APPLICATION FSW
Plaque froide soudée par FSW
Gestion thermique optimisée par soudage par friction malaxage – performance équivalente au brasage sous vide, coût inférieur aux tubes en cuivre.

Pourquoi choisir le soudage par friction malaxage pour l’assemblage de votre plaque froide ?
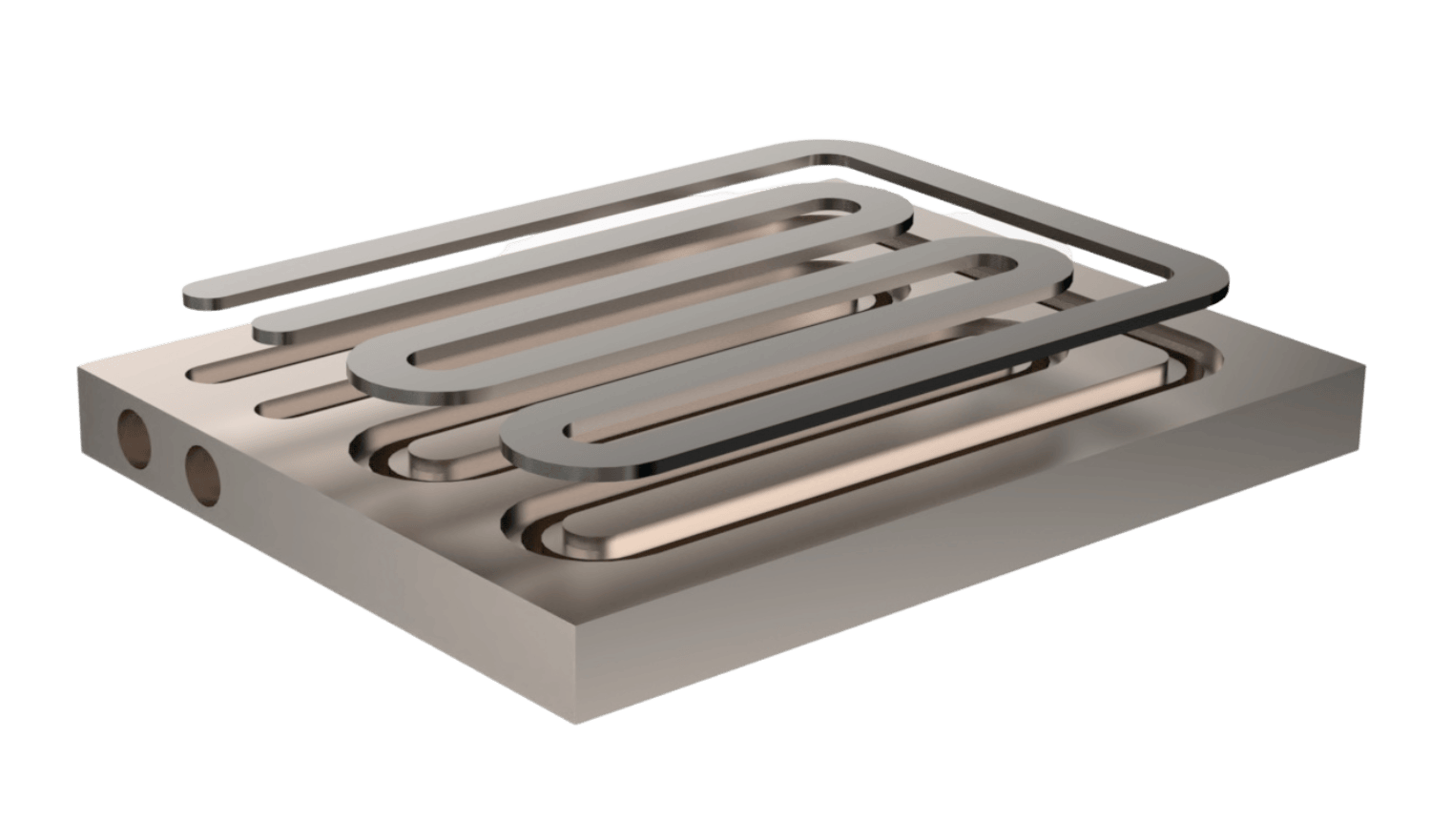
