
Comment remédier aux déformations d’une pièce soudée par friction malaxage (FSW) ?
Quelle que soit la technique de soudage utilisée, un phénomène inévitable déforme de façon plus ou moins importante les pièces soudées : il s’agit de la distorsion. Même si cet effet indésirable se manifeste moins lorsque le soudage est réalisé par friction malaxage (les structures FSW étant 2 fois moins déformées que par le soudage à l’arc), il existe aussi. Fort heureusement, plusieurs précautions et techniques permettent de limiter la distorsion et d’en annuler les conséquences.

Pourquoi les pièces soudées par friction malaxage (FSW) sont-elles sujettes à la distorsion ?
Les déformations causées par le soudage par friction malaxage sont d’origine thermique et peuvent être accentuées par des caractéristiques de la pièce et de la soudure.
L’impact de la chaleur générée par l’outil de FSW
Lors du soudage par friction malaxage (FSW), la zone la plus chaude de la soudure se trouve entre l’épaulement et le pion, qui sont deux éléments constitutifs de l’outil. À ce point précis, on atteint généralement entre 60 et 80 % du point de fusion du matériau, ce qui représente par exemple entre 400 et 550°C pour l’aluminium, selon les alliages. Cette température est atteinte juste au moment du passage de l’outil. Plus on s’éloigne de ce point, plus la pièce est froide. Par conséquent, les différences de température entre les multiples zones de la pièce créent des contraintes thermiques au refroidissement qui se transforment ensuite en déformations quand la pièce est débridée.

Contrairement aux idées reçues, les déformations résultant du FSW ne sont pas dues à la force exercée par l’outil lors du soudage, mais à la chaleur qu’il génère. Elles proviennent donc des contraintes résiduelles de soudage qui sont générées par les gradients de température de la pièce en tous sens. L’ensemble de ces grandes différences de température engendre des contraintes différentes selon les zones de la pièce, qui créent des déformations lorsqu’elle se refroidit.
Toutefois, le soudage par friction malaxage est peu soumis au phénomène de distorsion, par rapport à d’autres techniques de soudage, puisque la chauffe est localisée essentiellement au niveau de l’outil et que la température atteinte est moindre. En effet, dans le cas du soudage par fusion par exemple, la température atteinte est plus élevée (1000°C pour le soudage MIG et 2000°C pour le soudage laser), et la chaleur est apportée sur une zone beaucoup plus large que le simple diamètre de l’outil de FSW (surtout pour le soudage à l’arc).
Les caractéristiques favorisant la déformation des pièces soudées par FSW
L’importance de la déformation des pièces soudées par friction malaxage varie selon ces deux critères :
Comment détecter les déformations d’une pièce soudée ?
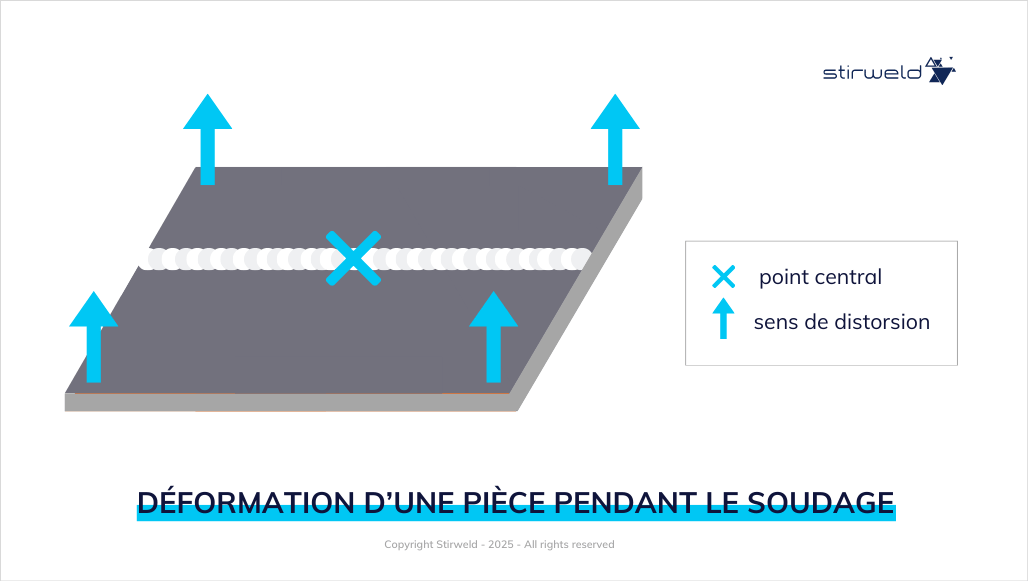
Les déformations sont mesurées à l’aide d’outils de métrologie. Elles ne sont pas forcément visibles à l’œil nu, car elles peuvent être minimes, de l’ordre de 0,2 mm. Mais elles peuvent être flagrantes, de l’ordre de plusieurs centimètres, et prennent alors visuellement la forme d’une banane.
