
Soldadura FSW: comparación entre la soldadura a tope y de traslape
La soldadura por fricción-agitación puede llevarse a cabo de dos formas: a tope o de traslape. En este artículo revisamos estos tipos de soldaduras FSW, profundizando en las diferencias entre ambas. ¡Sigue leyendo y resuelve todas tus dudas!

Pero, en primer lugar, ¿sabe lo que es la soldadura a tope y la soldadura de traslape? Si la respuesta es no, no se preocupe y ¡siga la guía!
Soldadura a tope
Para realizar la soldadura a tope, colocamos las piezas a soldar una al lado de la otra.
Dentro de la categoría de soldadura a tope, hay 3 formas de colocar las piezas a soldar durante el proceso FSW: junta a tope cuadrada, junta a tope de borde y junta a tope en T.

Junta a tope cuadrada

Junta a tope de borde

Junta a tope en T
En el siguiente corte transversal, podemos ver cómo se produce la soldadura a tope de forma interna, en una soldadura de 2 mm de espesor:

Corte transversal de una soldadura FSW a tope
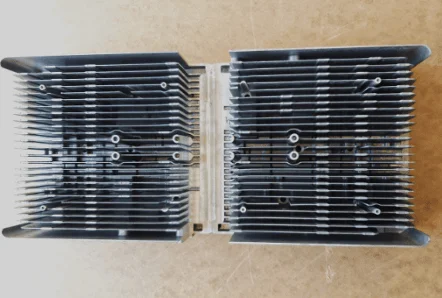
Un buen ejemplo de una aplicación en la que se realiza una soldadura a tope es en la fabricación de disipadores de calor:


Disipador de calor para la e-movilidad soldado mediante FSW
Por ejemplo, en este disipador de calor para la e-movilidad, se coloca una cubierta sobre la carcasa por la que circula agua fría. Está soldada al disipador de calor usando FSW, específicamente una soldadura a tope.
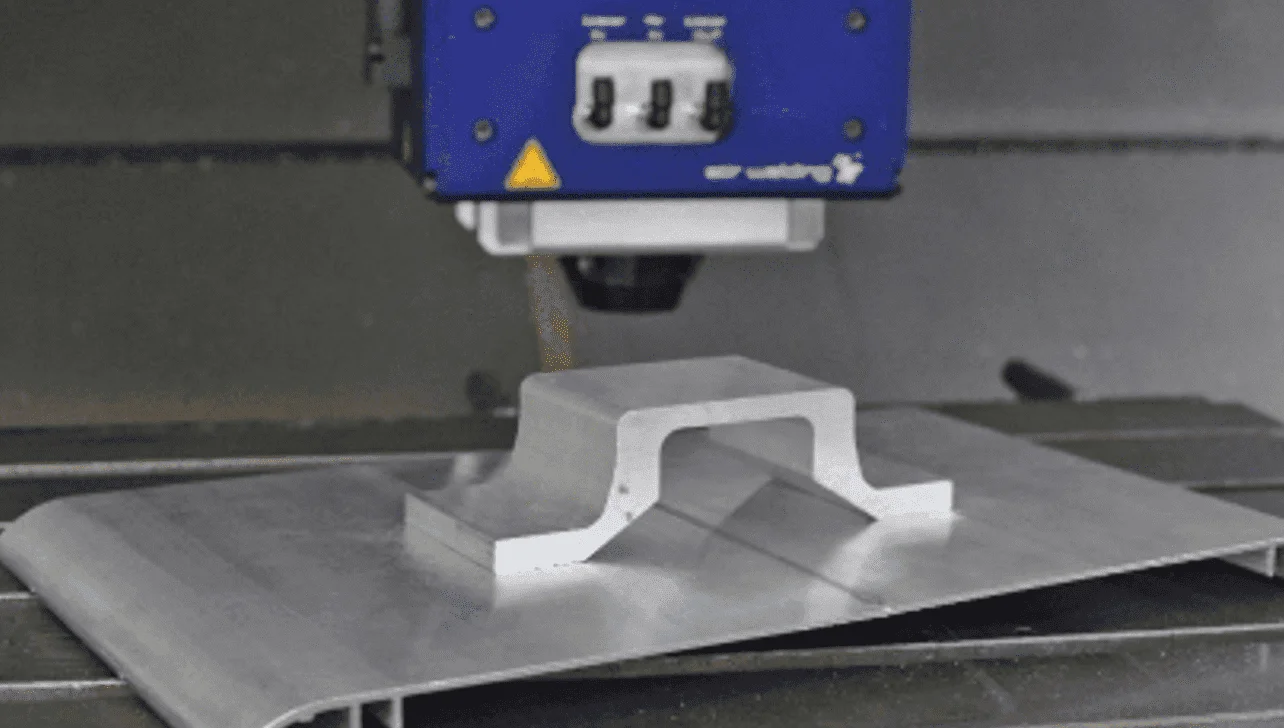
Otro ejemplo de soldadura a tope puede verse en estas dos piezas moldeadas mediante rheocasting y soldadas mediante FSW (soldadura FSW de componentes más complejos que antes no eran moldeables):