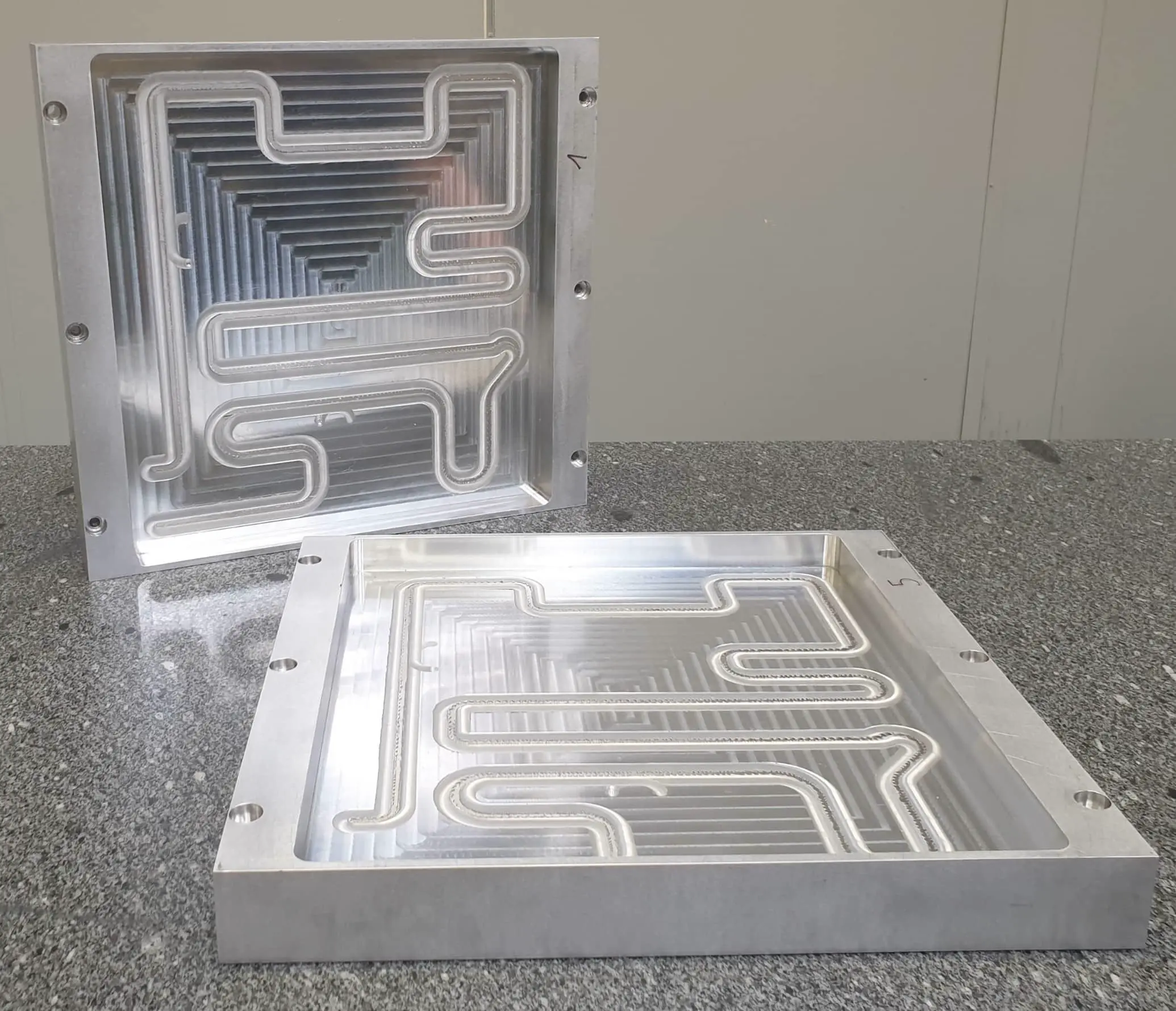
Les plaques froides utilisées dans le refroidissement électronique intègrent un boîtier avec canal de liquide de refroidissement et un capot, nécessitant étanchéité, efficacité thermique et durabilité à coût abordable. Le soudage par friction malaxage (FSW) satisfait efficacement à ces critères.

