
Defectos comunes en la soldadura por fricción-agitación
La FSW es una tecnología de soldadura reconocida como innovadora, pero que todavía no está muy extendida. Tiene muchas ventajas, pero los usuarios potenciales no tienen información sobre los defectos de la FSW. Efectivamente, pueden producirse defectos durante el ajuste de los parámetros y/o la operación de soldadura.

En Stirweld, nuestro objetivo es democratizar y hacer accesible la soldadura por fricción-agitación en centros de mecanizado y células robotizadas. Desde hace varios años, ofrecemos soluciones de FSW accesibles para las empresas gracias al desarrollo de nuestros equipos de FSW híbridos. Las innovaciones, los estudios y las pruebas nos permiten ofrecer a nuestros clientes apoyo para soluciones de FSW de alto rendimiento. Elaboramos los mejores parámetros de soldadura FSW posibles para sus aplicaciones. Los parámetros de soldadura se adaptan para evitar los defectos conocidos en la soldadura por fricción-agitación (FSW).
En la soldadura FSW podemos enfrentarnos a los siguientes defectos:
Este artículo tiene por objeto presentar estos defectos y explicar sus causas. Así, comprenderá los parámetros que deben analizarse para corregir estos defectos en su soldadura FSW.
La soldadura por fricción-agitación y sus diferentes configuraciones
La soldadura FSW es un proceso de soldadura sin fusión ni aporte de material. La soldadura se produce en estado sólido por la deformación mecánica de la fricción de la herramienta FSW sobre el material. Este proceso tiene muchas ventajas, tanto económicas como medioambientales.
La fusión sin adición de material permite respetar las limitaciones de las aplicaciones, pero también conservar excelentes características técnicas provocando muy pocas deformaciones.
En la soldadura FSW existen dos configuraciones principales: las soldaduras a tope (o de borde) y las soldaduras de traslape (o de solapa).
Soldadura a tope FSW
Este tipo de soldadura consiste en soldar dos piezas una junto al otra. Hay 3 formas de colocar las piezas a soldar durante el proceso FSW: junta a tope cuadrada, junta a tope de borde y junta a tope en T.

