
Controllo di qualità della saldatura per attrito
Ilcontrollo di qualità della saldatura per attrito (FSW) è fondamentale per garantire l’affidabilità e le prestazioni delle strutture saldate in varie applicazioni industriali. La saldatura per attrito è un metodo innovativo che offre numerosi vantaggi, tra cui una maggiore resistenza meccanica e una riduzione dei difetti rispetto ai metodi di saldatura tradizionali. Tuttavia, per garantire che queste saldature soddisfino gli standard di qualità e sicurezza, sono essenziali ispezioni rigorose. Questo articolo esplora diversi metodi di controllo della qualità, concentrandosi su tecniche distruttive e non distruttive, per fornire una valutazione completa dell’integrità della saldatura FSW.

Controlli distruttivi nella saldatura FSW
I test distruttivi sono un approccio fondamentale per valutare la qualità della saldatura per attrito (FSW). A differenza dei metodi non distruttivi, questi test prevedono la distruzione parziale o totale del campione per rivelare informazioni dettagliate sulla struttura interna e sulla resistenza meccanica della saldatura. Sebbene questo approccio non sia praticabile per l’ispezione dei lotti, offre una comprensione approfondita dei potenziali difetti e delle prestazioni complessive della saldatura. I metodi più comunemente utilizzati in questa categoria comprendono esami secondo la norma ISO 25239, prove di pressione e prove di fatica.
Controlli distruttivi secondo la norma ISO 25239
Macrografia
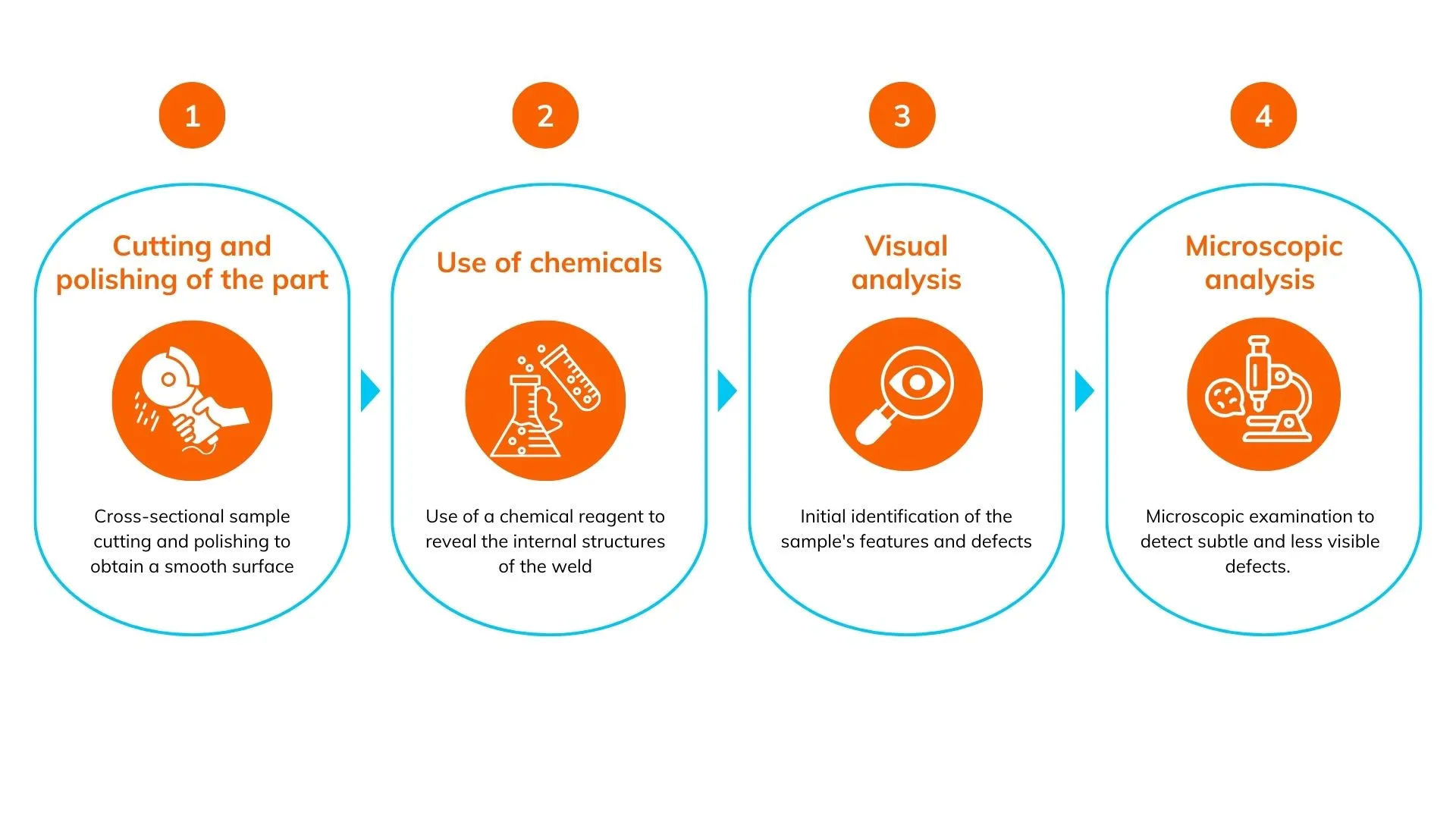
Lamacrografia è una tecnica essenziale per valutare la qualità della saldatura per attrito (FSW). Questo metodo prevede il taglio di una sezione trasversale della saldatura, noto anche come taglio metallografico, per esaminarne la struttura interna al microscopio. I principali difetti ricercati sono i wormhole, cavità continue all’interno della saldatura, e la mancanza di penetrazione (LOP), che indica una penetrazione insufficiente della saldatura e quindi una mancanza di miscelazione alla radice della saldatura. Questi difetti possono compromettere l’integrità strutturale della saldatura. Inoltre, la macrografia aiuta a identificare difetti sottili come l’hooking, una deformazione in