100% étanche
Le processus de soudage FSW, opérant à l’état solide, élimine la formation de porosités, assurant ainsi une étanchéité impeccable tant pour l’aluminium que pour le cuivre.

Boost thermique x2
Permet l’utilisation de matériaux à haute conductivité thermique comme l’AA1050 et le cuivre, doublant ainsi l’efficacité thermique.

Coût divisé par 10
Jusqu’à 10 fois moins cher que les méthodes traditionnelles comme les tubes en cuivre, le brasage ou les techniques de soudage conventionnelles.

Haute résistance
Atteint des résistances mécaniques allant jusqu’à 4300 psi (300 Bar) sans nécessité de traitement thermique post-soudage.
Spécifications techniques des plaques froides soudées par FSW

Pour garantir des résultats de soudage FSW optimaux pour votre plaque froide, plusieurs facteurs critiques doivent être évalués. Chacun d’entre eux contribue à la qualité globale, à la durabilité et aux performances du produit assemblé :
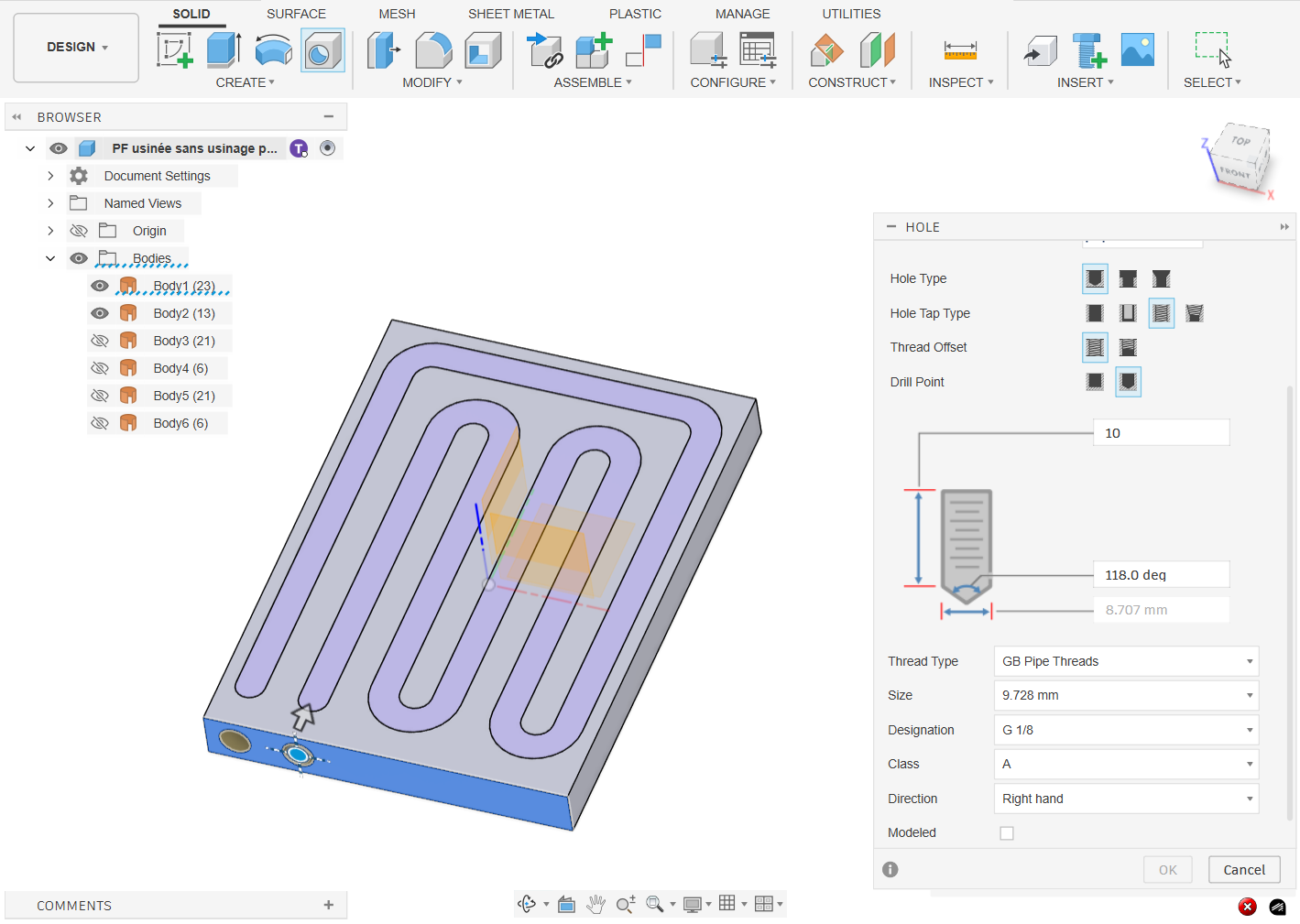
Les dimensions du capot revêtent une importance significative dans de multiples facettes de la fonctionnalité de la plaque froide, affectant non seulement le processus de soudage, mais aussi la résistance mécanique de l’unité finalement assemblée. Sélectionner soigneusement l’épaisseur et la largeur du capot devient une entreprise stratégique, car ces dimensions jouent un rôle crucial dans la capacité de la plaque froide à résister à la pression. Il existe généralement deux stratégies principales pour renforcer cette résistance : soit en augmentant l’épaisseur du capot pour une plus grande rigidité, soit en réduisant sa largeur pour minimiser la surface vulnérable au stress.
Notre équipe d’experts FSW possède une vaste expérience dans l’optimisation de ces variables et est entièrement équipée pour vous guider dans la conception idéale pour le soudage FSW de votre plaque froide. Pour garantir le succès de votre projet, nous proposons des services d’assistance à la conception spécialisés qui englobent la sélection des matériaux, l’optimisation des performances thermiques et l’assurance qualité.

