
¿Cómo defino mis parámetros de soldadura FSW?
La calidad y fiabilidad de las soldaduras por fricción-agitación (Friction Stir Welding, FSW) dependen en gran medida de los parámetros de soldadura elegidos. El ajuste óptimo de estos parámetros es crucial para evitar defectos como la porosidad, la adherencia y la distorsión, y para garantizar soldaduras robustas y duraderas.

¿Cuáles son los distintos parámetros de la soldadura por fricción-agitación?
Introducción a los parámetros de soldadura FSW
La soldadura por fricción-agitación es una técnica de soldadura en estado sólido inventada en 1995 por TWI (The Welding Institute). El método consiste en utilizar una herramienta giratoria para generar calor por fricción y plastificar los materiales que se van a soldar. A continuación, la herramienta mezcla los materiales para crear una soldadura sólida, homogénea y de alta calidad.
La calidad de la soldadura depende en gran medida de los parámetros de soldadura utilizados. Estos parámetros influyen en el calor generado, la mezcla de materiales y la formación de la soldadura final. El ajuste óptimo de los parámetros es crucial para evitar defectos como la porosidad, la adherencia o la distorsión, y para garantizar soldaduras fuertes y duraderas.
Los principales parámetros de soldadura FSW son los siguientes:
Elección de la herramienta FSW
Una herramienta de soldadura FSW consta de dos partes: el hombro, que genera calor por fricción, y el pasador o pin, que penetra en el material y lo mezcla.
La elección del material de la herramienta depende de los materiales a soldar y de las condiciones de soldadura. Los materiales más utilizados para las herramientas FSW son el acero (para soldar aleaciones de aluminio) y el carburo (para soldar cobre y aleaciones de cobre).
Como se habrá dado cuenta, la elección de la herramienta FSW es muy importante, por eso le hemos dedicado un webinar completo. No dude en ver la redifusión para obtener más información: ¿Cómo elijo la herramienta FSW para mi aplicación?