Qu’elles soient plus ou moins prononcées, les déformations se manifestent généralement de la même façon, dans le même sens. En pratique, le centre de la pièce est bien appliqué contre le support sur lequel elle est posée et correspond à son point le plus bas. En revanche, les angles de la pièce ont tendance à se relever. La valeur de la déformation, aussi appelée flèche, correspond à la différence entre deux points de la pièce : le plus bas et le plus haut.
Quelles actions permettent de remédier aux déformations causées par le soudage par friction malaxage ?
Du fait de leur fonction, certaines pièces ne peuvent pas tolérer la moindre déformation. C’est le cas des plaques froides qui sont destinées à refroidir des composants électroniques et qui doivent être très planes pour que ceux-ci soient parfaitement à leur contact.
Pour réduire la distorsion engendrée pendant le soudage par friction malaxage, et en annuler les effets, il existe donc plusieurs techniques pouvant être appliquées individuellement ou combinées entre elles, lors des trois étapes du processus d’assemblage :
FSW RESSOURCE
Mémo FSW : 13 actions pour remédier aux déformations d’une pièce soudée en FSW.
Pour obtenir gratuitement ton FSW ressource, remplis le formulaire ci-dessous.
Les actions réalisables avant le soudage
Réduire la longueur de la soudure lors du design
Comme expliqué précédemment, l’action de l’outil FSW génère de la chaleur qui est à l’origine des déformations. En limitant la longueur de la soudure, on réduit l’apport de chaleur sur la pièce et donc, la distorsion.
Prévoir un outil FSW le plus petit possible
Le modèle F-AA conçu par Stirweld est un outil FSW qui présente un petit diamètre. De ce fait, l’apport de chaleur pendant le soudage est moindre.
Envisager de rigidifier la pièce, si cela est possible techniquement
Par exemple, des petits raidisseurs placés entre deux plaques de métal rigidifient l’ensemble, ce qui limitera la déformation lors du soudage. C’est très pertinent pour le soudage des pièces de fonderies, dont le procédé de fabrication permet la création de ces raidisseurs directement sur la pièce. Pour les plaques froides usinées, ces raidisseurs peuvent être fraisés dans le canal de refroidissement, améliorant par la même occasion la performance thermique.
Pré-déformer la pièce
La déformation d’une pièce soudée par FSW est très difficile à estimer, mais est particulièrement répétable. Elle peut donc être déformée préalablement dans le sens contraire, de sorte qu’elle retrouve sa planéité lors du soudage. Pour cela, on utilise les outillages de bridage qui permettent de maintenir la pièce de la façon souhaitée.

Prévoir une surépaisseur maximale d’un millimètre, équivalent à la déformation prévue (puis la retirer par fraisage après le soudage)
Cette technique anticipée au moment de la conception se finalise après le soudage, par une étape d’usinage. Par expérience, un expert du FSW est capable d’estimer l’ampleur de la déformation, selon les dimensions de la pièce à souder, la longueur de la soudure et l’outil de soudage utilisé. Cette astuce doit être limitée à une faible surépaisseur : son accroissement pourrait augmenter la pénétration de soudage requise, donc un outil de soudage plus gros et des déformations plus importantes.
Les actions réalisables pendant le soudage
Adapter les paramètres de soudage
Un bon ajustement des paramètres de soudage permet en effet de réduire la chaleur (par exemple, une vitesse de soudage élevée pour réduire l’apport d’énergie).
Préchauffer la pièce
Cette pratique très courante dans le soudage par fusion peut aussi s’appliquer pour le FSW. Elle consiste à placer préalablement la pièce au four (ou autre méthode), puis à la retirer lorsqu’elle a atteint la température souhaitée. Le soudage s’effectue alors sur la pièce encore chaude. Ainsi, la différence de température entre l’endroit de la soudure et les autres zones de la pièce est plus faible, ce qui limite les déformations.
