
Rivoluzionare la produzione di serbatoi in alluminio
Scoprite la potenza della saldatura Friction Stir Welding
Mentre le industrie continuano a cercare processi produttivi innovativi e affidabili, la saldatura Friction Stir Welding (FSW) sta emergendo come una tecnica rivoluzionaria, in particolare per l’assemblaggio di serbatoi in alluminio. Questo articolo esplora le complessità del processo FSW, ne evidenzia i vantaggi per l’assemblaggio dei serbatoi e presenta casi di studio che ne illustrano l’efficacia. Dalla comprensione delle basi dell’FSW all’esplorazione di misure specifiche di progettazione e controllo della qualità, dimostriamo perché l’FSW è la soluzione preferita per la produzione di serbatoi robusti ed efficienti.

Tecnologia FSW: come funziona?
La saldatura Friction Stir Welding (FSW) è una tecnica di saldatura a freddo che non richiede la fusione dei materiali da unire. La FSW sfrutta invece il calore generato dall’attrito tra l’utensile e il pezzo. Un utensile rotante, chiamato utensile di saldatura, viene premuto nel giunto tra le parti da saldare e si muove lungo il giunto.
Per eseguire con successo un’operazione FSW, è necessario l’utensile giusto, costituito da una parte cilindrica chiamata spalla e da un perno. L’utensile è realizzato con materiali resistenti al calore. La FSW può essere utilizzata per saldare metalli diversi come alluminio, acciaio o rame.
Quali sono le fasi della saldatura FSW?
In primo luogo, le parti da saldare vengono fissate saldamente al tavolo della macchina, al robot o ad altre attrezzature per evitare qualsiasi movimento durante il processo. Successivamente, l’utensile viene ruotato e premuto nella giunzione delle parti da saldare. La rotazione dell’utensile genera calore per attrito, che porta il materiale allo stato plastico senza fonderlo.
Successivamente, l’utensile di saldatura si sposta lungo il giunto. Il materiale viene impastato, mescolando i materiali delle due parti da unire. Man mano che l’utensile avanza, lascia dietro di sé una saldatura solida, priva di pori e resistente.
L’elevata resistenza dei pezzi saldati con FSW è uno dei principali vantaggi di questa tecnologia. Le saldature prodotte sono spesso più resistenti e meno soggette a difetti rispetto a quelle ottenute con i metodi di saldatura tradizionali (TIG, MIG). Inoltre, poiché il materiale non fonde, il pezzo subisce una distorsione minima.
La FSW è utilizzata nel settore aerospaziale, automobilistico e in altri settori esigenti in cui la resistenza e l’affidabilità della saldatura sono fondamentali, offrendo un’ampia gamma di applicazioni.
Perché scegliere FSW per assemblare il vostro serbatoio in alluminio?
I vantaggi superiori dell’FSW per l’assemblaggio dei serbatoi
La saldatura Friction Stir Welding (FSW) offre vantaggi ineguagliabili per l’assemblaggio dei serbatoi, rendendola la scelta ideale per le industrie che richiedono soluzioni di stoccaggio robuste e affidabili. In primo luogo, la FSW elimina il rischio di perdite, sia in condizioni di vuoto che con qualsiasi liquido, grazie al processo di saldatura allo stato solido che impedisce la porosità. In secondo luogo, questa tecnologia consente una significativa riduzione del peso, permettendo l’utilizzo di leghe di alluminio ad alta resistenza (serie 2000 o 7000) al posto dell’acciaio inossidabile, riducendo così il peso della metà. Inoltre, la FSW costa fino alla metà rispetto ai metodi tradizionali di saldatura ad arco o al laser, con un conseguente risparmio sostanziale. Infine, l’elevata resistenza meccanica delle guarnizioni FSW fa sì che possano sopportare pressioni fino a 280 bar (4000 psi) senza la necessità di un successivo trattamento termico, garantendo durata e affidabilità in ambienti difficili.
Serbatoi con diametro inferiore a 300 mm
Miglioramento dell’efficienza di produzione dei serbatoi con estrusione e FSW per serbatoi di diametro inferiore a 300 mm
L’uso dell’estrusione e della saldatura Friction Stir Welding (FSW) per produrre serbatoi di diametro inferiore a 300 mm offre una notevole versatilità ed efficienza. Le estrusioni possono essere saldate a qualsiasi lega di alluminio, semplificando il processo di assemblaggio e migliorando la versatilità. Questo approccio semplifica la produzione utilizzando gli estrusi, eliminando la necessità di saldature longitudinali e riducendo la complessità del processo. Inoltre, l’uso degli estrusi di alluminio offre un notevole risparmio sui costi, rendendo questo metodo economicamente vantaggioso per la produzione di serbatoi di alta qualità.
