
Come definire i parametri della Friction Stir Welding (FSW)?
La qualità e l’affidabilità delle saldature FSW dipendono fortemente dai parametri di saldatura scelti. La regolazione ottimale di questi parametri è fondamentale per evitare difetti come porosità, fallimenti di incollaggio e deformazioni, garantendo saldature robuste e durature.

Quali sono i diversi parametri della saldatura FSW?
Introduzione ai parametri di saldatura FSW
La Friction Stir Welding (FSW) è una tecnica di saldatura a stato solido inventata nel 1995 da TWI (The Welding Institute). Questo metodo utilizza un utensile rotante per generare calore attraverso la plastificazione per attrito dei materiali da saldare. L’utensile mescola quindi i materiali per creare una saldatura omogenea e di alta qualità.
La qualità della saldatura dipende in larga misura dai parametri di saldatura utilizzati. Questi parametri influenzano il calore generato, la miscelazione dei materiali e la formazione della saldatura finale. La regolazione ottimale di questi parametri è fondamentale per evitare difetti come porosità, difetti di incollaggio o deformazioni, garantendo saldature robuste e durature.
I principali parametri di saldatura FSW sono:
Scelta dell’utensile FSW
Un utensile per la saldatura FSW è composto da due parti: la spalla, che genera calore per attrito, e il perno, che penetra nei materiali e ne assicura la miscelazione.
La scelta del materiale dell’utensile dipende dai materiali da saldare e dalle condizioni di saldatura. I materiali comunemente utilizzati per gli utensili FSW sono l’acciaio (usato per saldare leghe di alluminio) e il carburo (usato per il rame e le sue leghe).
Come avrete capito, la scelta dello strumento FSW è molto importante, ed è per questo che vi abbiamo dedicato un webinar. Non esitate a guardare la replica: Replay Webinar – Come scegliere l’utensile FSW per la mia applicazione?

Velocità di rotazione
La velocità di rotazione è la velocità con cui l’utensile ruota attorno al proprio asse. È fondamentale per generare il calore necessario a plastificare i materiali.
La scelta della velocità dipende da diversi fattori:
Una velocità di rotazione errata può causare vari difetti:
Velocità di saldatura
La velocità di saldatura è la velocità con cui l’utensile si muove lungo il giunto di saldatura. Determina la qualità della saldatura.
La scelta della velocità è influenzata dal tipo di materiale da saldare: i materiali più difficili da saldare, come il rame, richiedono velocità di traslazione più basse. I pezzi più spessi richiedono velocità di avanzamento più basse per garantire un riscaldamento adeguato dei materiali.
Una velocità di saldatura non corretta può causare:
Forza di forgiatura
Laforza di forgiatura è la pressione esercitata dall’utensile sui materiali da saldare. È fondamentale per garantire una buona penetrazione dell’utensile e un’efficace miscelazione del materiale.
La scelta della forza di forgiatura dipende dal tipo di materiale – i materiali più duri richiedono una forza assiale più elevata – e dallo spessore del pezzo – i pezzi più spessi richiedono una forza di forgiatura più elevata per garantire una corretta penetrazione dell’utensile.
Se la forza di forgiatura è troppo bassa, la penetrazione dell’utensile è scarsa e le saldature risultano incomplete. Se è troppo alta, riduce la sezione trasversale della saldatura e la sua resistenza meccanica.
Definizione dei parametri di saldatura FSW
Il metodo spot per l’inserimento dei materiali
Che cos’è il metodo spot?
Il metodo a punti è una tecnica utilizzata per introdurre l’utensile di saldatura nel materiale prima di iniziare la prima saldatura. Questo metodo è molto utile per determinare la corretta velocità di rotazione e la forza di forgiatura, evitando difetti iniziali nella zona di saldatura.