La définition du chemin de l’outil et de la “Zone Morte” sont des aspects cruciaux dans le soudage par friction-malaxage, en particulier pour garantir la qualité et la précision du produit final. Le chemin de l’outil décrit la trajectoire exacte que prendra l’outil FSW, affectant considérablement l’uniformité et la résistance de la soudure. Pendant ce temps, la “Zone Morte” fait référence à la zone où l’outil FSW sort et la gestion de cette zone est cruciale pour obtenir une soudure propre et de haute qualité.
Des réglages incorrects dans l’un ou l’autre de ces aspects peuvent entraîner divers problèmes tels que des imperfections, des soudures plus faibles ou même des défaillances mécaniques. Notre équipe de spécialistes FSW est bien équipée pour fournir une consultation d’expert sur ces nuances techniques, vous aidant à éviter les pièges courants et à optimiser votre processus de soudage pour des résultats supérieurs.

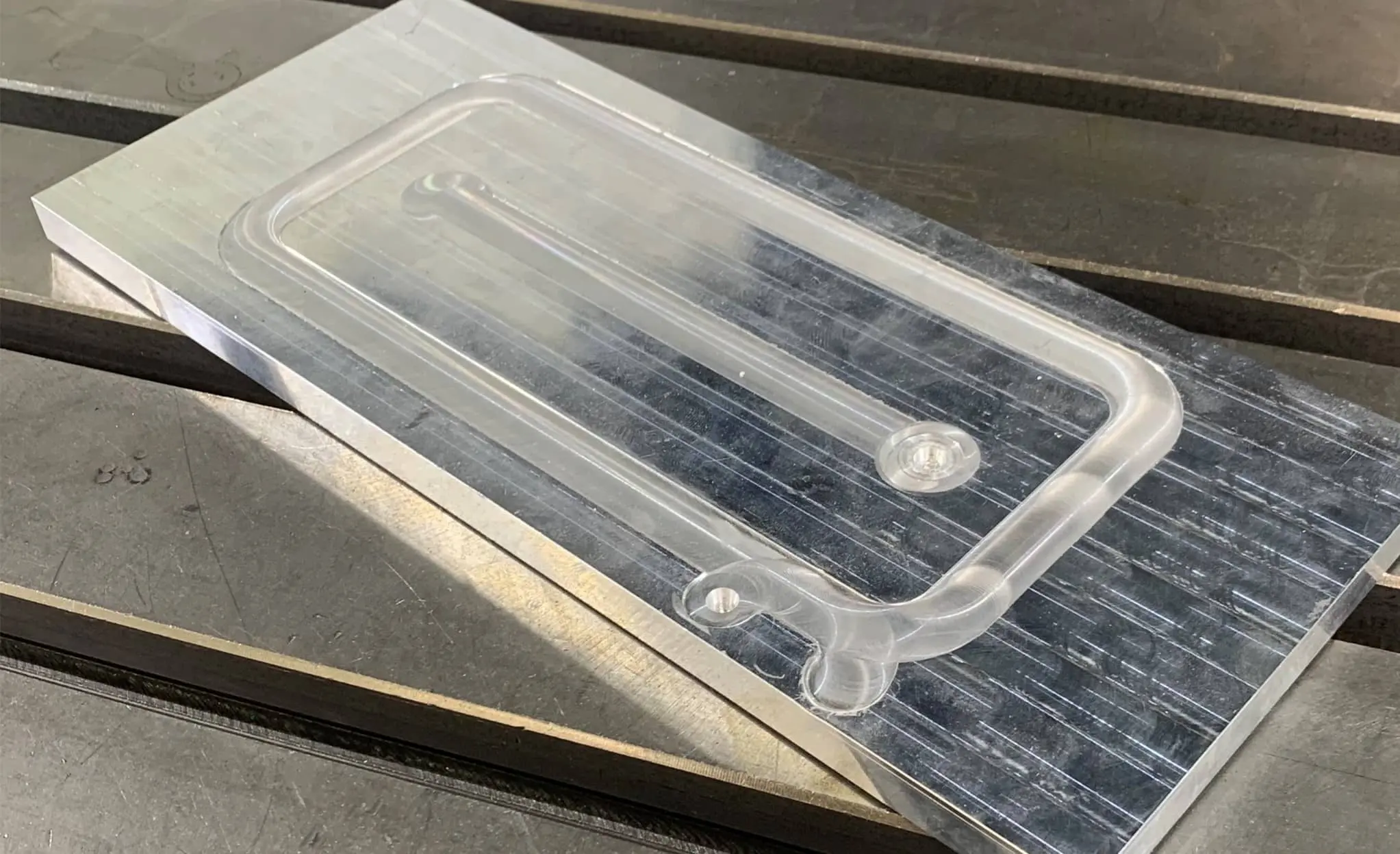
Test de pression
De l’air sous pression est introduit dans le canal de la plaque froide pour mesurer la résistance à l’éclatement du capot. Ce test aide à garantir que la plaque peut résister aux forces extérieures sans défaillance.

Test d’étanchéité
Il s’agit d’un test essentiel effectué pour confirmer la qualité de la plaque froide soudée. Un test d’étanchéité réussi garantit qu’il n’y a pas de fuites et que le joint soudé a une étanchéité solide et hermétique.

Gestion thermique
La caractérisation expérimentale de la résistance thermique et de la chute de pression dans la plaque froide est entreprise. Ce processus évalue l’efficacité de la plaque froide à dissiper la chaleur, ce qui est crucial pour les applications dans des environnements exigeants.

Test visuel
Le test visuel vise à identifier la présence de flash excessifs. Il vérifie également si la force appliquée par l’épaulement sur la surface de la pièce était adéquate. Une force inadéquate ou un flash excessif pourrait indiquer des faiblesses potentielles dans le soudage.