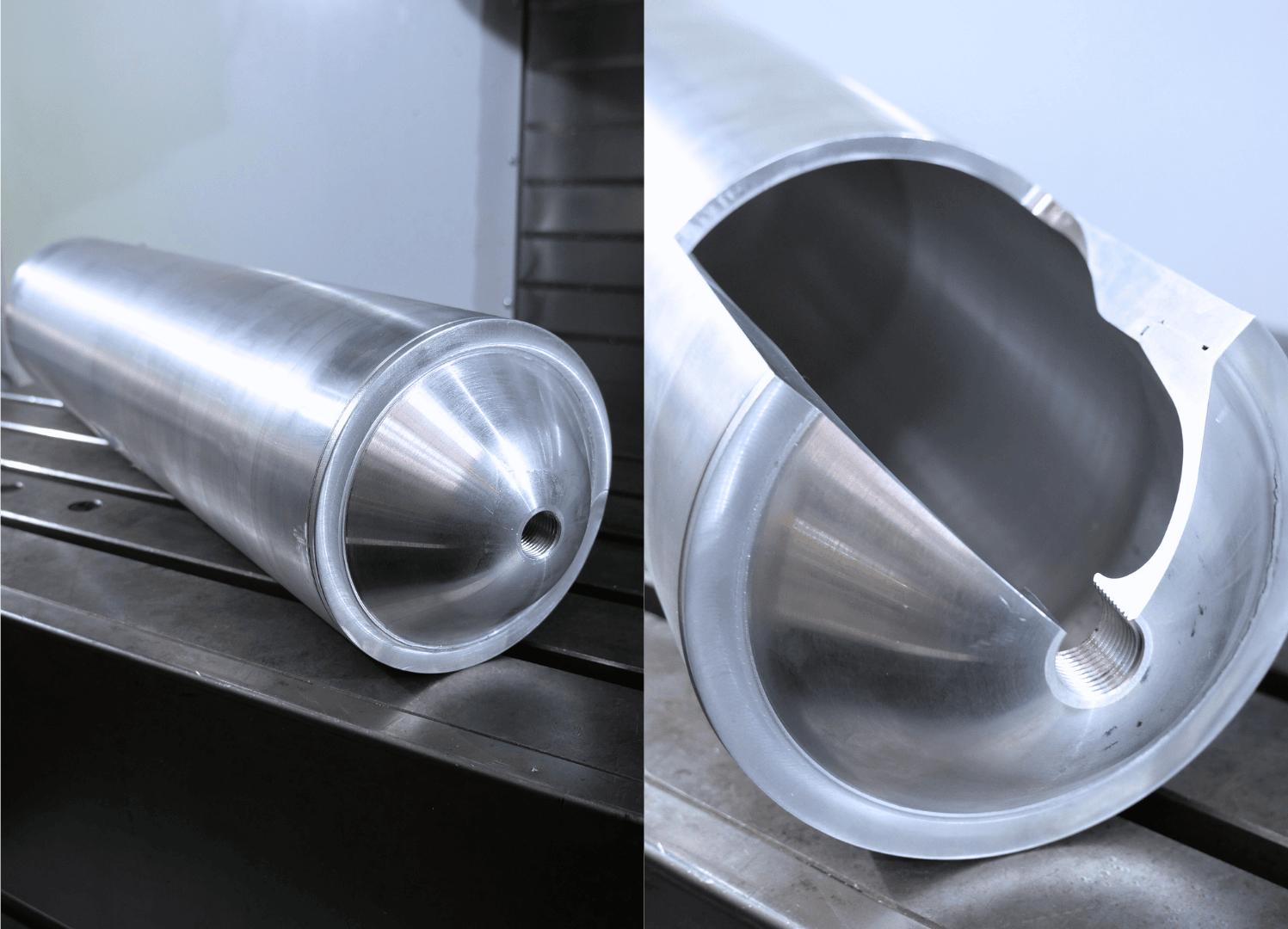
Serbatoio in alluminio innovativo e ottimizzato
Si tratta di un serbatoio in alluminio dal design innovativo e ottimizzato, composto da due parti principali: un tubo cilindrico e due coperchi avvitati. I coperchi avvitati sono saldati al tubo cilindrico, garantendo un assemblaggio sicuro e robusto. Questo design avanzato è in grado di resistere a pressioni di scoppio fino a 224 bar (4700 psi), dimostrando un’eccezionale durata e affidabilità. Questo approccio all’avanguardia offre una soluzione di serbatoio superiore che soddisfa i più elevati standard di prestazioni e sicurezza.