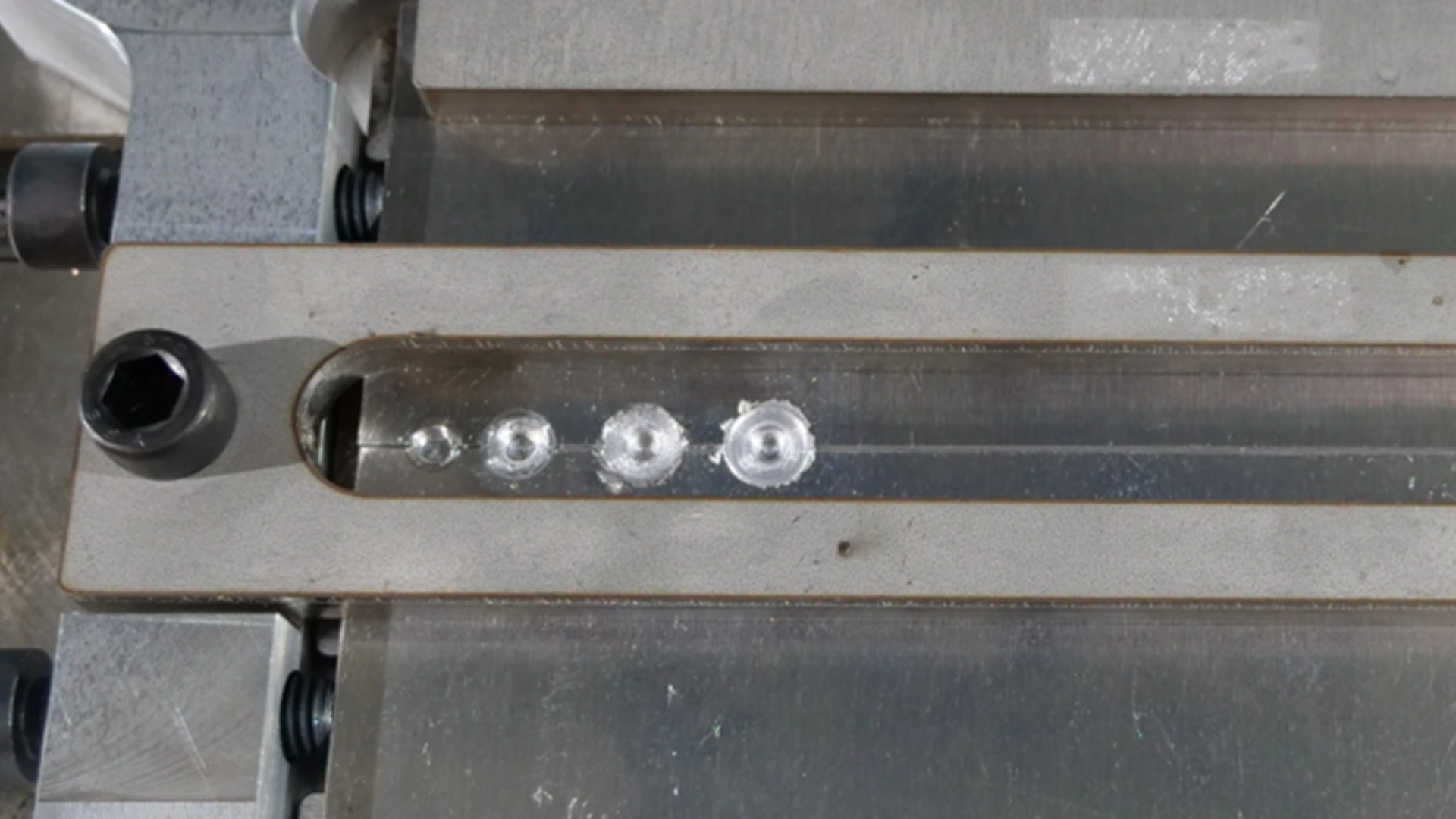
Principio del metodo
L’utensile FSW viene prima posizionato in un punto fisso dello spostamento lineare del materiale. La rotazione dell’utensile genera calore per attrito, plastificando il materiale attorno al perno.