Soldadura FSW de dos piezas moldeadas mediante rheocasting
Soldadura de traslape
Alternativamente, para realizar la soldadura de traslape, las piezas se colocan una sobre otra:
De nuevo, hay tres posiciones que pueden adoptarse para llevar a cabo la soldadura de traslape FSW: traslape, traslape múltiple y traslape en T.

Soldadura de traslape

Soldadura de traslape múltiple

Soldadura de traslape en T
Este tipo de soldadura, internamente, presenta este aspecto (con un grosor de soldadura de 5 mm):

Corte transversal de una soldadura FSW de traslape
La soldadura de traslape se utiliza, por ejemplo, para sustituir el remachado, para realizar la soldadura de los soportes de cobre o incluso al llevar a cabo la sustitución del cobre por el aluminio:

Sustitución de remaches por soldadura FSW para esta aplicación mixta 2024-T3 y 7075-T6.

Soldadura FSW por puntos de un conector de cobre estañado en un cable de cobre.
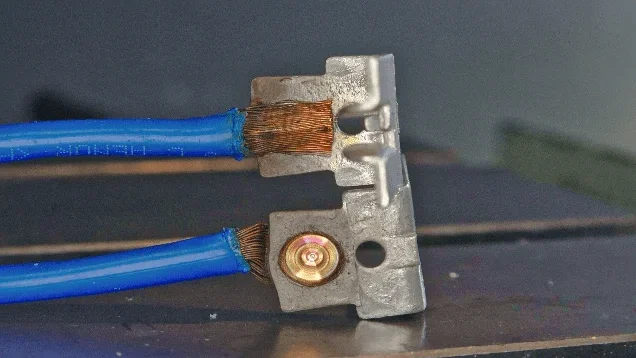
Soldadura FSW de cobre sobre aluminio.
Soldadura a tope y de traslape
In addition, it is possible to use both types of welding in the same application, as it is the case of rigid panel manufacturing.

La decisión de seleccionar la soldadura a tope o de traslape como el tipo de soldadura a realizar depende de la aplicación a la que se destina la soldadura por fricción-agitación. Sin embargo, debe tener en cuenta que la elección del tipo de soldadura tiene un impacto en 5 puntos:
Es importante ser consciente de estas diferencias para seleccionar, de la manera más eficiente, el tipo de soldadura. En consecuencia, explicamos cada una de ellas punto por punto a continuación.
Defectos FSW comunes en la soldadura a tope y de traslape
Cuando se lleva a cabo el proceso de soldadura por fricción-agitación, pueden producirse defectos. Es necesario prestar especial atención para evitarlos y así lograr una alta calidad de la soldadura. Algunos de ellos pueden ocurrir independientemente de la posición de las piezas al soldar, es decir, pueden ocurrir tanto si se trata de una soldadura a tope como de traslape.
Por ejemplo, los tipos de defectos que pueden aparecer independientemente de si se trata de una soldadura a tope o de traslape son las rebabas y el agujero de gusano (ambos pueden ser vistos a simple vista):