Este tipo de soldadura se puede encontrar en aplicaciones como la soldadura FSW de placas en frío o con piezas de rheocasting.
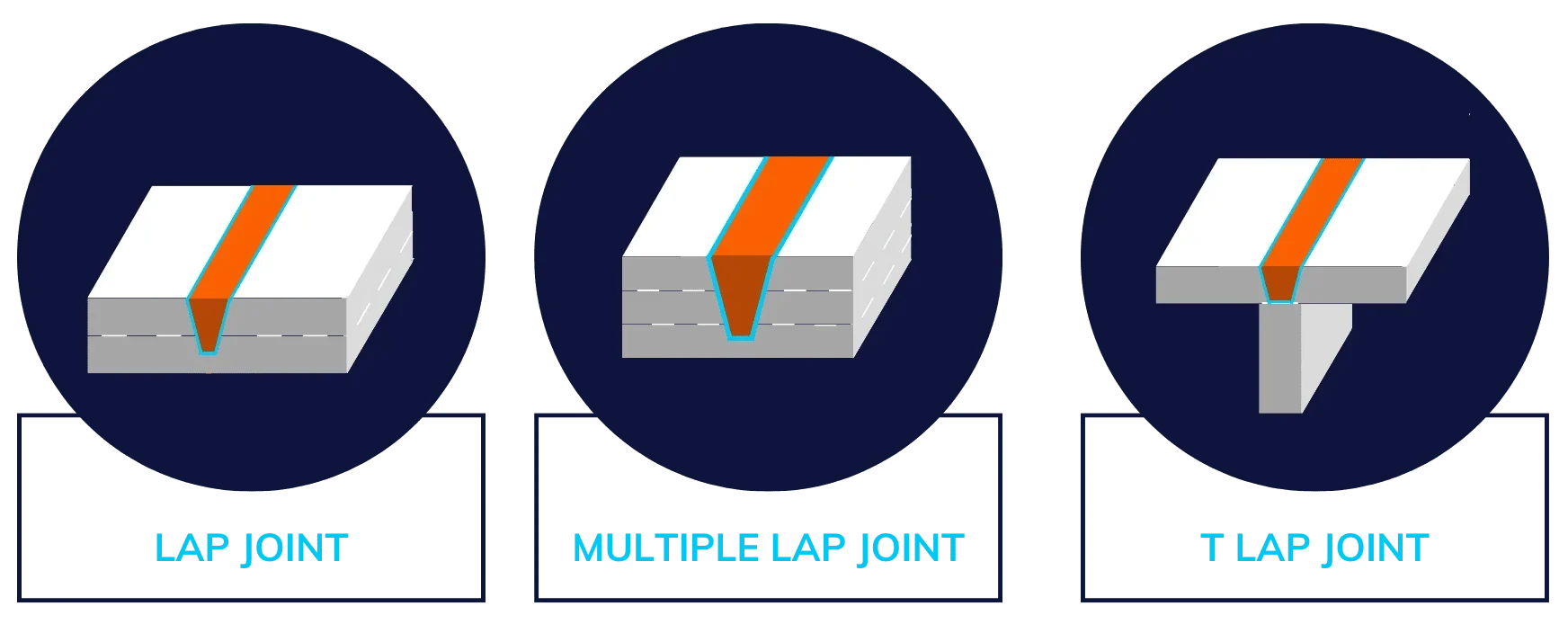
Soldadura a traslape
Este tipo de soldadura consiste en la unión de piezas colocadas una sobre otra. También hay 3 formas diferentes de colocar las piezas para las soldaduras FSW: unión a traslape, unión múltiple a traslape y unión a traslape en T.
Por ejemplo, la soldadura a traslape puede utilizarse como sustituto del remachado, para soldar soportes de cobre o para sustituir el cobre por aluminio.
Es importante señalar que también es posible encontrar soldaduras que combinan los procesos de FSW a tope y de traslape en la misma aplicación, como los paneles rígidos.
Estos dos tipos de soldaduras suponen diferentes procesos de FSW y, por tanto, diferentes defectos potenciales.
¿Cuáles son los defectos que se encuentran tanto en la soldadura por fricción-agitación a tope como a traslape?
Es posible ver defectos de soldadura en la superficie (ranura) o en el túnel en el proceso de soldadura por fricción-agitación, tanto a tope como a traslape. Sin embargo, no siempre encontramos los mismos defectos dependiendo de la configuración del FSW. Realizamos ajustes en las aplicaciones de nuestros clientes para optimizar el rendimiento de sus procesos. Le explicaremos cómo procedemos.
Defecto de porosidad interna y superficial: soldadura FSW demasiado fría o demasiado caliente
A veces se encuentran porosidades internas o superficiales durante el control de calidad de la soldadura FSW. Este tipo de defecto es el resultado de una soldadura demasiado caliente o demasiado fría.

