
Soldadura FSW de paneles reforzados
El uso de paneles reforzados se ha desarrollado ampliamente en la industria. Estos paneles de aluminio constan de una chapa, la llamada piel, y unos refuerzos. Estos refuerzos tienen la ventaja de aumentar considerablemente la rigidez a la flexión de estas chapas de aluminio. Debido a las características mecánicas de estos paneles, el remachado o la soldadura MIG fueron durante mucho tiempo los únicos procesos de que disponía la industria para ensamblar estas piezas. Hoy en día, la soldadura FSW de paneles reforzados es cada vez más popular en las industrias de alta tecnología. La tecnología de soldadura por fricción-agitación permite fabricar paneles rígidos más ligeros y resistentes.

Definición y especificaciones técnicas de los paneles reforzados
Definición de paneles reforzados
Un panel reforzado es una pieza de aluminio compuesta de 2 partes:
Estos refuerzos son elementos longitudinales fijados a la piel en toda su longitud. Existen 2 tipos de refuerzos:
Características especiales de los paneles reforzados
Los paneles reforzados tienen características técnicas especiales que los hacen difíciles de soldar con las técnicas de soldadura convencionales.
Paneles rígidos de aluminio de alta resistencia
Los paneles reforzados se fabrican con aleaciones de aluminio. En el sector aeroespacial, las piezas se fabrican principalmente con aluminio 2000 o 7000. La serie 2000 se caracteriza por su gran solidez y resistencia al calor. La familia 7000 de aluminio se valora por su gran resistencia mecánica. Estas aleaciones tienen excelentes características técnicas, pero son susceptibles a la corrosión. También se sabe que estos grados son difíciles de soldar, excepto por FSW.
En la construcción naval, los paneles reforzados se fabrican con aluminio 5000, conocido por su buena deformabilidad y resistencia a la corrosión.
Paneles reforzados de gran longitud
Los paneles reforzados son piezas metálicas muy largas de hasta 12 metros de longitud. El tamaño de la pieza es un factor que debe tenerse en cuenta a la hora de elegir la técnica de unión. Además, durante el proceso de soldadura, se requiere una sujeción local para sostener estos grandes paneles. Se utilizan herramientas de sujeción especiales para sujetar las piezas durante el proceso de unión.


Paneles reforzados de gran longitud: suelos para transbordadores – Marine Aluminium Norway
Geometría de los paneles reforzados
Los paneles de aluminio reforzados tienen una geometría especial (rigidizador en T, rectangular, triangular, omega). Esta característica geométrica hace que sean difíciles de soldar con los procesos tradicionales.
Además, los refuerzos se fabrican mediante una técnica denominada «extrusión». Este proceso de fabricación mecánica consiste en comprimir a presión un material en un formato determinado. Las piezas resultantes pueden variar en geometría, grosor y planitud. Por lo tanto, es esencial realizar la operación de soldadura con el cabezal FSW por control de fuerza y no por control de posición.
Ejemplos de utilización de paneles reforzados en la industria
Los paneles reforzados se utilizan habitualmente en varios sectores industriales y civiles: aeroespacial, ingeniería civil, automoción, aeronáutica y náutica. De hecho, el rigidizador ofrece varias ventajas para las industrias avanzadas. Su principal ventaja es que aumentan significativamente la rigidez a la flexión del panel al tiempo que garantizan un volumen mínimo de material adicional. Stirweld trabaja con clientes de los sectores aeroespacial y naval para fabricar estas estructuras rigidizadas.
Paneles reforzados para la industria aeroespacial
El aeroespacial es un sector en el que los paneles reforzados tienen muchas aplicaciones. Estos paneles reforzados se utilizan para sustituir estructuras planas largas. La soldadura FSW de estos paneles permite mejorar las prestaciones específicas de la pieza. La soldadura por fricción-agitación evita la necesidad de taladrar durante el remachado y la reducción inherente de la resistencia (especialmente en fatiga debido a la concentración de tensiones creada por el orificio del remache).
Los paneles autoendurecidos se encuentran en los suelos de aviones y aeronaves. El Eclipse 500, clasificado como avión de reacción ligero, estaba equipado con paneles reforzados de aluminio.
Los paneles reforzados también se utilizan en la fabricación de depósitos de aluminio. Estas estructuras más pequeñas y ligeras sustituyen a los grandes depósitos, liberando espacio y reduciendo el peso de los equipos.