prossimità della saldatura, e il kissing bond, un difetto di adesione tra i materiali saldati. Anche se meno visibili, questi possono influire sulle prestazioni della saldatura in determinate condizioni di stress (soprattutto fatica ciclica).
Scoprite qui le 4 fasi della macrografia:
Prove di piegatura della faccia e della radice (U) per saldature FSW da bordo a bordo
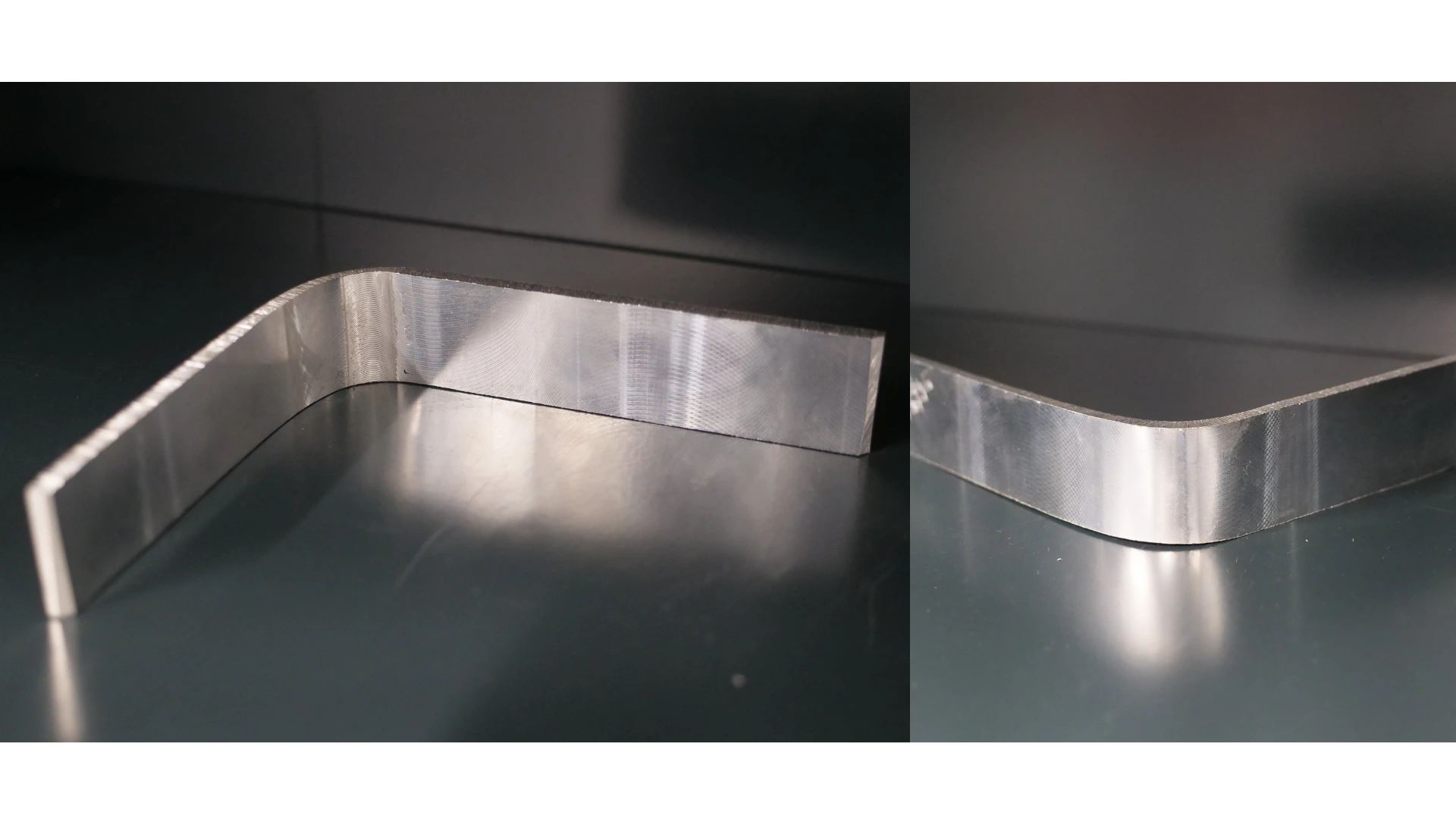
Il test di piegatura della faccia e della radice è un metodo comunemente utilizzato per valutare la duttilità e la resistenza delle saldature FSW edge-to-edge. Questo metodo evidenzia i difetti di mancata penetrazione (LOP) sul lato radice della saldatura. Piegando il campione, le aree deboli diventano evidenti attraverso la rottura della saldatura, facilitando l’identificazione di potenziali problemi. Questo test è fondamentale per garantire che la saldatura abbia una resistenza uniforme e non presenti aree critiche che potrebbero causare cedimenti sotto carico.
Test di piegatura a S per saldature FSW in trasparenza
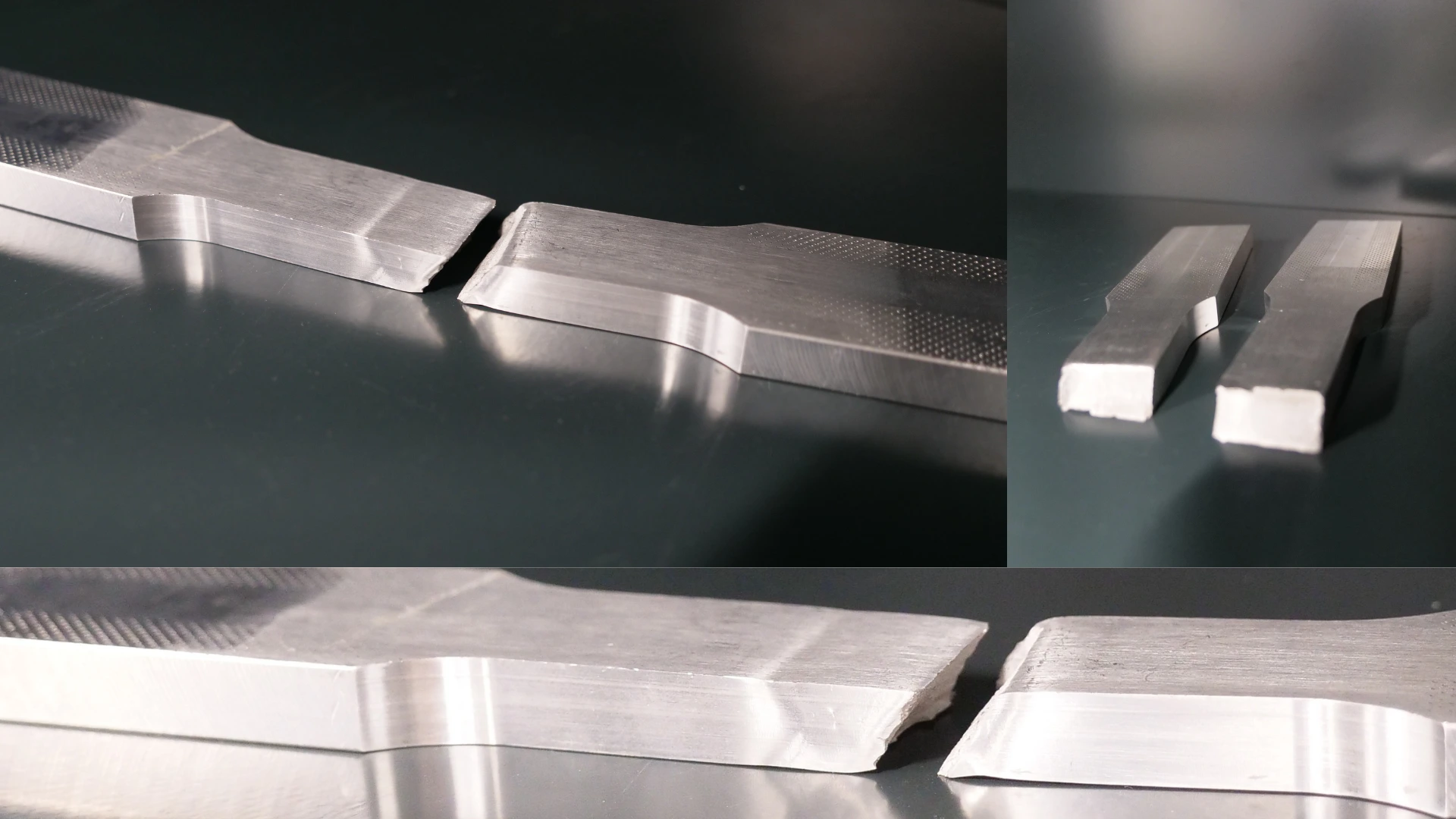
La prova di piegatura a S viene utilizzata per valutare l’influenza dei difetti interni, come l’aggancio e l’incollaggio. Sebbene questo test non visualizzi direttamente questi difetti, ne evidenzia l’impatto sulla saldatura in termini di deformazione e resistenza. Sottoponendo la saldatura a sollecitazioni di flessione complesse, il test rivela informazioni preziose sulla distribuzione delle sollecitazioni e sulla capacità della saldatura di resistere a condizioni di carico variabili.

Prova di trazione per le saldature FSW da bordo a bordo
La prova di trazione è una tecnica distruttiva essenziale per valutare la resistenza meccanica delle saldature bordo a bordo. Sottoponendo la saldatura a una forza di trazione fino al cedimento, è possibile misurare l ‘efficienza del giunto e determinare la sua capacità di resistere ai carichi meccanici. I risultati di questo test forniscono dati cruciali sulla resistenza meccanica della saldatura, assicurando che la saldatura soddisfi i requisiti prestazionali specificati. Questo test è particolarmente importante per le applicazioni in cui la resistenza e l’affidabilità della saldatura sono fondamentali.