Serbatoi con diametro superiore a 300 mm
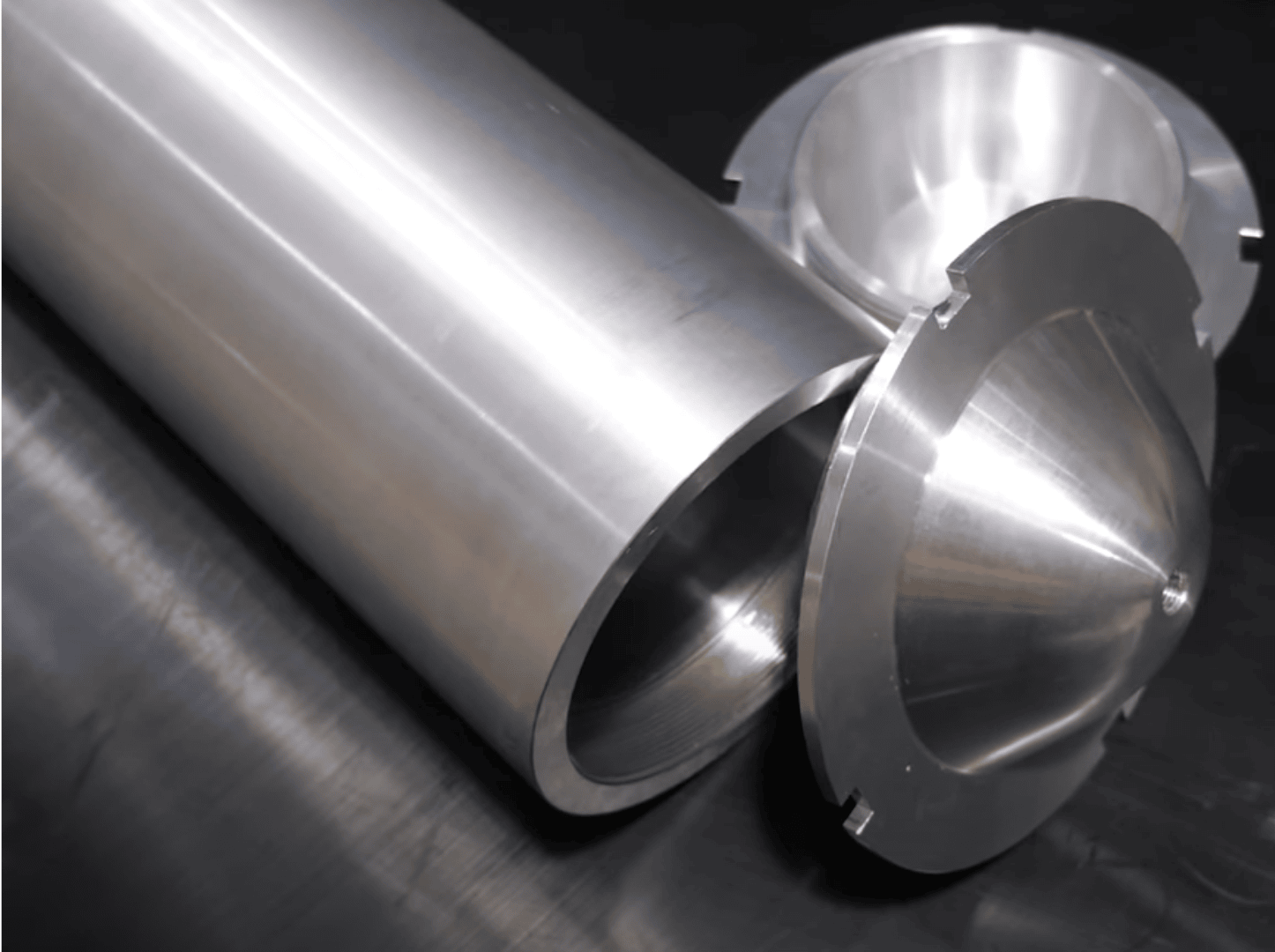
Assemblaggio efficiente di serbatoi di grande diametro con FSW
Per i serbatoi con diametro superiore a 300 mm, la saldatura Friction Stir Welding (FSW) è un metodo efficiente e affidabile. Questi serbatoi sono generalmente costituiti da diversi componenti: il corpo (semicollare) e due raccordi terminali. L’assemblaggio di un serbatoio in alluminio di questo tipo comporta quattro saldature FSW. Il processo comprende una saldatura per fissare il primo tappo terminale al corpo e un’altra per il secondo tappo terminale. Inoltre, il numero di pannelli del corpo richiede ulteriori saldature, in questo caso due. Questo approccio sistematico garantisce un assemblaggio robusto e sicuro che soddisfa elevati standard di durata e prestazioni.

