
Révolutionner la fabrication de réservoirs en aluminium
Découvrez le pouvoir du soudage par friction malaxage
Alors que les industries recherchent en permanence des procédés de fabrication innovants et fiables, le soudage par friction malaxage (FSW) s’impose comme une technique révolutionnaire, en particulier pour l’assemblage de réservoirs en aluminium. Cet article explore les subtilités du processus FSW, met en avant ses avantages pour l’assemblage de réservoirs et présente des études de cas pour illustrer son efficacité. De la compréhension des bases du FSW à l’exploration de mesures spécifiques de conception et de contrôle de la qualité, nous démontrons pourquoi le FSW est la solution privilégiée pour une fabrication de réservoirs robuste et efficace.

Technologie FSW : comment ça marche ?
Le soudage par friction malaxage (FSW) est une technique de soudage à froid qui ne nécessite pas la fusion des matériaux à assembler. Au lieu de cela, le FSW utilise la chaleur générée par la friction entre l’outil et la pièce à souder. Un outil rotatif, appelé outil de soudage, est pressé dans le joint entre les pièces à souder et se déplace le long de ce joint.
Pour effectuer avec succès une opération de FSW, il est nécessaire de disposer du bon outil, composé d’une partie cylindrique appelée épaulement et d’un pion. L’outil est fabriqué à partir de matériaux résistants à la chaleur. Le FSW permet de souder différents métaux tels que l’aluminium, l’acier ou le cuivre.
Quelles sont les étapes du soudage par friction malaxage ?
Premièrement, les pièces à souder sont solidement fixées sur la table de la machine, le robot ou tout autre équipement pour éviter tout mouvement pendant le processus. Ensuite, l’outil est mis en rotation et est pressé dans le joint des pièces à souder. La rotation de l’outil génère une chaleur par friction, ce qui amène le matériau à un état plastique sans le faire fondre.
Ensuite, l’outil de soudage se déplace le long du joint. Le matériau est malaxé, mélangeant les matériaux des deux parties à assembler. Au fur et à mesure que l’outil progresse, il laisse derrière lui une soudure solide, sans porosité et résistante.
En effet, la haute résistance des pièces soudées par FSW est l’un des principaux avantages de cette technologie. Les soudures produites sont souvent plus solides et moins sujettes aux défauts par rapport aux soudures obtenues par les méthodes de soudage traditionnelles (TIG, MIG). De plus, comme le matériau ne fond pas, la pièce subit une distorsion minimale.
Le FSW est utilisé dans les secteurs de l’aérospatiale, de l’automobile et d’autres industries exigeantes où la résistance et la fiabilité des soudures sont cruciales, offrant une large gamme d’applications.
Pourquoi choisir le FSW pour l’assemblage de votre réservoir en aluminium ?
Les avantages supérieurs du FSW pour l’assemblage des réservoirs
Le soudage par friction malaxage (FSW) offre des avantages incomparables pour l’assemblage des réservoirs, en faisant le choix idéal pour les industries nécessitant des solutions de stockage robustes et fiables. Premièrement, le FSW élimine le risque de fuites, que ce soit en condition de vide ou pour tout liquide, grâce à son procédé de soudage à l’état solide qui prévient la porosité. Deuxièmement, cette technologie facilite une réduction significative du poids, permettant l’utilisation d’alliages d’aluminium haute résistance (séries 2000 ou 7000) au lieu de l’acier inoxydable, réduisant ainsi le poids de moitié. De plus, le FSW est jusqu’à deux fois moins coûteux que les méthodes de soudage à l’arc ou au laser traditionnelles, entraînant des économies substantielles. Enfin, la haute résistance mécanique des joints FSW garantit qu’ils peuvent supporter des pressions allant jusqu’à 280 bars (4000 psi) sans nécessiter de traitement thermique postérieur, assurant durabilité et fiabilité dans des environnements exigeants.