Applicazione pratica
Per applicare correttamente il metodo a punti nella FSW, seguire i seguenti passaggi:
Informazioni pratiche:
È importante procedere gradualmente e praticare questo metodo a punti più volte per trovare la velocità di rotazione e la forza di forgiatura ideali. Ciò significa applicare una forza progressiva: il primo tentativo con poca forza, il secondo con un po’ più di forza e così via fino a ottenere il risultato desiderato.
Una volta completata la prima penetrazione nel materiale, si dovrebbe vedere una piccola rientranza del perno nell’alluminio. Come potete immaginare, questo non è sufficiente, perché vogliamo che il perno entri completamente nel materiale. È quindi necessario aumentare la penetrazione Z dell’utensile.
È necessario aumentare la penetrazione Z dell’utensile finché non si vede chiaramente l’impronta dello spallamento del FSW sulla superficie del pezzo.
Lunghezze di prima saldatura e ispezione visiva delle saldature FSW
Esecuzione del primo cordone di saldatura
Le prime lunghezze di saldatura vengono utilizzate per testare e regolare i parametri di saldatura prima di saldare l’intero pezzo. Aiutano a identificare e correggere tempestivamente i potenziali difetti. Regolare la velocità di saldatura in base alle dimensioni dell’ utensile e alla velocità di rotazione.
Ecco un esempio di configurazione preliminare del test consigliata dai nostri esperti:
Questi test consentono di verificare la qualità della saldatura FSW, di regolare i parametri in base alle osservazioni iniziali e di ridurre al minimo il rischio di difetti nel pezzo finale.

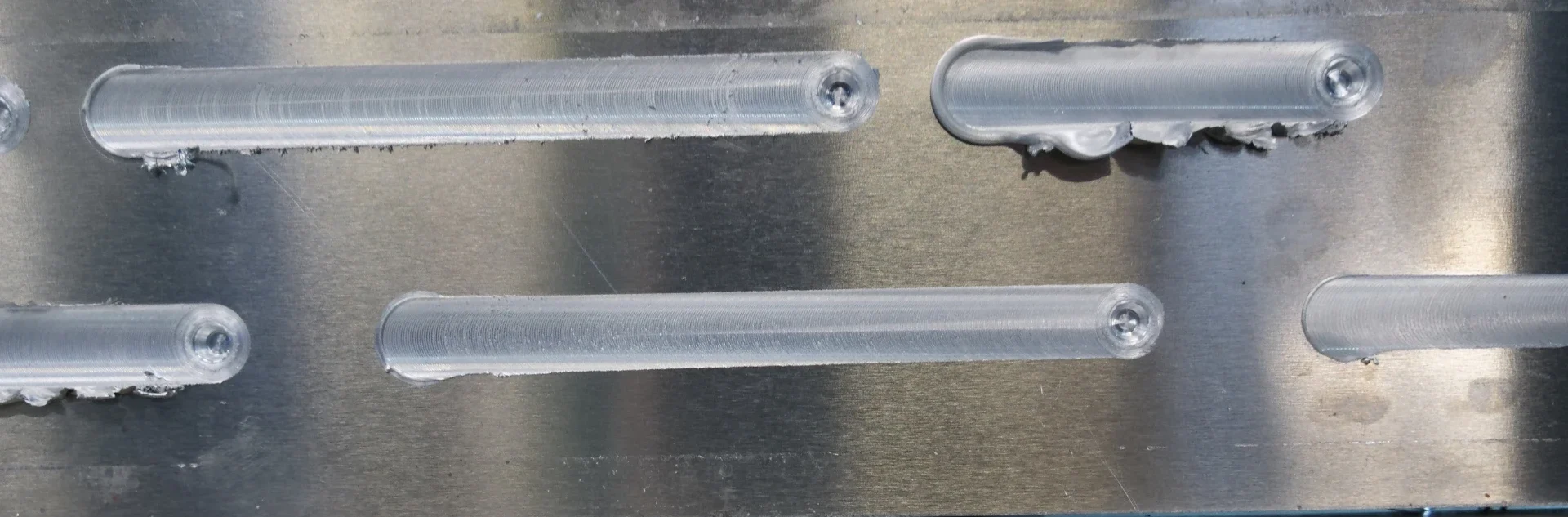
Ispezione visiva delle saldature FSW
Dopo aver eseguito le prime saldature, si esegue un’ispezione visiva per valutare la qualità della saldatura, determinando se era troppo calda, troppo fredda o alla giusta temperatura. Ciò è influenzato dalla velocità di rotazione e dalla velocità di avanzamento.