Temps de soudage : 1 min
Temps de soudage : 3 min

Temps de soudage: 2 min

Temps de soudage: 1 min

Temps de soudage: 5 min

Temps de soudage : 1 min

Temps de soudage : 2 min
Temps de soudage : 10 min
Un projet en tête ?
Découvrez tout le potentiel de votre projet de plaque froide avec notre Guide de Conception FSW. Notre manuel couvre tout, de l’introduction au Friction Stir Welding et ses avantages dans l’assemblage de plaques froides liquides, à une explication détaillée du processus FSW lui-même. Remplissez le formulaire pour demander votre Guide de Conception personnalisé et laissez nos experts vous aider à chaque étape du processus.
Le soudage par Friction Malaxage appliqué aux plaques froides en temps réel

Comparaison entre FSW et les techniques traditionnelles d’assemblage de plaques froides
Soudage par friction-malaxage vs. Tubage en cuivre
Lorsqu’on compare les méthodes d’assemblage pour les plaques froides, les avantages du soudage par friction malaxage par rapport à la technique des tubes en cuivre sont manifestes. La méthode des tubes en cuivre, tout d’abord, limite les capacités de refroidissement en rendant difficile l’atteinte d’une haute densité de canaux. De plus, sa fiabilité en matière de conductivité thermique est affaiblie par des étapes de fabrication complexes, incluant le cintrage, l’application de pâte thermique, et l’hydroformage. En outre, l’utilisation de tubes en cuivre sur une plaque froide en aluminium comporte un risque de corrosion bimétallique sous certaines conditions.