Réservoirs de diamètre inférieur à 300 mm
Améliorer l’efficacité de la fabrication des réservoirs avec l’extrusion et le FSW pour les réservoirs de diamètre inférieur à 300 mm
L’utilisation de l’extrusion et du soudage par friction malaxage (FSW) pour la fabrication de réservoirs de moins de 300 mm de diamètre offre une polyvalence et une efficacité remarquables. Les extrusions peuvent être soudées à n’importe quel alliage d’aluminium, simplifiant le processus d’assemblage et améliorant la polyvalence. Cette approche rationalise la fabrication en utilisant des extrusions, éliminant ainsi le besoin de soudage longitudinal et réduisant la complexité du processus. De plus, le recours aux extrusions en aluminium permet des économies de coûts significatives, rendant cette méthode économiquement avantageuse pour la production de réservoirs de haute qualité.
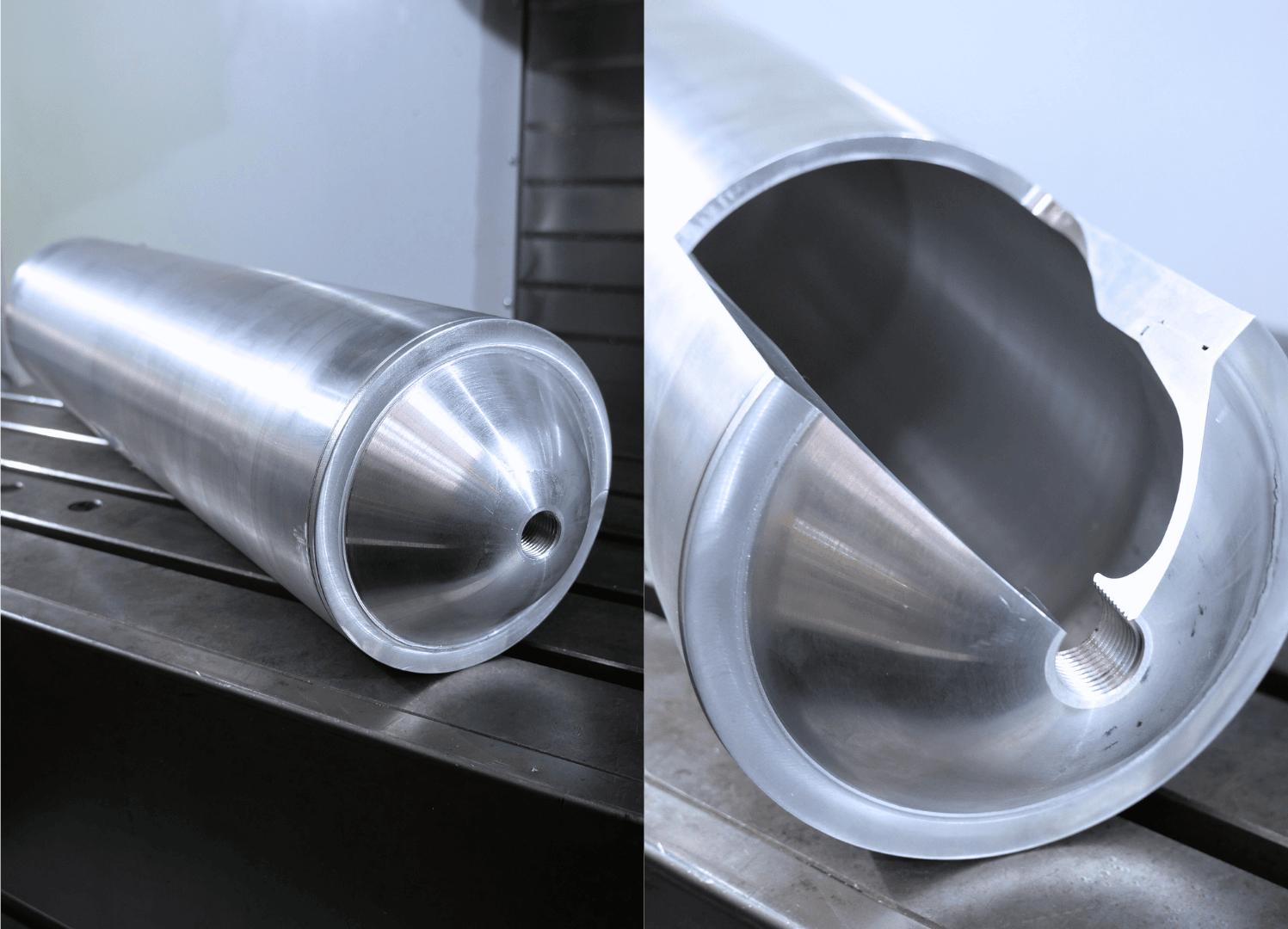
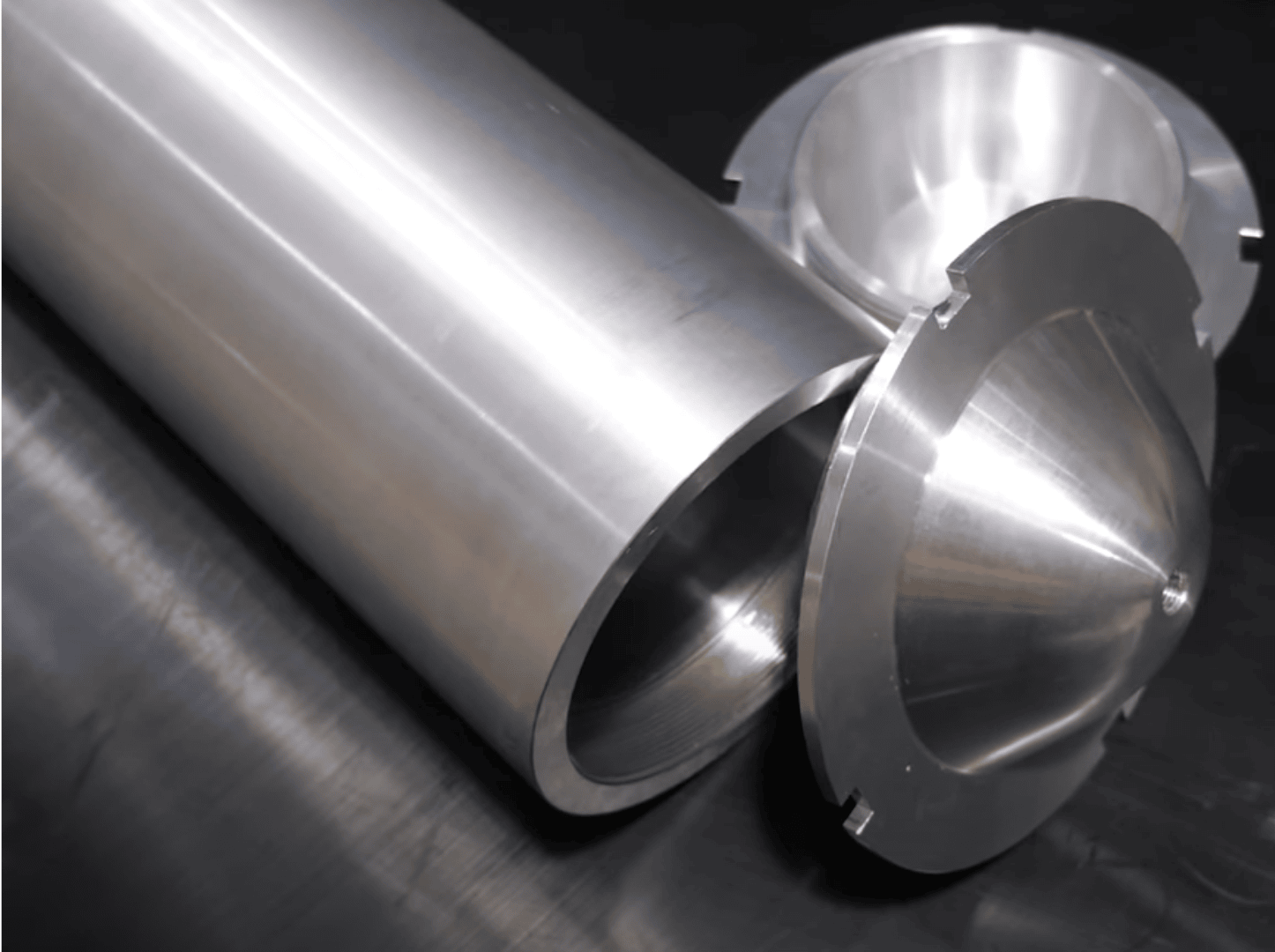
Réservoir en aluminium innovant et optimisé
Voici un design innovant et optimisé de réservoir en aluminium, comprenant deux parties principales : un tube cylindrique et deux couvercles vissables. Les couvercles vissables sont soudés en recouvrement au tube cylindrique, assurant un assemblage sûr et robuste. Ce design avancé est capable de résister à des pressions de test d’éclatement allant jusqu’à 224 bars (4700 psi), démontrant une durabilité et une fiabilité exceptionnelles. Cette approche de pointe offre une solution de réservoir supérieure répondant aux normes les plus élevées de performance et de sécurité.