Stoccaggio ottimizzato di idrogeno criogenico con FSW
La saldatura Friction Stir Welding (FSW) è una tecnica sofisticata ideale per lo stoccaggio criogenico dell’idrogeno, che offre numerosi vantaggi. Questo metodo preserva le proprietà dell’alluminio, raggiungendo un’efficienza di giunzione del 70-100%. Quando si saldano leghe di alluminio ad alte prestazioni come AA2024-T3 e AA2219-T8, la FSW riduce significativamente i difetti, eliminando porosità e cricche. Inoltre, la FSW migliora l’integrità dei serbatoi criogenici di idrogeno, garantendo il 100% di tenuta e soddisfacendo i più severi standard di qualità. Questo approccio ottimizzato garantisce soluzioni di stoccaggio sicure e affidabili per l’idrogeno criogenico.

Caso di studio di un serbatoio in alluminio con diametro inferiore a 300 mm
Progettazione di un serbatoio in alluminio con un diametro inferiore a 300 mm
Esempio di progettazione del serbatoio e delle fasi di premontaggio
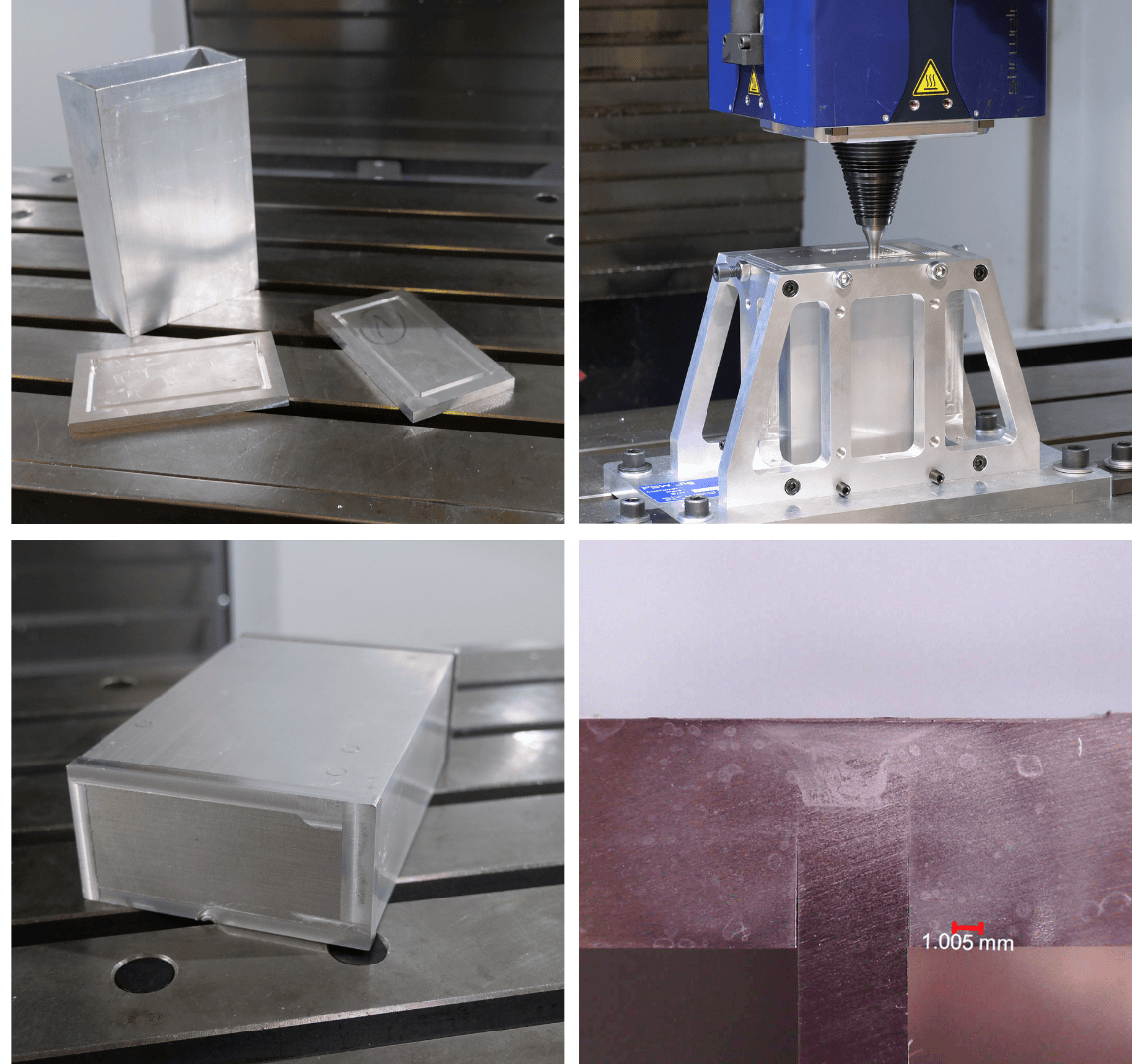
Ecco un esempio di design di un serbatoio in alluminio che abbiamo sviluppato in collaborazione con il CNES. Questo serbatoio è composto da tre elementi:
Il processo di preassemblaggio dei serbatoi prevede diverse fasi cruciali per garantire un prodotto finale robusto e sicuro. In primo luogo, nell’assemblaggio a vite, i tappi terminali vengono avvitati nello scafo utilizzando una chiave speciale direttamente sull’attrezzatura di saldatura. L’operazione prosegue fino a quando la spalla del tappo terminale incontra la parte superiore dello scafo, assicurando un contatto corretto. Questa azione comprime anche il giunto, fissando l’assemblaggio. Per