Altri metodi di test distruttivi
Test di pressione
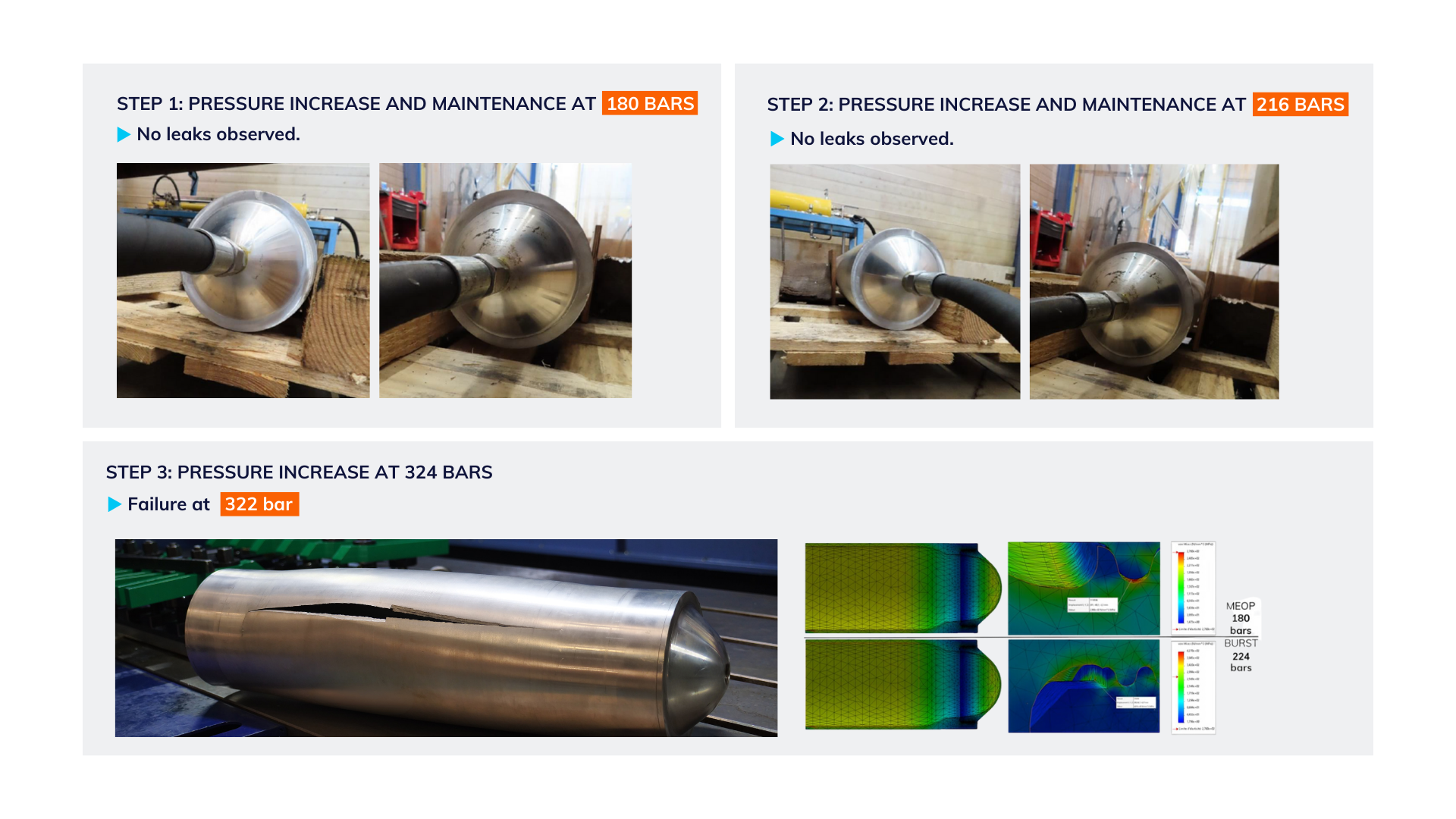
La prova di pressione, comunemente chiamata“prova di scoppio“, è un metodo distruttivo utilizzato per valutare la resistenza della saldatura a un’elevata pressione interna. Questa tecnica consiste nel sottoporre la saldatura a una pressione crescente fino allo scoppio del campione. L’obiettivo di questo test è determinare la pressione massima che la saldatura può sopportare prima di cedere. Questo test è particolarmente importante per le applicazioni in cui le saldature devono contenere fluidi o gas in pressione, come scambiatori di calore, serbatoi o sistemi idraulici. I risultati forniscono chiare indicazioni sulla qualità e l’affidabilità della saldatura, identificando i potenziali punti deboli che potrebbero causare guasti.
Prove di fatica
Leprove di fatica sono fondamentali per valutare la durata delle saldature sottoposte a carichi ciclici ripetuti. Queste prove simulano le condizioni reali che le saldature incontreranno durante la loro vita di servizio. Esistono due principali metodi di prova a fatica: la flessione ripetitiva e la trazione ciclica:
Queste prove di fatica sono essenziali per garantire che le saldature possano resistere alle condizioni di servizio senza cedimenti prematuri, assicurando così la sicurezza e l’affidabilità a lungo termine delle strutture saldate.
Prove non distruttive in FSW
I controlli non distruttivi (NDT) sono un approccio fondamentale per valutare la qualità della saldatura per attrito (FSW) senza danneggiare le parti ispezionate. Queste tecniche consentono di rilevare i difetti interni e superficiali, garantendo l’integrità della saldatura e mantenendone la funzionalità.
