
4 éléments essentiels pour une soudure FSW de haute qualité
Décrypter les secrets de soudures FSW impeccables : un manuel des éléments fondamentaux et techniques.

Pour la bonne réalisation de votre opération de soudage par friction malaxage, il est essentiel de prendre en compte les 4 éléments suivant :
Tout au long de cet article nous allons les décliner pour en comprendre les subtilités afin d’obtenir une soudure FSW parfaite.

L’importance de l’outillage de bridage
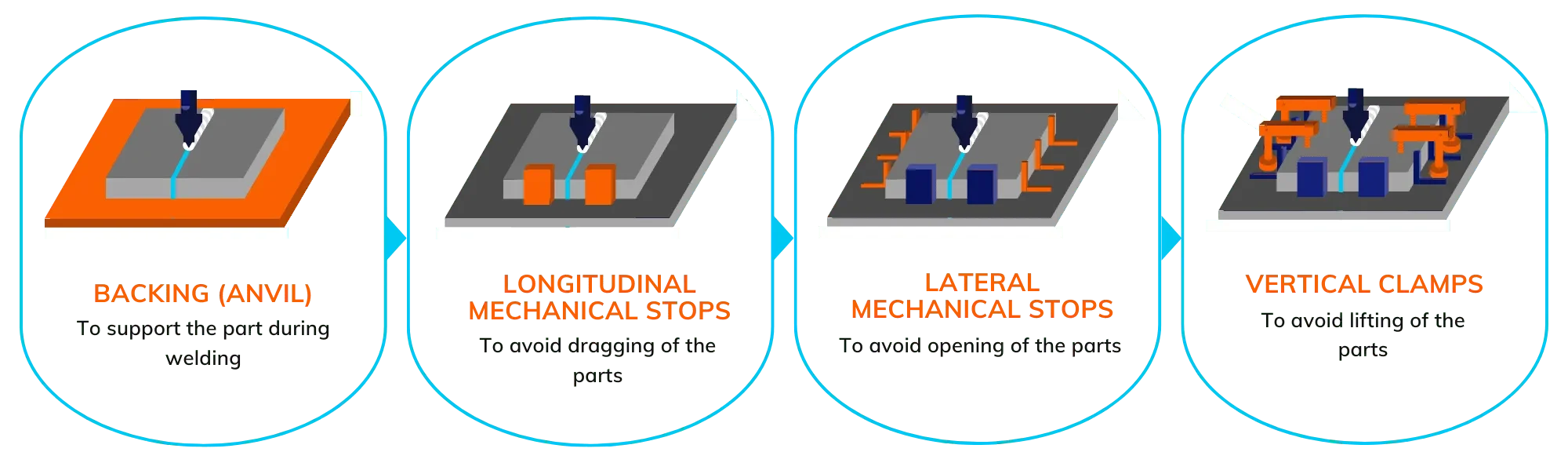
L’outillage de bridage remplit plusieurs fonctions grâce à un backing, un bridage en Z et un bridage en XY :
Il existe 2 types d’outillages : l’outillage manuel et l’outillage automatique. L’outillage manuel est à privilégier pour le soudage de petites séries de pièces ou de prototypes car il est moins coûteux. Quant à l’outillage automatique, il est préférable de l’utiliser pour le soudage de grandes séries de pièces car il sera plus rentable que l’outillage manuel. Il en existe deux types : l’outillage pneumatique qui fonctionne grâce à de l’air mis sous pression et l’outillage hydraulique qui lui fonctionne grâce à de l’huile mise sous pression.
Pour en savoir plus sur l’outillage de bridage, consultez notre article « L’importance de l’outillage de bridage ».
La géométrie de l’outil
L’outil FSW est composé de deux parties principales : l’épaulement et le pion.
L’épaulement
Il va chauffer le matériau par friction et garantir son bon brassage pour obtenir une soudure sans défaut. Le diamètre de l’épaulement est calculé en fonction de l’épaisseur de la pièce à souder.
L’épaulement se positionne à la surface des pièces et va venir frotter sur la matière afin de créer la chaleur de friction nécessaire pour ramollir les pièces (environ 400°C pour l’aluminium).
Du fait de sa forme et de ses dimensions, l’épaulement va venir confiner les pièces à souder et les empêcher de quitter la zone de soudage.