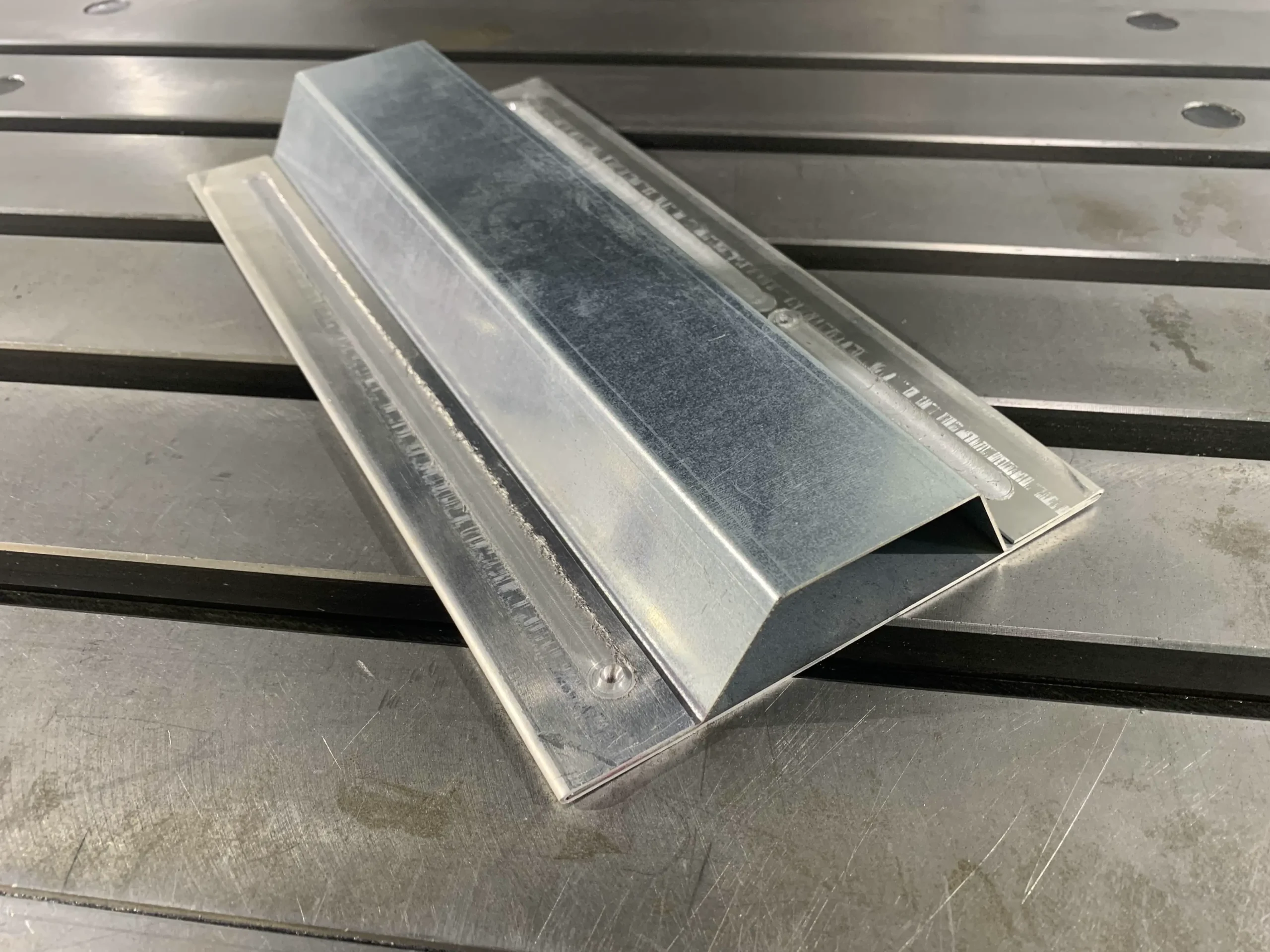
Paneles reforzados para el sector aeroespacial: ensamblaje FSW y plegado de perfiles en T.
Como parte de la transición energética, el uso de paneles de aluminio se está convirtiendo en norma en la construcción naval europea. El aluminio tiene la ventaja de ser un metal ligero, no corrosivo y reciclable. Así pues, la soldadura FSW de paneles reforzados se está desarrollando en el sector marítimo.