ragioni di simmetria e sostegno, le due testate devono essere assemblate prima della saldatura. Durante l’operazione di saldatura, un tappo viene inserito nell’ugello per evitare che i trucioli entrino nel serbatoio, garantendo una saldatura pulita e affidabile. Questo processo meticoloso garantisce l’integrità e le prestazioni del serbatoio.
Progettazione completa di un utensile di serraggio per la saldatura dei serbatoi
La progettazione degli utensili di serraggio per la saldatura dei serbatoi prevede diverse fasi critiche per garantire un posizionamento accurato e un supporto robusto durante il processo di saldatura.
Il primo passo nella progettazione dell’attrezzatura di serraggio consiste nell’allineare la calotta con l’attrezzatura di riferimento lavorata e nel bloccarla saldamente in posizione utilizzando le “ganasce” di serraggio. In questo modo si garantisce che il guscio rimanga fermo e correttamente allineato lungo gli assi X e Y durante il processo di saldatura. Il corretto posizionamento e supporto è essenziale per mantenere la qualità della saldatura. Il serbatoio viene posizionato contro l’utensile per garantire il corretto allineamento dell’asse Z. La testa FSW si adatta alle variazioni di altezza, garantendo una qualità di saldatura costante. Infine, la pinza Z fissa saldamente il serbatoio in posizione con una maschera a vite, impedendo qualsiasi movimento durante il processo di saldatura. Questa fase è fondamentale per mantenere la stabilità e la precisione, assicurando saldature di alta qualità e l’integrità della struttura del serbatoio.
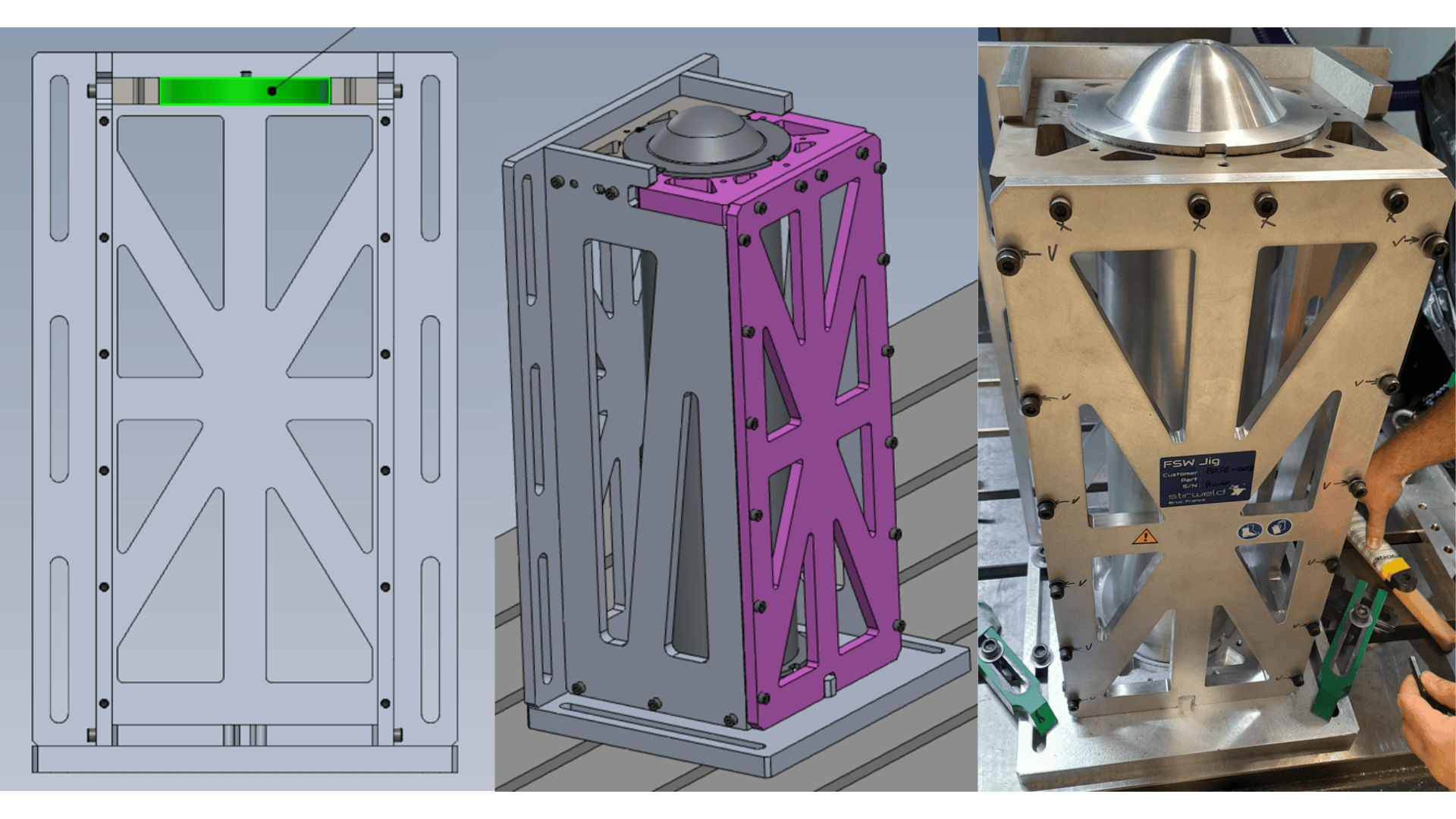