Réservoirs de diamètre supérieur à 300 mm
Assemblage efficace des réservoirs de grand diamètre avec le FSW
Pour les réservoirs de diamètre supérieur à 300 mm, l’assemblage par soudage par friction malaxage (FSW) est une méthode efficace et fiable. Ces réservoirs se composent généralement de plusieurs composants : le corps (demi-collier) et deux embouts. L’assemblage d’un tel réservoir en aluminium implique quatre soudures FSW. Le processus comprend une soudure pour fixer le premier embout au corps et une autre pour le second embout. De plus, le nombre de panneaux dans le corps nécessite des soudures supplémentaires, dans ce cas, deux soudures supplémentaires sont nécessaires. Cette approche systématique garantit un assemblage robuste et sécurisé, répondant à des normes élevées de durabilité et de performance.

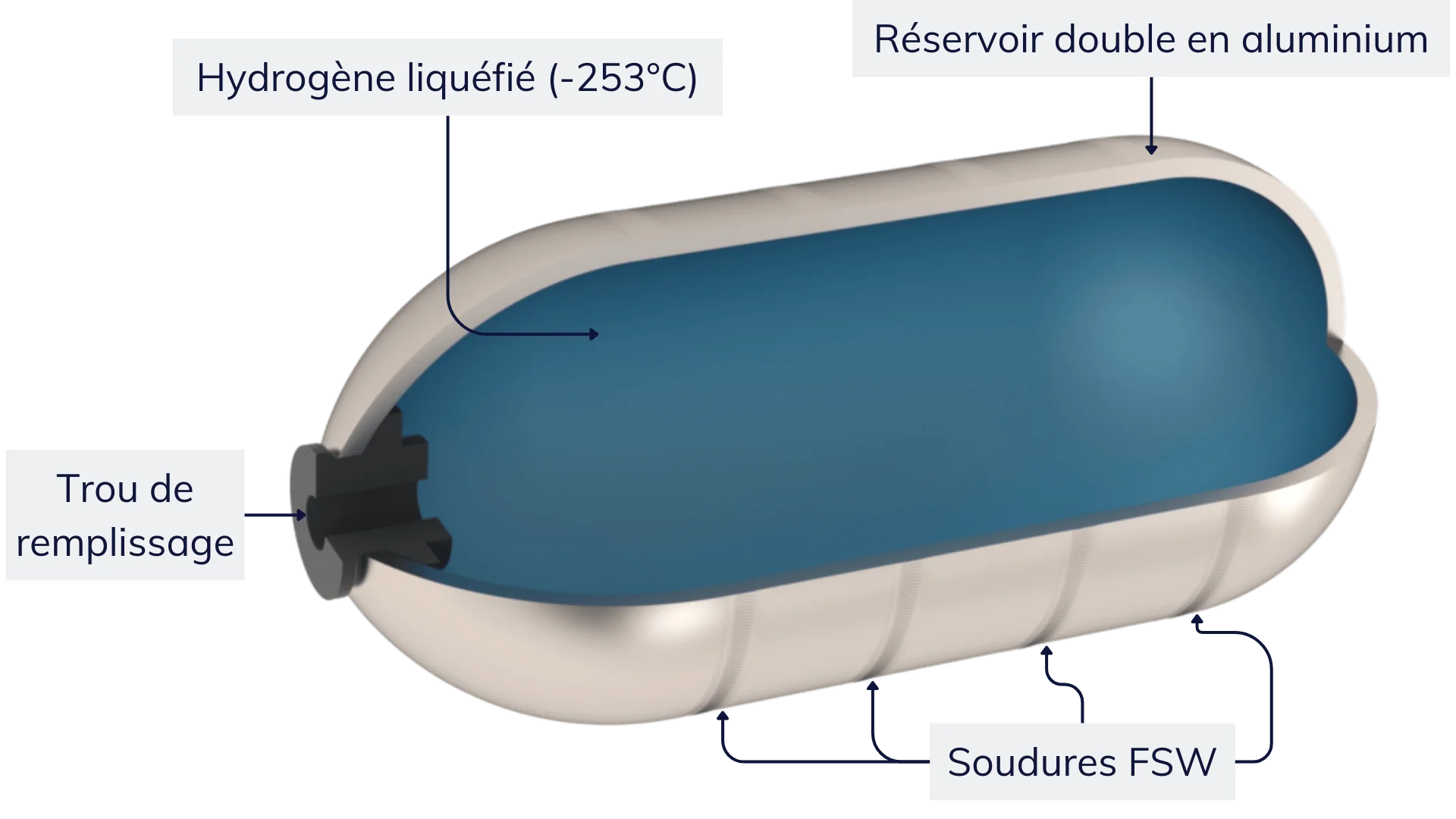
Stockage optimisé de l’hydrogène cryogénique avec le FSW