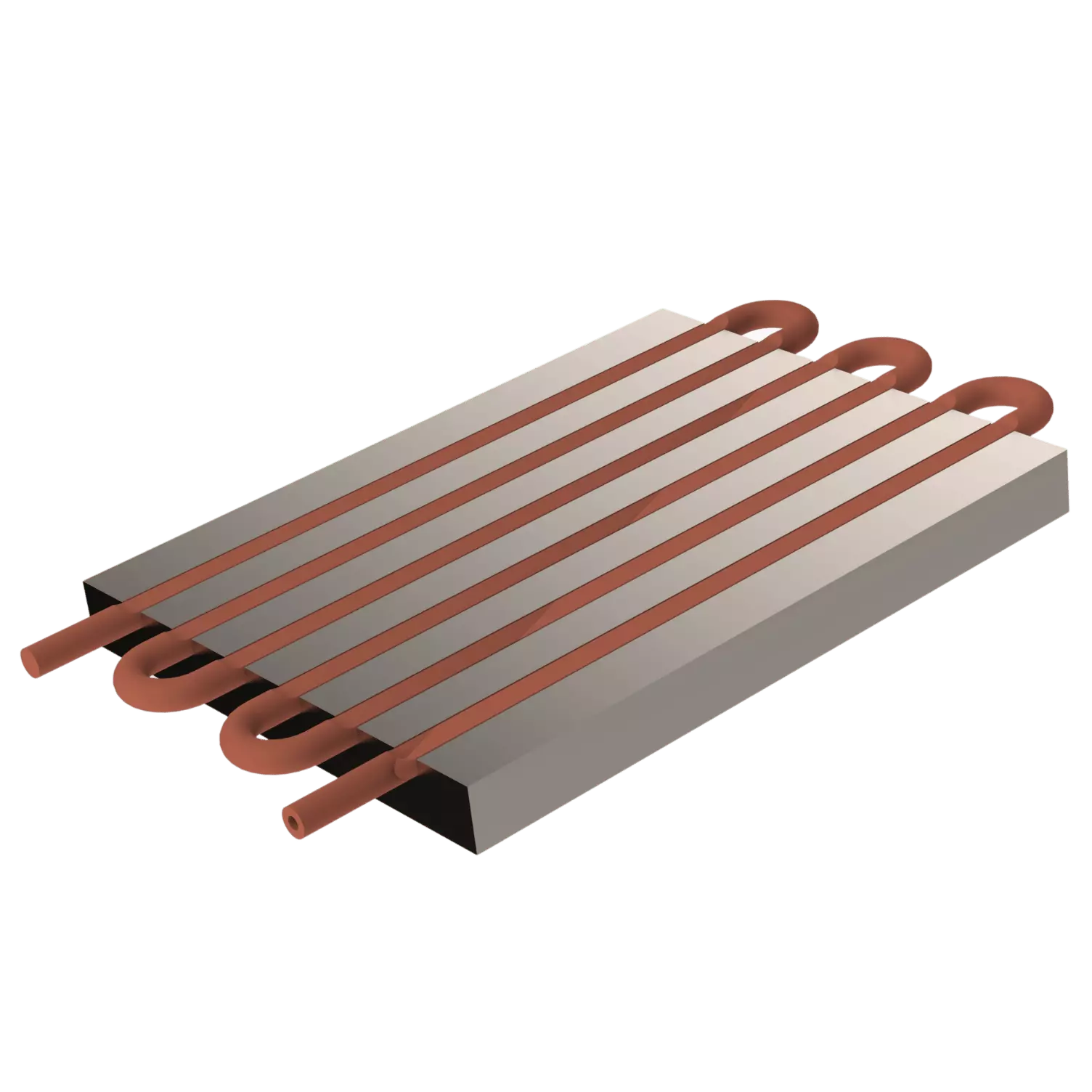
En contraste, le soudage par friction malaxage offre des avantages notables. Avec cette méthode, il n’est pas nécessaire de souder le tube aux connecteurs d’extrémité (collecteur) ; les connecteurs sont directement usinés dans le boîtier. Ce processus supprime aussi le besoin d’un revêtement époxy et des étapes de pressage et séchage associées. Globalement, le soudage par friction malaxage représente une méthode plus fiable et simplifiée pour l’assemblage des plaques froides.
Soudage par Friction Malaxage vs. Forage au canon
Le forage au canon, utilisé dans la conception des plaques froides, est limité par ses propres contraintes. Il restreint la surface de refroidissement, obligeant les chemins de liquide à suivre des lignes droites. Cette limitation devient critique pour les plaques froides de plus de 500 mm de long, où la précision et la cohérence du forage sont mises à l’épreuve. De plus, cette technique rend les connecteurs particulièrement vulnérables aux fuites.
À l’opposé, le soudage par friction malaxage permet la création de chemins de refroidissement plus complexes, gère aisément les plaques de grande longueur et assure des connecteurs sûrs et étanches. Cette méthode se révèle ainsi comme une solution de refroidissement plus fiable et efficace.