Sección transversal metalográfica de una soldadura FSW demasiado fría

Sección transversal metalográfica de una soldadura FSW demasiado caliente
¿Quiere saber cómo medir la temperatura de su soldadura FSW? ¿Necesita precisión sobre cómo medir la temperatura de su soldadura? Haz clic aquí.
Defecto FSW de anchura irregular
El defecto de la anchura irregular es simplemente una falta de fuerza y, por tanto, una falta de apoyo entre la herramienta FSW y las piezas a soldar. Como el contacto entre los elementos no es suficientemente fuerte, la fricción no se distribuye uniformemente y la soldadura de los elementos se ve afectada.
Para corregir una anchura irregular durante una operación de FSW en MOCN, corregimos el parámetro de fuerza, aplicando más presión en la herramienta de FSW.
Defecto de reducción de la sección transversal de FSW
Frente a los defectos de anchura irregular que se encuentran en la soldadura por fricción-agitación, los defectos de reducción de la sección transversal pueden producirse cuando se aplica una fuerza excesiva. Si la fuerza ejercida durante el proceso de soldadura por fricción-agitación es demasiado fuerte, esto provocará que la herramienta se presione demasiado en el material. Esto tendrá como resultado una reducción de la sección transversal soldada. También en este caso, la solución es modificar el parámetro de fuerza de la herramienta.
Defectos de rebabas FSW (« flash »)
Aunque se considera un defecto visual, las rebabas (flash) son un signo de una buena soldadura. El objetivo de la soldadura por fricción-agitación es tener una costura perfectamente recta y la herramienta FSW debe estar en contacto constante con la pieza. Las rebabas son simplemente una descarga de material de soldadura en los bordes de la soldadura. Un flash de 2 mm es aceptable. Sobre este valor, se debe aplicar una reducción de la fuerza de soldadura vertical.
Con nuestro husillo híbrido de soldadura por fricción-agitación para robots, hemos desarrollado un sistema de cambio automático de herramientas que permite pasar de una herramienta de soldadura a una de mecanizado. Gracias al cambio a la herramienta de mecanizado, será muy fácil corregir este defecto visual de flash en FSW.
Para el cabezal de soldadura FSW para MOCN, Stirweld ha desarrollado un cambiador automático de herramientas que permite pasar del mecanizado a la soldadura y viceversa en un instante. Este equipo permite corregir el posible flash producido en su pieza soldada.
Defectos encontrados en la soldadura por fricción-agitación (FSW) a tope: Falta de penetración
Fácil de evitar, el defecto de falta de penetración (LOP por lack of penetration en inglés) es, sin embargo, problemático en la soldadura a tope FSW. Es simplemente una falta de mezcla de las partes. La herramienta no pasa completamente a través de las dos piezas, sólo las pega pero no las suelda. Este defecto es difícil de ver a primera vista, es un defecto interno. Durante la fase de creación de prototipos, realizamos completos controles de calidad para analizar y determinar los parámetros correctos de FSW para las aplicaciones de nuestros clientes.
Para evitar esta falta de penetración, se interviene en el parámetro de soldadura de la fuerza de empuje. Además, usamos una herramienta adaptada a la aplicación; una herramienta más larga para una mejor penetración. Actualmente, hemos desarrollado 7 herramientas diferentes Stirweld que se pueden adaptar a nuestros cabezales híbridos FSW. Nuestras herramientas tienen diferentes espesores de hombros (para calentar) y diferentes tamaños de pin (para amasar) y son adecuadas para diferentes aplicaciones.
Es necesario señalar que en la soldadura a traslade no hay falta de penetración.

Sección metalográfica de una soldadura FSW con falta de penetración
Defectos encontrados en la soldadura por fricción-agitación (FSW) a traslape: Hooking y kissing-bond
Cuando se sueldan dos piezas de aluminio en una configuración de traslape, las partes se sueldan una sobre otra. Ambas piezas tienen una fina capa de óxido de aluminio, llamada alúmina, en su superficie. Los dos tipos de defectos más frecuentes en esta configuración son:

Sección metalográfica de una soldadura FSW con Hooking
Soldadura por fricción-agitación: los 4 parámetros claves para una soldadura FSW libre de defectos
Nuestra gama de equipos de FSW para MOCN y robot ofrece un control de calidad fiable a través de la retroalimentación a la interfaz hombre-máquina – HMI. Esta información permite ajustar los parámetros de soldadura y corregir posibles defectos. La fase de creación de prototipos define la ventana de funcionamiento adecuada, incluidos los parámetros precisos para obtener soldaduras por fricción-agitación de alta calidad.
La calidad de una soldadura depende de 4 parámetros: la geometría de la herramienta, la velocidad de rotación, la velocidad de avance y la fuerza de forjado:
La elección de la herramienta FSW según la aplicación
La elección de la herramienta a utilizar en el cabezal de FSW es uno de los primeros parámetros que determinan la calidad de la soldadura. La herramienta FSW se compone de un hombro y un pin, cuyo tamaño se ajusta en función de la aplicación:
La elección de la herramienta depende de varios factores:
La velocidad de rotación
En la soldadura por fricción-agitación, la velocidad de rotación se mide en revoluciones por minuto (RPM). El principio es sencillo: cuanto más rápido gire la herramienta, más caliente estará el material. Este parámetro se utiliza para corregir los defectos de la FSW, como la porosidad del agujero de gusano.
La velocidad de desplazamiento
Este parámetro se cuenta en mm/min. En este caso, cuanto más rápido avance la herramienta, más frío quedará el material. Como la velocidad de giro, la relación entre la velocidad de avance y la velocidad de giro es un elemento clave para conseguir soldaduras FSW perfectas.
La fuerza de forja
Expresada en Kilo Newton (kN), la fuerza de forja en el eje Z depende de la posición de la máquina utilizada (centro de mecanizado o célula robotizada). Si hay una falta de fuerza, es probable que haya una falta de penetración. Por otro lado, si la fuerza es demasiado alta, es probable que se observen defectos en la reducción de la sección transversal.
Contacta a expertos en soldadura FSW
Estamos aquí para ayudarle.