc influencée par la vitesse de rotation et par la vitesse d’avance :
Pour faciliter la définition de ces paramètres de soudage, il est très utile de mesurer la température en temps réel pendant l’opération de soudage à l’aide d’un porte-outil équipé d’un capteur de température.
Caractérisation destructive et adaptation des paramètres de soudage FSW
Contrôle destructif et non-destructif en soudage FSW
Le contrôle qualité des soudures par friction malaxage (FSW) est essentiel pour assurer la fiabilité et la performance des structures soudées dans diverses applications industrielles. Pour garantir que les soudures FSW répondent aux normes de qualité et de sécurité, des contrôles rigoureux sont nécessaires, utilisant des méthodes destructives et non destructives pour évaluer l’intégrité des soudures.
Les contrôles destructifs, tels que ceux conformes à la norme ISO 25239 ou AWS D17.3, les tests de tenue à la pression et les essais de fatigue, permettent une analyse approfondie de la structure interne et de la résistance mécanique des soudures, bien qu’ils impliquent la destruction partielle ou totale des échantillons. En parallèle, les techniques non destructives, telles que l’examen visuel, l’inspection par ultrasons, la radiographie X, la tomographie X, le ressuage et les courants de Foucault, permettent de détecter les défauts internes et de surface sans endommager les pièces inspectées. En combinant ces approches, il est possible de garantir que les soudures FSW répondent aux exigences de qualité et de sécurité, assurant ainsi la durabilité et la performance des produits finis.
Adaptation des paramètres FSW
Après le contrôle qualité des premières soudures, les paramètres de soudage peuvent être ajustés en fonction des résultats obtenus.
Si on distingue la présence de trous de ver, il faut réduire la vitesse de rotation ou augmenter la force axiale pour améliorer la plastification.
Des porosités dans la soudure ? Il faut ajuster la vitesse d’avance et la vitesse de rotation pour équilibrer la génération de chaleur et le mélange des matériaux.
Si on distingue un manque de pénétration, il faut jouer sur la force axiale ou la longueur du pion.

Ainsi, la réussite d’une opération de soudage FSW dépend largement de la maîtrise des ses paramètres. En comprenant et en ajustant correctement le choix de l’outil, la vitesse de rotation, la vitesse d’avance, et la force axiale, les professionnels du soudage peuvent évier les défauts courants et assurer des résultats optimaux.
La méthodologie expliquée dans cet article, incluant la méthode du point pour l’entrée matière, la réalisation de premières longueurs représentatives et le contrôle visuel, ainsi que la caractérisation destructive et non destructive, fournit une feuille de route claire pour déterminer et optimiser les paramètres de soudage FSW. En appliquant ces techniques, les soudeurs peuvent améliorer la qualité de leurs soudures, répondre aux exigences techniques, et garantir la satisfaction de leurs clients.
Prêt pour vos premiers cordons de soudure ?
N’attendez plus pour mettre en pratique ces conseils et améliorer ou initier vos processus de soudage FSW. Pour en savoir plus et vous faire conseiller sur la mise en place de paramètres optimaux en fonction de votre pièce, contactez-nous et recevez des conseils de nos experts.