Los paneles reforzados se utilizan, por ejemplo, en el diseño de puentes para aumentar su durabilidad.

400 000 m de soldadura FSW sin defectos en un crucero europeo.
Procesos de unión convencionales para paneles rigidizados: uniones mecánicas
La piel y el rigidizador, que componen el panel reforzado, se unen en su mayoría mediante procesos de unión mecánica. Las técnicas de unión más comunes son el remachado y el atornillado.
La adhesión de metales es un proceso de unión reciente y en expansión. La adhesión se utiliza sobre todo en la industria aeronáutica. Sin embargo, esta técnica proporciona menos resistencia que otros procesos mecánicos existentes. Además, la unión del aluminio exige una limpieza extrema de las superficies que se van a unir, lo que requiere un decapado químico contaminante y costoso.
Por último, es muy difícil soldar paneles reforzados mediante procesos de soldadura por arco convencionales, como TIG o MIG: presencia de porosidad o adherencia en la soldadura, agrietamiento en caliente de ciertas aleaciones de aluminio no soldables (6000, 2000 y 7000). En efecto, las aleaciones de aluminio utilizadas (6000, 2000 y 7000) y la geometría de las piezas requieren una técnica de soldadura más avanzada como la FSW. ¿Por qué? Porque con la FSW no alcanzamos el punto de fusión, por lo que no hay riesgo de porosidad, adherencia o agrietamiento en caliente.
Remachado de paneles reforzados
El remachado es un proceso para unir dos o más piezas de forma permanente. Se taladran las piezas a unir para colocar el remache. Desarrollado al mismo tiempo que el uso intensivo del acero, el remachado es el método de unión permanente más conocido y renombrado. Las principales ventajas del remachado son la durabilidad de la fijación y su precisión. A diferencia del atornillado, el remachado tiene la ventaja de que no es necesario introducir roscas.
Sin embargo, las vibraciones y los ciclos de fatiga de las estructuras en las que se instalan los paneles reforzados pueden provocar grietas en el orificio del remache. Por tanto, es necesario inspeccionar periódicamente los remaches para garantizar la fiabilidad a largo plazo de la estructura. La perforación de los componentes a unir también hace que la pieza sea susceptible a la corrosión.
Atornillado de los paneles reforzados
El atornillado es la unión de dos o más piezas por compresión con un tornillo de fijación.
Al igual que ocurre con el remachado, la perforación para el ensamblaje del panel rigidizado puede provocar una debilidad en la estructura final. En efecto, esta técnica de fijación implica perforaciones que hacen que la pieza ensamblada sea vulnerable a la corrosión y a la fatiga cíclica.
Ventajas de la soldadura FSW para paneles reforzados
Definición del proceso de FSW
FSW hace referencia al proceso de soldadura por fricción-agitación inventado por The Welding Institute en 1991. Esta técnica consiste en ensamblar, en estado sólido, dos o más piezas llevándolas a un estado pastoso mediante un pin giratorio.
Esta revolucionaria tecnología ha hecho posible soldar aleaciones de aluminio que se consideraban imposibles de soldar. La soldadura por fricción-agitación también facilita la soldadura de piezas que no son similares en cuanto a material, geometría o grosor.
Soldadura por fricción-agitación para unir paneles reforzados
Las dos configuraciones principales de la soldadura por fricción-agitación son la soldadura a tope y la soldadura de traslape.
En el contexto de la unión de la piel y los rigidizadores de un panel reforzado, el método más utilizado es la soldadura de traslape. Para realizar una soldadura de traslape, las piezas se colocan una encima de la otra.
La soldaduraa tope puede utilizarse más ocasionalmente en función de la geometría del panel rigidizado. Por ejemplo, esta configuración de soldadura se utiliza para unir varios paneles reforzados, uno al lado del otro.
Independientemente de la configuración de soldadura adoptada, las herramientas estándar de Stirweld garantizan una soldadura de alta resistencia para paneles rigidizados. Encontrará nuestras herramientas FSW en nuestro catálogo de herramientas.

Utillaje de sujeción local para la soldadura FSW sin defectos de paneles reforzados.