Le soudage par friction malaxage (FSW) est une technique sophistiquée idéale pour le stockage de l’hydrogène cryogénique, offrant de nombreux avantages. Cette méthode préserve les propriétés de l’aluminium, atteignant une efficacité de joint de 70 à 100 %. En soudant des alliages d’aluminium haute performance tels que AA2024-T3 et AA2219-T8, le FSW réduit considérablement les défauts, éliminant la porosité et les fissures. De plus, le FSW améliore l’intégrité des réservoirs d’hydrogène cryogénique, garantissant une étanchéité à 100 % et répondant aux normes de qualité les plus strictes. Cette approche optimisée garantit des solutions de stockage fiables et sûres pour l’hydrogène cryogénique.
Étude de cas d’un réservoir en aluminium de diamètre inférieur à 300 mm
Conception d’un réservoir en aluminium de diamètre inférieur à 300 mm
Exemple de conception de réservoir et étapes de pré-assemblage du réservoir
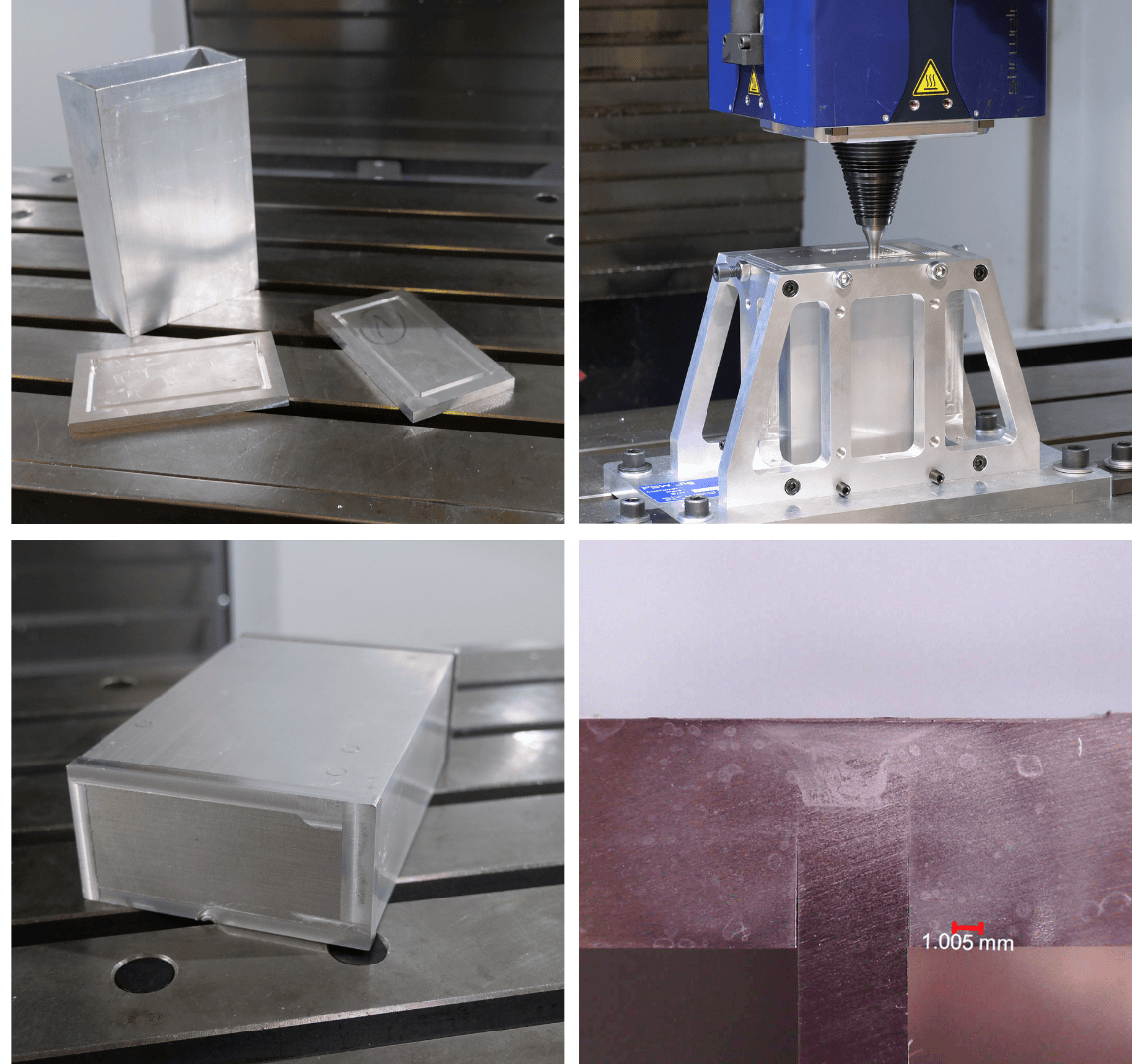
Voici un exemple de conception de réservoir en aluminium que nous avons développé en collaboration avec le CNES. Ce réservoir est composé de trois éléments :
Le processus de pré-assemblage du réservoir implique plusieurs étapes cruciales pour garantir un produit final robuste et sécurisé. Tout d’abord, lors de l’assemblage par vissage, les embouts sont vissés dans la coque à l’aide d’une clé spéciale directement sur l’équipement de soudage. Cela continue jusqu’à ce que l’épaulement de l’embout rencontre le sommet de la coque, assurant un contact correct. Cette action comprime également le joint, sécurisant ainsi l’assemblage. Pour des raisons de symétrie et de support, les deux embouts doivent être assemblés avant le soudage. Pendant l’opération de soudage, un bouchon est installé dans la buse pour empêcher les copeaux de pénétrer dans le réservoir, garantissant ainsi une soudure propre et fiable. Ce processus méticuleux garantit l’intégrité et la performance du réservoir.