Rebabas

Agujero de gusano
Sin embargo, hay otros tipos de defectos de FSW que se asocian específicamente con la soldadura a tope o de traslape.
Defectos FSW comunes en la soldadura a tope
En el caso de una soldadura a tope, debemos ser muy cuidadosos para detectar si se produce la falta de penetración.
Este defecto surge cuando la herramienta FSW no atraviesa completamente las piezas, dejando una parte de ellas sin soldar. No es posible ver este defecto a simple vista, ya que se trata de un defecto interno.
Cuando observamos el defecto de forma interna, podemos ver que las piezas no han sido soldadas, sino simplemente pegadas. En las siguientes imágenes, podemos ver la línea que separa ambas partes y muestra que no están soldadas (ya que las partes no han sido removidas creando una única pieza):

Falta de penetración

Sin embargo, no debemos preocuparnos demasiado por este defecto, ya que es fácilmente evitable. Por lo tanto, si nos centramos en este punto, llevar a cabo la soldadura a tope es más sencillo que la soldadura de traslape.
Defectos FSW comunes en la soldadura de traslape
Al hablar de los defectos que pueden ocurrir al realizar una soldadura de traslape, debemos tener en cuenta el hooking y kissing-bond:
Por un lado, el kissing-bond se produce cuando la interfaz entre los dos metales que se unen no se calienta ni se agita lo suficiente, lo que da lugar a una capa de óxido remanente. En la interfaz, puede haber poca o ninguna unión, lo que aumenta la tensión local en la soldadura durante la solicitación mecánica. En el caso de la soldadura de traslape, la disrupción de óxido en la interfaz de la lámina es más difícil que en la soldadura a tope debido a la orientación de la interfaz de la unión con respecto a la herramienta FSW.
Por otro lado, el defecto conocido como hooking se forma cuando la interfaz entre las dos hojas que se unen se agita en la hoja superior, lo que reduce efectivamente el área de la sección transversal de la hoja superior. El defecto hooking se produce en la TMAZ de la AS (TMAZ = Zona Térmica Mecánica Afectada). Además, la forma y la dirección vertical de la muesca pueden reducir las propiedades mecánicas actuando como sitio de iniciación de la grieta durante la carga transversal. Finalmente, se observa un adelgazamiento de la lámina superior en ambos lados. Este adelgazamiento se debe a la elevación de la interfaz en la lámina superior, reduciendo así su sección transversal.

Hooking
En la siguiente imagen, podemos ver cómo ambos defectos se han producido en la misma soldadura de traslape:

Al contrario de lo que ocurre con la falta de penetración, es más difícil evitar que se produzcan los defectos hooking y kissing-bond. Para ello es necesario contar con expertos que realicen los parámetros de soldadura adecuados y utilizar la herramienta FSW correcta. Pero no se preocupe, desde Stirweld podemos ayudarle.
Resistencia de la soldadura FSW
Los defectos previamente anunciados tienen un fuerte impacto en la resistencia mecánica al realizar la soldadura por fricción-agitación.
El defecto hooking crea una iniciación de grietas y consecuentemente reduce la resistencia a la fatiga. Este defecto no produce una rotura directa de la pieza soldada pero, con el tiempo, como las dos partes no están completamente soldadas sino simplemente enganchadas, ambas partes podrían terminar separándose:

Visualización de hooking en sección transversal.

Un defecto muy grave por las fuerzas aplicadas a la placa superior en la dirección que vemos arriba.
Pasando a hablar específicamente del defecto kissing-bond, al ser una zona no agitada reducimos la sección de soldadura. Es decir, reducimos la resistencia mecánica de la soldadura debido a que la soldadura es más pequeña.
Estos defectos (hokking y kissing-bond) son los que afectan directamente a la resistencia de la soldadura, y ambos se pueden encontrar en la soldadura de traslape. Por lo tanto, las soldaduras de traslape generalmente tienen una resistencia menor que las soldaduras a tope.