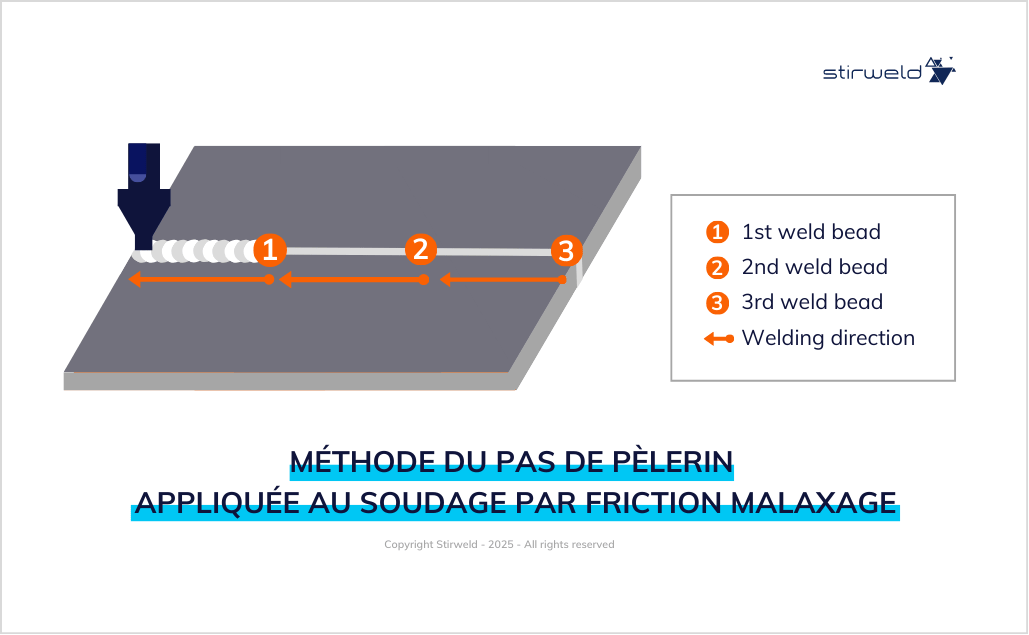
Adapter la séquence de soudage : c’est la méthode du pas de pèlerin
Plutôt que d’effectuer la soudure en une seule fois, il s’agit ici de la réaliser en plusieurs fois pour répartir au mieux l’apport de chaleur. La déformation créée par la dilatation et le retrait sont ainsi maîtrisés. Concrètement, plusieurs petits cordons de soudage sont réalisés les uns après les autres, en se dirigeant toujours vers le cordon venant d’être soudé.
Les actions réalisables après le soudage
Usiner la surépaisseur ajoutée volontairement lors de la réalisation du design de la pièce
Dans le cas où ce surplus de matière de 0 à 1 mm, correspondant à la valeur de la déformation, a été prévu au moment de la conception, il suffit de le retirer par fraisage pour corriger le défaut de planéité de la pièce soudée.
Réaliser une soudure au verso en pleine matière, avec la même séquence de soudage
Cette technique équivaut au redressage par chaude de retrait, couramment utilisé dans la soudure conventionnelle. Mais dans le cadre du FSW, la méthode consiste à retourner la pièce afin que l’outil réalise une « fausse soudure » au dos de la zone qui a été soudée, sur tout le parcours de la soudure ou quelques tronçons. Ce passage peut être effectué très précisément, grâce au programme de soudage initialement conçu. Cette méthode n’est toutefois pas applicable à tous les types de pièces, notamment les boîtiers de fonderie, car elle nécessite d’avoir un espace libre pour le passage de l’outil sur cette face arrière.
Redresser mécaniquement la pièce
Cette option se destine aux pièces ayant subi de fortes déformations lors du soudage et dépend de leur épaisseur. En effet, plus une pièce est fine, moins elle est rigide et plus elle sera apte à se déformer :
Recourir au traitement thermique de détensionnement
Cette technique consiste à brider la pièce soudée, puis à la placer dans un four. En appliquant une température et une durée adéquates, il est ainsi possible de réduire les déformations. Pour des raisons de productivité, le recours à cette option dépend du secteur d’activité. Elle est par exemple envisageable dans l’aérospatiale.
Appliquer des contraintes de compression
Les déformations d’une pièce soudée résultant de contraintes de traction, il est possible de les annuler au moyen de forces contraires, c’est-à-dire par des contraintes de compression :
Quelques précautions à prendre du fait des déformations causées par le soudage
Selon les caractéristiques de la pièce à souder, quelques bonnes pratiques sont recommandées :

En quoi Stirweld peut vous aider à remédier au phénomène de distorsion ?
Dédiée exclusivement à cette technologie révolutionnaire que représente le soudage par friction malaxage, notre équipe cumule de nombreuses années d’expérience dans ce domaine. Autour de Laurent Dubourg, expert mondial du FSW avec plus de 20 ans d’expérience, nos ingénieurs certifiés IWE® (International Welding Engineer) apportent quotidiennement leur expertise aux industriels de divers secteurs pour les aider à mener à bien leurs projets. Un succès conditionné notamment par la maîtrise du phénomène de distorsion !
Vous souhaitez mettre KO la distorsion ?
Notre bureau d’études et de prototypage peut étudier votre projet, puis réaliser des prototypes afin de définir la méthode la plus appropriée pour produire des pièces répondant parfaitement à votre cahier des charges.