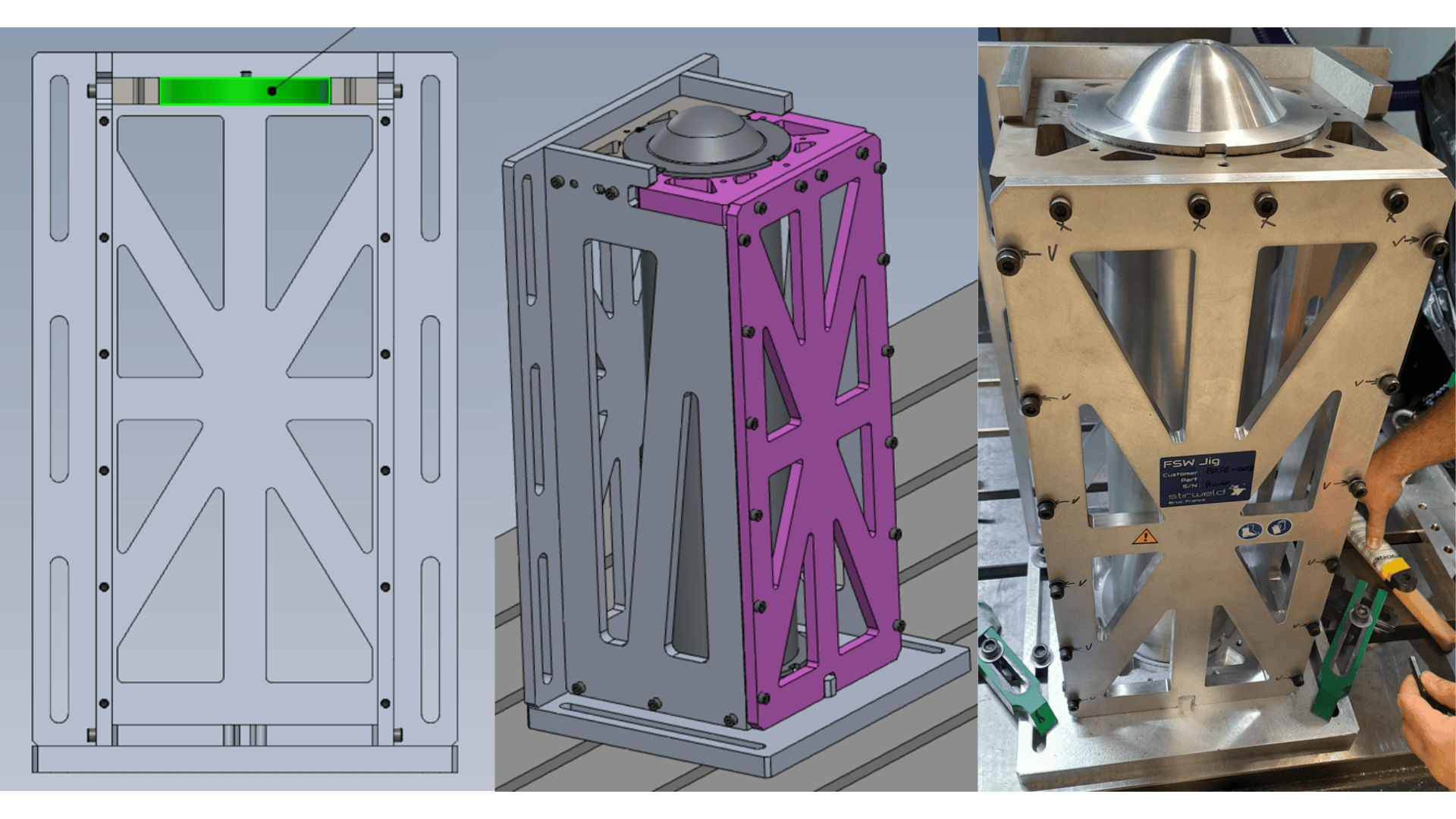
Conception complète d’un outillage de bridage pour le soudage du réservoir
La conception de l’outillage de bridage pour le soudage du réservoir implique plusieurs étapes critiques pour garantir un positionnement précis et un support robuste pendant le processus de soudage.