La velocidad de rotación
La velocidad de rotación es la velocidad a la que la herramienta gira alrededor de su eje. Es crucial para generar el calor necesario para plastificar los materiales.
La elección de la velocidad depende de varios factores:
Una velocidad de rotación incorrecta puede provocar diversas averías:
Velocidad de avance
La velocidad de avance es la velocidad a la que se desplaza la herramienta a lo largo de la línea de soldadura. Determina la calidad de la soldadura.
La elección de la velocidad depende del tipo de material que se vaya a soldar: los materiales más difíciles de soldar requieren velocidades de avance más lentas, como el cobre. Las piezas más gruesas requieren velocidades de avance más bajas para garantizar un buen calentamiento del material.
Una velocidad de avance incorrecta puede provocar :
Fuerza axial
La fuerza axial (o fuerza de forja) es la presión ejercida por la herramienta sobre los materiales que se van a soldar. Es crucial para garantizar una buena penetración de la herramienta y una mezcla eficaz de los materiales.
La elección de la fuerza axial también depende del tipo de material -los materiales más duros requieren una fuerza axial mayor – y del grosor de la pieza -las piezas más gruesas requieren una fuerza axial mayor para garantizar una buena penetración de la herramienta-.
Si la fuerza axial es demasiado baja, se produce una penetración deficiente de la herramienta, lo que da lugar a soldaduras incompletas. Si es demasiado fuerte, se reduce la sección transversal de la soldadura y disminuye su resistencia mecánica.
Definición de los parámetros de soldadura FSW
El método por puntos para la entrada de material
¿Qué es el método por puntos?
El método por puntos es una técnica utilizada para introducir la herramienta de soldadura en el material antes de iniciar la primera soldadura. Este método es muy útil para determinar la velocidad de rotación y la fuerza de forja correctas y evitar defectos iniciales en la zona de soldadura.
Principio del método
La herramienta FSW se coloca primero en un punto fijo del material sin ningún movimiento lineal. La rotación de la herramienta genera calor por fricción, plastificando el material alrededor del pin.
Aplicación práctica
Para aplicar correctamente el método por puntos FSW, siga estos pasos:
Información práctica:
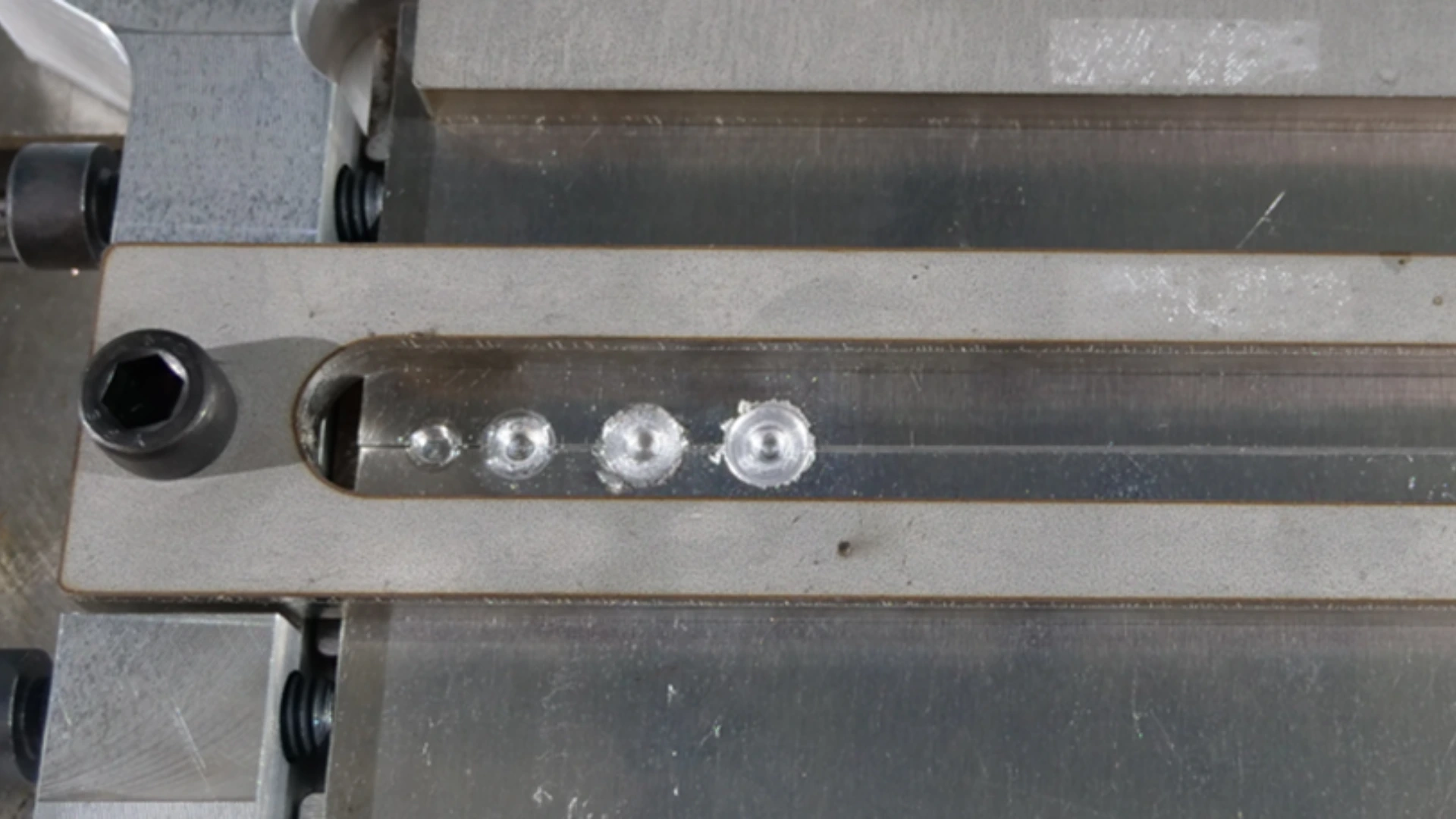
Es importante empezar poco a poco y practicar el método de los puntos varias veces para encontrar la velocidad de rotación y la fuerza axial ideales. Hay que aplicar una fuerza progresiva: el primer intento con poca fuerza, el segundo con un poco más de fuerza y así sucesivamente hasta obtener el resultado ideal.
Cuando haya penetrado por primera vez en el material, debería ver una pequeña hendidura del pin en el aluminio. Como puede imaginar, esto no es suficiente, ya que queremos que el pin penetre completamente en el material. Así que tenemos que aumentar la penetración de la herramienta en Z.
Debe aumentar la penetración en Z de la herramienta hasta que pueda ver claramente la huella del hombro de la herramienta FSW en la superficie de su pieza de trabajo.
Primeras longitudes e inspección visual de la soldadura FSW
Realización de los primeros cordones de soldadura
Los primeros tramos de soldadura se utilizan para probar y ajustar los parámetros de soldadura antes de soldar toda la pieza. Permiten identificar posibles defectos y corregirlos desde el principio. Aquí se ajusta la velocidad de avance. La velocidad de avance depende del tamaño de la herramienta y de la velocidad de rotación.
He aquí un ejemplo de cómo recomiendan nuestros expertos configurar las pruebas preliminares:
Estas pruebas permiten comprobar la calidad de la soldadura FSW, ajustar los parámetros en función de las observaciones iniciales y minimizar así el riesgo de defectos en la pieza final.