Ispezione visiva
L’ispezione visiva è spesso la prima fase del controllo non distruttivo di una saldatura. Questo metodo semplice e rapido rileva i difetti superficiali visibili come cricche, porosità e deformazioni. Anche se limitata ai difetti esterni, l’ispezione visiva è essenziale per una prima valutazione della qualità della saldatura.

Ispezione a ultrasuoni
L’ispezione a ultrasuoni è una tecnica non distruttiva che utilizza onde sonore ad alta frequenza per rilevare i difetti interni della saldatura. Due varianti sono particolarmente importanti per la FSW:
Radiografia e tomografia a raggi X
Laradiografia a raggi X utilizza i raggi X per produrre immagini della struttura interna della saldatura. Questo metodo consente di rilevare efficacemente difetti quali fori di tarlo e mancanza di penetrazione significativa (LOP). La radiografia fornisce una visione bidimensionale della saldatura, rivelando le variazioni di densità che indicano i difetti.
La tomografia a raggi X, una variante più avanzata, utilizza più immagini radiografiche prese da diverse angolazioni per creare un’immagine tridimensionale della saldatura. Questa tecnica offre una visualizzazione più dettagliata dei difetti interni ed è particolarmente utile per analisi complesse che richiedono un’ispezione più approfondita.
Test con coloranti penetranti
Il test con colorante penetrante è un metodo semplice ed efficace per rilevare difetti superficiali aperti, come cricche e fori di saldatura aperti. Questa tecnica prevede l’applicazione di un liquido penetrante colorato o fluorescente sulla superficie della saldatura. Il liquido si infiltra nei difetti aperti. Dopo un certo tempo, il liquido in eccesso viene ripulito e viene applicato uno sviluppatore per evidenziare il liquido rimanente nei difetti, rendendoli visibili. I test con coloranti penetranti sono particolarmente utili per rilevare la mancanza di penetrazione e i difetti superficiali che potrebbero non essere visibili a occhio nudo.
Test a correnti parassite
Ilcontrollo a correnti parassite è un metodo non distruttivo che utilizza campi elettromagnetici per rilevare difetti superficiali e subsuperficiali nei materiali conduttivi. Questa tecnica prevede l’applicazione di una corrente alternata a una bobina, creando un campo magnetico. Quando la bobina viene posizionata vicino alla superficie della saldatura, le correnti parassite indotte nel materiale interagiscono con i difetti, alterando il campo magnetico. Questi cambiamenti vengono rilevati e analizzati per identificare anomalie come fori di tarlo sotto la superficie e mancanza di penetrazione. Il test a correnti parassite è veloce e sensibile e offre un metodo efficace per valutare le saldature FSW di spessore inferiore a 5 mm.
Queste tecniche di controllo non distruttive sono essenziali per garantire la qualità e l’affidabilità della saldatura per attrito, consentendo di individuare e correggere potenziali difetti senza compromettere l’integrità delle strutture ispezionate.
Il controllo di qualità della saldatura per attrito è un processo indispensabile per garantire la robustezza e l’affidabilità delle strutture saldate. Metodi distruttivi come quelli conformi alla norma ISO 25239, prove di pressione e prove di fatica offrono una comprensione approfondita delle prestazioni della saldatura e dei potenziali difetti. Contemporaneamente, tecniche non distruttive come l’ispezione visiva, gli ultrasuoni, la radiografia e la tomografia a raggi X, i test di penetrazione e i test a correnti parassite forniscono una valutazione completa senza danneggiare le parti ispezionate. La combinazione di questi approcci assicura che le saldature FSW soddisfino i più elevati standard di qualità e sicurezza, garantendo la durata e le prestazioni dei prodotti finiti nelle rispettive applicazioni.
Avete problemi di qualità?
I nostri esperti sono qui per aiutarvi. Con anni di esperienza e attrezzature all’avanguardia, vi aiutiamo a controllare i vostri pezzi e a garantire che le vostre saldature soddisfino gli standard più elevati. Non esitate a contattarci per discutere le vostre esigenze specifiche e scoprire come possiamo aiutarvi a migliorare la qualità e l’affidabilità delle vostre saldature.