Soudage par Friction Malaxage vs. Brasage sous vide
Lorsqu’il s’agit d’assemblage de plaques froides, le coût et la sécurité sont deux facteurs cruciaux qui dictent souvent le choix de la technologie. Le soudage par friction-malaxage et le brasage sous vide représentent deux paradigmes différents à la fois en termes de coût et de sécurité.
Impact des coûts sur les technologies de plaques froides
Soudage par Friction-Malaxage
En utilisant une tête de soudage FSW pour les centres d’usinage, vous pouvez réduire vos coûts jusqu’à 10 fois :
Brasage sous vide
Les coûts totaux des opérations de brasage sous vide sont élevés :
Considérations de sécurité dans l’assemblage de plaques froides
Soudage par Friction-Malaxage
Le FSW est une méthode sûre, conforme aux normes de sécurité spécifiques à l’usinage. Il garantit également la santé de l’opérateur car il ne produit ni gaz ni fumée.
Brasage sous vide
Le brasage sous vide présente un risque de fuite en raison de l’absence de détection initiale des défauts de liaison et des défaillances liées à la pression.
Intéressé par un examen détaillé des avantages du FSW par rapport aux techniques traditionnelles ? Consultez notre article de blog complet Plaque froide : assemblage par FSW pour plus de performances et plus d’économies.
Gestion thermique et plaques froides: enjeux majeurs pour des secteurs critiques
Une gestion thermique efficace est cruciale dans plusieurs secteurs, car elle répond à des enjeux comme la réduction des coûts et l’allégement des équipements. Minimiser la perte de pression est également primordial. La qualité, surtout face aux contraintes thermomécaniques, est indispensable. Notamment, la planéité de la surface des plaques froides doit être parfaite pour garantir un contact thermique optimal avec les composants électroniques.
Les plaques froides jouent un rôle central dans de nombreux secteurs où la régulation thermique est de la plus haute importance :