Inspección visual de la soldadura FSW
Tras realizar los primeros tramos, se lleva a cabo una comprobación visual para evaluar la calidad de la soldadura, si estaba demasiado caliente, demasiado fría o a la temperatura adecuada. En ello influyen la velocidad de giro y el avance.

En la soldadura FSW, pueden aparecer distintos tipos de defectos en función del calor generado durante la operación de soldadura, en la que influyen, por tanto, la velocidad de rotación y la velocidad de avance:
Para facilitar la definición de estos parámetros de soldadura, es muy útil medir la temperatura en tiempo real durante la operación de soldadura utilizando un portaherramientas equipado con un sensor de temperatura.
Caracterización destructiva y adaptación de los parámetros de soldadura FSW
Ensayos destructivos y no destructivos en la soldadura FSW
El control de calidad de las soldaduras FSW es esencial para garantizar la fiabilidad y el rendimiento de las estructuras soldadas en diversas aplicaciones industriales. Para garantizar que las soldaduras FSW cumplen las normas de calidad y seguridad, es necesario realizar pruebas rigurosas, utilizando métodos destructivos y no destructivos para evaluar la integridad de la soldadura.
Los ensayos destructivos, como los conformes a la norma ISO 25239 o AWS D17.3, los ensayos de resistencia a la presión y los ensayos de fatiga, permiten analizar en profundidad la estructura interna y la resistencia mecánica de las soldaduras, aunque implican la destrucción parcial o total de las muestras. Paralelamente, las técnicas no destructivas, como el examen visual, la inspección por ultrasonidos, la radiografía por rayos X, la tomografía por rayos X, el ensayo por líquidos penetrantes y las corrientes inducidas, pueden utilizarse para detectar defectos internos y superficiales sin dañar las piezas inspeccionadas. Combinando estos enfoques, es posible garantizar que las soldaduras FSW cumplen los requisitos de calidad y seguridad, asegurando así la durabilidad y el rendimiento de los productos acabados.
Adaptación de los parámetros de FSW
Tras el control de calidad de las primeras soldaduras, los parámetros de soldadura pueden ajustarse en función de los resultados obtenidos.
Si se observan agujeros de gusano, debe reducirse la velocidad de rotación o aumentar la fuerza axial para mejorar la plastificación.
¿Porosidades en la soldadura? El avance y la velocidad de rotación deben ajustarse para equilibrar la generación de calor y la mezcla de materiales.
Si hay falta de penetración, debe ajustarse la fuerza axial o la longitud del pasador.

Así pues, el éxito de una operación de soldadura FSW depende en gran medida del control de sus parámetros. Conociendo y ajustando correctamente la elección de la herramienta, la velocidad de rotación, el avance y la fuerza axial, los profesionales de la soldadura pueden evitar defectos comunes y garantizar resultados óptimos.
La metodología explicada en este artículo, que incluye el método por puntos para la entrada de material, las primeras longitudes representativas y la inspección visual, así como la caracterización destructiva y no destructiva, proporciona una hoja de ruta clara para determinar y optimizar los parámetros de soldadura FSW. Aplicando estas técnicas, los soldadores pueden mejorar la calidad de sus soldaduras, cumplir los requisitos técnicos y garantizar la satisfacción del cliente.
¿Listo para realizar sus primeros cordones de soldadura?
No espere más para poner en práctica estos consejos y mejorar o iniciar sus procesos de soldadura FSW. Para obtener más información y asesoramiento sobre el establecimiento de los parámetros óptimos para su pieza, póngase en contacto con nosotros y déjese asesorar por nuestros expertos.