Le pion
Le pion est fileté pour augmenter le malaxage de la matière lors de sa mise en rotation. Du fait de sa forme, il va déformer plastiquement le matériau en pénétrant les pièces à souder : une quantité de chaleur supplémentaire est alors apportée par cet effet de cisaillement
La longueur du pion est fonction de l’épaisseur des pièces à souder et de la configuration de soudage (soudure bout à bout ou par transparence, lire notre article « Le soudage par friction-malaxage : comparaison entre soudure bout à bout et par transparence »). Si la longueur du pion est insuffisante il y a un risque de manque de pénétration. A contrario, si elle est trop importante, le risque sera d’abimer le backing.
Le choix de l’outil se fait en fonction de la matière des pièces à souder et des paramètres de soudage. N’hésitez pas à consulter un de nos experts pour vous aider dans le choix de votre outil pour votre application spécifique.
Le contrôle de force
Le contrôle de force est un élément essentiel pour obtenir une soudure parfaite. Il va s’agir de connaître et de maîtriser la force à exercer lors de l’opération de soudage FSW afin de bien plaquer l’outil sur les pièces et d’avoir une bonne compacité et éviter les porosités.
Le contrôle de force permet d’ajuster le positionnement de l’outil aux variations de relief à la surface des pièces à souder. En effet, pour garantir la qualité de la soudure, la pénétration de l’outil dans la pièce doit être constante.
Grâce à la fonction d’enregistrement de cette force, on va enregistrer la force verticale exercée lors de l’opération de soudage pour s’assurer de la bonne répétabilité de la soudure et permettre le contrôle qualité.

Paramètres de soudage
Les paramètres de soudage englobent la vitesse de rotation, la vitesse d’avance et la force exercée verticalement lors de l’opération de soudage.

Vitesse de rotation en RPM

Vitesse de soudage en mm/min

Force en Z en kN
La force exercée est mesurée en kilo Newton – kN, on l’appelle force en Z. Si cette force est trop faible, il aura un risque de manque de pénétration de l’outil et donc un risque de défauts de compacité de la soudure. A l’inverse, si elle est trop forte cela engendre un enfoncement excessif de l’outil dans la matière et donc une réduction de la section soudée.
La vitesse de rotation est mesurée en tour par minute – RPM. Plus l’outil tourne vite, plus le matériau sera chaud. Il est donc important de contrôler et de maîtriser cette vitesse de rotation pour obtenir une soudure FSW parfaite.
La vitesse d’avance est mesurée en mm/min. Plus l’outil avance vite, plus le matériau sera froid. Tout comme la vitesse de rotation, la vitesse d’avance doit donc être contrôlée et maîtrisée.
| Matériaux et épaisseur | Rotation | Force en Z |
| 5754 H11 – 2 mm sur 6061 T6 (par transparence) | 1000 RPM | 7000 N |
| 6061 T6 – 12 mm (bout à bout – double passe de 6 mm) | 1200 RPM | 8000 N |
| 5754 H11 – 2 mm (bout à bout) | 3000 RPM | 6000 N |
| 5754 H11 – AS10Fe (aluminium de fonderie) 2 mm (bout à bout) | 2400 RPM | 6000 N |
| 7075 T6 – 2 mm sur 2024 T3 – 3 mm (par transparence) | 900 RPM | 6000 N |
| 5754 H11 – 2 mm sur S235 – 1 mm (par transparence) | 1000 RPM | 4000 N |
La stabilité du procédé FSW peut être quantifiée par le feed ratio (k) qui se calcul comme suite :

Avec v la vitesse d’avance et ω la vitesse de rotation.
Plus k sera petit plus le matériau sera chaud et inversement. Il faut donc trouver la bonne plage de k pour trouver la bonne température de soudage.
Ainsi pour garantir la qualité de votre soudure FSW, il est impératif de prendre en compte l’adaptation de l’outillage de bridage à votre pièce, la géométrie de l’outil fonction de l’épaisseur et du matériau de votre pièce, ainsi que les paramètres de soudage : force exercée, vitesse de rotation et vitesse d’avance.
Contactez nos experts en FSW
L’équipe Stirweld, experte dans le domaine du soudage par friction malaxage, vous accompagne dans de la définition de vos paramètres de soudage, dans le choix de votre outil et dans la conception de votre outillage.