Ventajas de la soldadura por fricción-agitación de paneles reforzados
La soldadura FSW ofrece varias ventajas para la fabricación de paneles reforzados. Esta revolucionaria tecnología tiene muchas aplicaciones en la industria. Las principales ventajas de la soldadura FSW de paneles reforzados son la durabilidad, la estanqueidad, así como ventajas en aspectos económicos y ecológicos.
La soldadura por fricción-agitación es un método de unión permanente e irreversible. Tiene la ventaja adicional de que no es necesario taladrar ni colocar elementos externos. Esta técnica de montaje permite mantener el aspecto no corrosivo del panel de aluminio. Una vez soldado e instalado, no es necesario inspeccionar posteriormente el panel reforzado para asegurarse de que las fijaciones están bien sujetas.
Además, la soldadura FSW de la piel y los rigidizadores puede realizarse mucho más rápido que con los métodos de unión mecánica. El ahorro de tiempo es aún más notable en paneles muy grandes.
El ahorro de tiempo se debe a que la FSW no requiere ninguna preparación ni desengrasado de las piezas antes de la soldadura. Tampoco es necesario repasar las piezas después de soldarlas. Todas estas ventajas del FSW lo convierten en un proceso respetuoso con el medio ambiente.
El uso de la soldadura por fricción-agitación también ahorra dinero en términos de compra y producción. De hecho, el cabezal de soldadura FSW de Stirweld puede instalarse en máquinas herramienta existentes, lo que representa un coste de inversión mucho menor que el de una máquina especial, por ejemplo.
En términos de resistencia mecánica, la soldadura por fricción-agitación da lugar a paneles reforzados, sellados y de alta resistencia. Esta innovadora técnica de soldadura preserva las propiedades mecánicas de los metales soldados. De hecho, durante una operación de FSW, el punto de fusión de los materiales no se alcanza.
La FSW también permite fabricar paneles reforzados más anchos y delgados. La anchura de un perfil suele limitarse a 300 mm, la anchura máxima de una matriz de extrusión. La soldadura por fricción-agitación permite superar este límite uniendo varias piezas de aluminio. Además, la optimización del perfil unido mediante FSW limita las formas innecesarias y garantiza así paneles más ligeros y resistentes.
Cualificación de la soldadura FSW de paneles reforzados
Para garantizar la resistencia de la soldadura FSW, se realizan comprobaciones en cupones representativos de cada proyecto. Se trata de realizar una soldadura de 600 mm de longitud en una pieza prototipo simplificada. Esta muestra es representativa tanto en términos de calidades de aluminio como de grosor en comparación con el panel reforzado final.
Estas pruebas son necesarias para definir los 4 parámetros de soldadura FSW: herramienta FSW, velocidad de avance, velocidad de rotación y fuerza de forja.
A continuación, se realizan pruebas para examinar la calidad de la soldadura FSW de acuerdo con la norma FSW ISO 25239, que requiere dos secciones transversales y dos curvas en S. El examen macrográfico de la junta soldada garantiza que el panel está libre de porosidad. La prueba de doblado consiste en retorcer la soldadura para comprobar su resistencia. Estos controles se realizan dos veces a lo largo del cordón de soldadura para garantizar la calidad de la soldadura en toda su longitud.

Paralelamente a estas pruebas de soldadura, Stirweld puede realizar un estudio de prototipado para el montaje de paneles reforzados. Esta fase de estudio permite a Stirweld apoyar al cliente en la integración del FSW en su proceso industrial.
A continuación, el equipo de Stirweld sigue prestando apoyo durante la fase de industrialización en las instalaciones del cliente.
El ensamblaje de paneles reforzados requiere un proceso que debe combinar la resistencia y la capacidad de unir grandes chapas garantizando al mismo tiempo la resistencia y ligereza de las estructuras.
La FSW es una tecnología de ensamblaje madura que ya se ha democratizado en las industrias del automóvil (bandeja de baterías), ferroviaria (paneles laterales de automóviles), aeronáutica y naval (suelo). Esta técnica de soldadura por fricción-agitación es ahora una solución pertinente para la fabricación de paneles reforzados. Stirweld ha trabajado con clientes como Ariane para la soldadura FSW de los paneles reforzados que componen los lanzadores del cohete Ariane 6.
¿Quiere saber más?
Contacta a nuestro equipo de expertos en tecnología FSW