Questo processo di progettazione dettagliata dell’utensile di serraggio assicura che il serbatoio sia posizionato e sostenuto in modo sicuro, garantendo risultati di saldatura superiori e una qualità complessiva del serbatoio.
Saldatura a frizione del serbatoio in alluminio: percorso di saldatura
Per saldare questo tipo di serbatoio sono necessarie doppie saldature concentriche. Come mostrato di seguito, applichiamo due saldature concentriche in direzioni opposte. In questo modo si sovrappongono le saldature, eliminando i difetti di aggancio e allargando la saldatura per una migliore resistenza alla pressione. Ecco le fasi principali di questa operazione di saldatura:
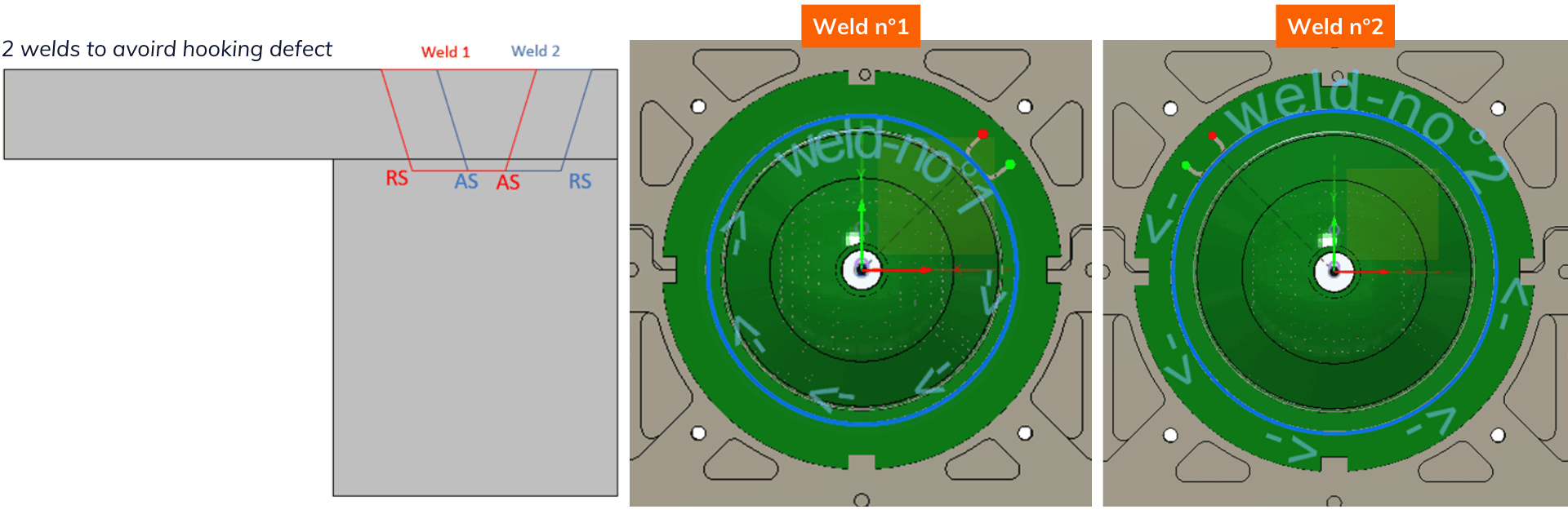
Punti di inizio e fine isolati: Le zone di ingresso e di uscita dell’utensile sono isolate con una leggera sovrapposizione prima di lasciare il percorso di saldatura.
Nessun foro di uscita: questa tecnica garantisce che l’utensile FSW non lasci fori che potrebbero causare perdite.
Montaggio e serraggio: fissare entrambe le estremità del serbatoio nello strumento di saldatura.
Prima saldatura: completare la saldatura sulla prima estremità.
Sbavatura: levigare la saldatura con una fresa per prepararla alla tornitura.
Capovolgere il serbatoio: Capovolgere il serbatoio e saldare la seconda estremità.
Sbavatura finale: pulire la saldatura finale.
Nota: nella produzione di massa, con gli utensili adatti, la lavorazione per rimuovere il materiale in eccesso può essere eseguita durante le fasi di sbavatura (3a e 5a).
Controllo qualità completo per i serbatoi saldati