Nella FSW possono comparire diversi tipi di difetti a seconda del calore generato durante la saldatura:
Per facilitare la definizione di questi parametri di saldatura, è molto utile misurare la temperatura in tempo reale durante l’operazione di saldatura utilizzando un portautensili dotato di un sensore di temperatura.
Caratterizzazione distruttiva e adattamento dei parametri di saldatura FSW
Controllo distruttivo e non distruttivo nella saldatura FSW
Ilcontrollo della qualità delle saldatureFSW è essenziale per garantire l’affidabilità e le prestazioni delle strutture saldate in varie applicazioni industriali. Per garantire che le saldature FSW soddisfino gli standard di qualità e sicurezza, sono necessari controlli rigorosi, utilizzando metodi distruttivi e non distruttivi per valutare l’integrità della saldatura.
I controlli distruttivi, come quelli conformi alle norme ISO 25239 o AWS D17.3, le prove di pressione e le prove di fatica, forniscono un’analisi approfondita della struttura interna e della resistenza meccanica delle saldature, anche se comportano la distruzione parziale o totale dei campioni. Le tecniche non distruttive, come l’esame visivo, l’ispezione a ultrasuoni, la radiografia a raggi X, la tomografia a raggi X, il test con colorante penetrante e il test a correnti parassite, rilevano i difetti interni e superficiali senza danneggiare le parti ispezionate.
Adattamento dei parametri FSW
Dopo il controllo di qualità delle saldature iniziali, i parametri di saldatura possono essere regolati in base ai risultati ottenuti.
Se sono presenti fori di tarlo , ridurre la velocità di rotazione o aumentare la forza di forgiatura per migliorare la plastificazione.
In caso di porosità nella saldatura, regolare la velocità di saldatura e la velocità di rotazione per bilanciare la generazione di calore e la miscelazione del materiale.
Se la penetrazione è insufficiente, regolare la forza di forgiatura o la lunghezza del perno.
Pertanto, il successo di un’operazione di saldatura FSW dipende in larga misura dalla padronanza dei suoi parametri. Comprendendo e regolando correttamente la scelta dell’utensile, la velocità di rotazione, la velocità di saldatura e la forza di forgiatura, i professionisti della saldatura possono evitare i difetti più comuni e garantire risultati ottimali.
La metodologia illustrata in questo articolo, che comprende il metodo a punti per l’ingresso del materiale, l’esecuzione di lunghezze iniziali rappresentative, l’ispezione visiva e la caratterizzazione distruttiva e non distruttiva, fornisce una chiara tabella di marcia per determinare e ottimizzare i parametri di saldatura FSW. Applicando queste tecniche, i saldatori possono migliorare la qualità delle loro saldature, soddisfare i requisiti tecnici e garantire la soddisfazione dei clienti.
Pronti per le prime saldature?
Non aspettate ad applicare questi suggerimenti per migliorare o iniziare i vostri processi di saldatura FSW. Per ulteriori informazioni e consigli sull’impostazione dei parametri ottimali per il vostro pezzo, contattateci e riceverete la consulenza dei nostri esperti.