Velocidad de soldadura FSW
Como ya hemos mencionado, el hooking y el kissing-bond se deben a un escaso fenómeno de agitación. Por lo tanto, para evitar que estos defectos ocurran, debemos aumentar el efecto de la agitación, lo que se logra reduciendo la velocidad de soldadura FSW.
Por lo tanto, al comparar las soldaduras a tope y de traslape, debemos tener en cuenta que la soldadura de traslape (siendo la que tiene la posibilidad de crear hooking y kissing-bond) es la que debe realizarse a una velocidad menor. Concretamente, la soldadura de traslape se suele realizar a una velocidad de 2,5 metros por minuto, mientras que la soldadura a tope se realiza a una velocidad de 3,0 metros por minuto.
Preparación de la superficie par FSW
Durante la soldadura por fricción-agitación, no introducimos material en la soldadura. Por lo tanto, la soldadura FSW no puede soportar una brecha importante entre los dos componentes que se van a soldar. En el caso de la soldadura a tope, el máximo espacio permitido es el 10% del espesor (hasta 10 milímetros). Si la brecha es mayor que este porcentaje, se produce un defecto en la soldadura. Por eso, antes de llevar a cabo una soldadura a tope, es importante realizar una preparación precisa del borde. Hay varias formas de realizar este proceso: corte por láser, corte por agua o mecanizado. Sin embargo, no se puede llevar a cabo mediante cizallamiento.
No se requiere preparación de los bordes para la soldadura FSW de traslape, ya que las piezas a soldar se colocan una encima de la otra. Además, no se necesita ninguna otra preparación de la superficie (ni desengrasado, ni cepillado).

Soldadura por fricción-agitación: sistema de sujeción
El mismo principio se aplica al sistema de sujeción. Dado que no puede existir un hueco de más del 10% del grosor de las piezas a soldar cuando se realiza una soldadura a tope, es de vital importancia tener un sistema de sujeción correcto. Este debe ser lo suficientemente preciso para evitar que se produzca un hueco mayor.
Este proceso se hace más sencillo al realizar una soldadura FSW de traslape. ¿Por qué? Debido a que la herramienta empuja una parte sobre la otra con una fuerza que reduce el espacio entre ambas.
Además, cuando se realiza una soldadura a tope, es imprescindible que la herramienta siga el recorrido de la unión. La razón de esto es que si la herramienta FSW se aleja de esta línea de unión, podríamos tener defectos como la falta de penetración. Por lo tanto, es importante que el sistema de sujeción asegure que la herramienta esté en la posición correcta en todo momento mientras se realiza la soldadura por fricción-agitación. Sin embargo, cuando se realiza una soldadura de traslape FSW no es necesario seguir ninguna línea de unión, por lo que el sistema de sujeción puede ser menos preciso.
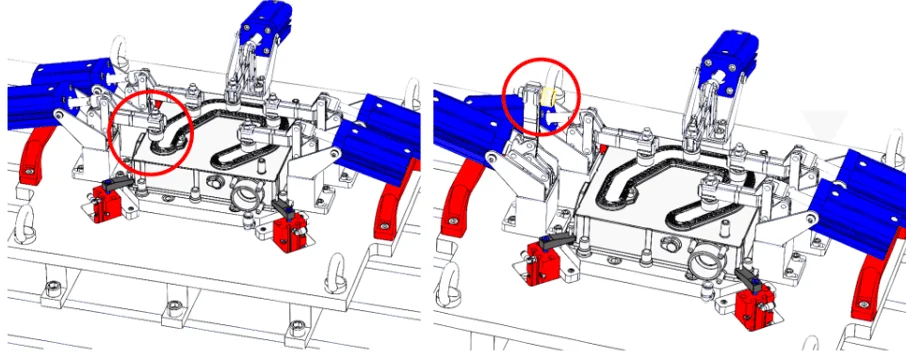
Plantilla automática para una soldadura a tope

Calidad del sellado FSW
Por último, cabe señalar que en ambos casos (soldadura a tope y de traslape), obtenemos soldaduras impermeables y herméticas. Por lo tanto, no es posible encontrar diferencias entre los dos tipos de soldadura FSW en lo que respecta a esta característica.

A lo largo de este artículo hemos profundizado en los diferentes tipos de soldadura FSW: a tope y de traslape. A continuación puede ver una infografía resumen que le ayudará a aclarar toda la información:

Si todavía tiene dudas sobre qué tipo de soldadura FSW se adapta mejor a su aplicación, no se preocupe: ¡podemos ayudarle a resolverlas! En Stirweld contamos con un equipo de profesionales cualificados que le guiarán en sus primeros pasos en la soldadura por fricción-agitación gracias a nuestra oficina de diseño.
No dude en contactarnos sin ningún compromiso.
¡Estamos aquí para ayudarle!