Garantire l’integrità e la qualità dei serbatoi saldati comporta una serie di test meticolosi volti a rilevare qualsiasi problema potenziale e a confermare la solidità delle saldature.
Test visivo
La prima fase consiste in un’accurata ispezione visiva per verificare che non vi siano porosità superficiali visibili sul serbatoio. Il foro di uscita viene controllato per confermare l’assenza di porosità. Una leggera bava indica un buon contatto dell’utensile con la superficie di saldatura e la riduzione della sezione trasversale è ridotta al minimo, entro un intervallo di 0,1-0,2 mm.
Test di tenuta aria/acqua a 7 bar
Il serbatoio viene quindi sottoposto a una prova di tenuta aria/acqua. Viene pressurizzato a 7 bar di aria interna e immerso in acqua. L’assenza di bolle dalla saldatura conferma la perfetta tenuta, garantendo l’assenza di perdite.
Sezione metallografica
Viene eseguita un’analisi metallografica trasversale per verificare l’assenza di porosità nella saldatura. Si verifica inoltre che lo spallamento dell’utensile sia stato premuto correttamente contro la superficie del pezzo, garantendo una saldatura solida.
Test di flessione
Il serbatoio viene sottoposto a una prova di piegatura per valutare l’integrità della saldatura. Il test conferma l’assenza di cedimenti nella saldatura stessa, mentre i cedimenti si verificano nella zona termicamente alterata (ZTA).
Test di pressione
Infine, il serbatoio viene sottoposto a una prova di pressione utilizzando una pompa idraulica con una capacità di 400 bar. Un trasduttore di pressione calibrato (serie BPIN5000807) registra la pressione, con un intervallo fino a 500 bar, per garantire che il serbatoio possa resistere ad alte pressioni senza subire guasti.