Énergie
Solutions Thermiques Durables

Centres de données
Solutions de refroidissement efficaces



Ils nous font confiance
« Le FSW est une technologie complémentaire à celle que nous utilisions jusqu’à présent, à savoir le brasage, et nous permet, pour certains projets, de proposer des solutions plus simples et plus rapides à mettre en œuvre. L’intégration du FSW nous a permis de nous positionner sur des projets où nous n’étions pas suffisamment performants. Pour certains projets clients, nous sommes plus efficaces avec le FSW. Les avantages résident dans l’étanchéité et les délais de livraison par rapport au brasage. C’est votre réactivité et votre proximité qui ont motivé ce choix. »

Robert GLEMOT
CEO de Prolann
“Chez Calip, nous utilisons la technologie de soudage par friction-malaxage pour trois raisons principales. Premièrement, pour des raisons d’étanchéité. Nos clients viennent souvent à nous avec des défis d’étanchéité pour leurs composants et nous constatons que le FSW offre la seule solution fiable. Deuxièmement, nous apprécions la résistance mécanique que le FSW offre. Comme nous travaillons avec des profils très grands qui nécessitent parfois un réassemblage, la résistance mécanique de la soudure est cruciale. Le troisième avantage est la répétabilité, qui garantit une qualité constante sur plusieurs soudures.”

Gabriel Venet
Doctor en génie mécanique


“Deux raisons essentielles nous ont conduit à choisir le soudage par friction malaxage. Tout d’abord, il nous permet de sécuriser les opérations d’assemblage entre le boîtier et le capot qui constituent le dissipateur thermique. Ensuite, nous souhaitions utiliser une technologie plus simple et fiabiliser l’opération. La technologie FSW permet non seulement de simplifier le processus industriel mais est également plus sûre et peut conduire à des réductions de coûts significatives.”

X.A.
Développement des fournisseurs

Approfondissez vos connaissances : nos ressources sur le soudage FSW de plaques froides
Pour en apprendre davantage sur le soudage de plaques froides par FSW, découvrez nos ressources variées incluant webinaires, articles et livres blancs. Accédez à un éventail d’informations perspicaces que nous avons soigneusement préparées en cliquant ci-dessous.
Webinaire – 45 min – Replay
Gestion thermique : pourquoi choisir le FSW pour l’assemblage de votre plaque froide ?
Explorez comment maximiser l’efficacité de vos assemblages de plaques froides tout en réduisant les coûts. Notre webinaire exclusif et gratuit vous dévoilera les avantages moins évidents du soudage par friction malaxage pour les plaques froides liquides.
Articles de blog – 5 min
Plaque froide usinée soudée par FSW : la réponse aux challenges de la gestion thermique
Plaque froide : assemblage par FSW pour plus de performances et plus d’économies
Livre blanc – 20 min
Surmonter les défis de fabrication de plaques froides
Explorez les possibilités offertes par le soudage par friction malaxage dans la production de plaques froides liquides à travers notre livre blanc concis. Apprenez comment aborder les défis majeurs et convertir les problématiques de fabrication en opportunités.

Livre blanc – 20 min
Gestion thermique : plaque froide liquide
Approfondissez votre compréhension de la gestion thermique dans les secteurs clés avec notre livre blanc détaillé. Apprenez comment le soudage par friction malaxage (FSW) optimise l’intégration des plaques froides, harmonisant le poids et la performance des équipements.

Prêt à révolutionner votre assemblage de plaque froide ?
Bénéficiez d’une performance et d’une rentabilité supérieures grâce à notre technologie FSW avancée. Consultez nos experts pour explorer des solutions personnalisées pour vos besoins spécifiques d’assemblage de plaque froide.