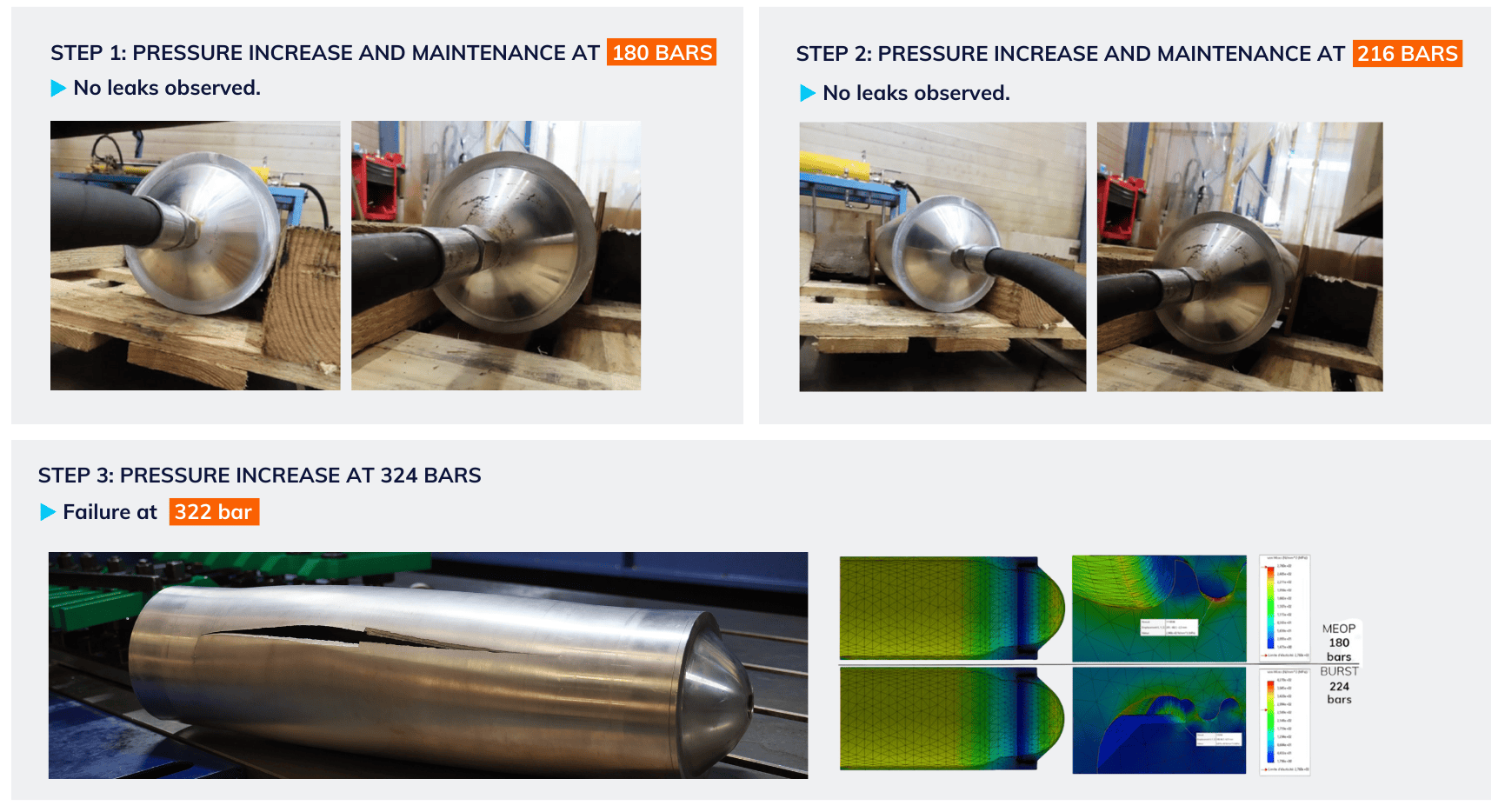
Questi test completi garantiscono che i serbatoi saldati soddisfino i più elevati standard di qualità e affidabilità.
La saldatura FSW ha rivoluzionato la produzione di serbatoi in alluminio, offrendo vantaggi ineguagliabili come una maggiore resistenza dei giunti, un rischio ridotto di perdite e un significativo risparmio sui costi. Grazie a esempi dettagliati e a rigorosi processi di controllo della qualità, è chiaro che la FSW non solo migliora l’affidabilità e l’efficienza dell’assemblaggio dei serbatoi, ma soddisfa anche i severi requisiti dei settori ad alto rischio. L’adozione dell’FSW porta a una produzione ottimizzata, garantendo serbatoi costruiti per resistere alle condizioni più difficili con una durata e prestazioni eccezionali.

Per saperne di più sulla produzione di serbatoi in alluminio
Siete pronti a rivoluzionare la produzione dei vostri serbatoi in alluminio con l’FSW? Guardate la replica del nostro webinar per scoprire i consigli e i suggerimenti degli esperti!