La première étape de la conception de l’outillage de bridage consiste à aligner la coque avec l’outillage de référence usiné et à la serrer solidement en place à l’aide de “mâchoires” de bridage. Cela garantit que la coque reste immobile et correctement alignée le long des axes X et Y pendant le processus de soudage. Un positionnement et un support corrects sont essentiels pour maintenir la qualité du soudage. Le réservoir est placé contre l’outillage pour assurer un alignement correct de l’axe Z. La tête FSW s’ajuste pour les variations de hauteur, garantissant une qualité de soudage constante. Enfin, le bridage en Z fixe fermement le réservoir en place à l’aide d’un masque vissé, empêchant tout mouvement pendant le processus de soudage. Cette étape est cruciale pour maintenir la stabilité et la précision, garantissant des soudures de haute qualité et l’intégrité de la structure du réservoir.
Ce processus détaillé de conception d’outillage de bridage garantit que le réservoir est positionné et soutenu de manière sécurisée, conduisant à des résultats de soudage supérieurs et à une qualité globale du réservoir.
Soudage par friction malaxage du réservoir en aluminium : trajectoire de soudage
Pour souder ce type de réservoir, des soudures concentriques doubles sont nécessaires. Comme illustré ci-dessous, nous appliquons deux soudures concentriques dans des directions opposées. Cela chevauche les soudures, éliminant les défauts de hooking et élargissant la soudure pour une meilleure résistance à la pression. Voici les étapes clés de cette opération de soudage :
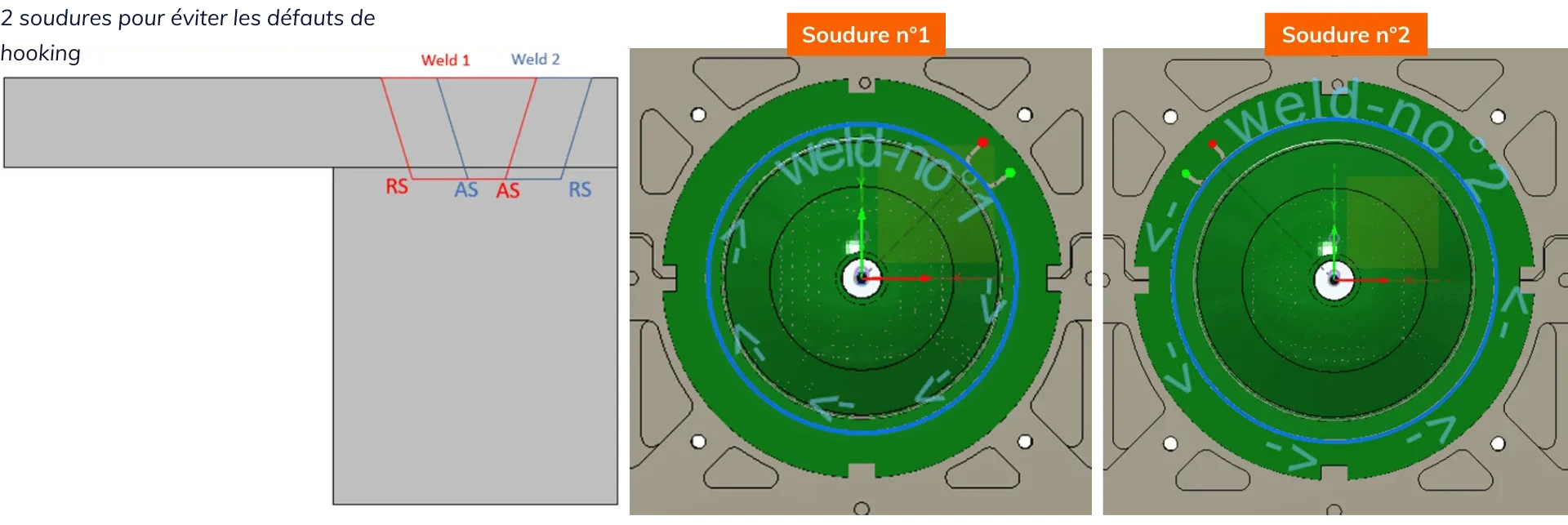
Points de départ/arrivée isolés : Les zones d’entrée et de sortie de l’outil sont isolées avec un léger chevauchement avant de quitter la trajectoire de soudage.
Pas de trou de sortie : Cette technique garantit que l’outil FSW ne laisse pas de trous pouvant entraîner des fuites.
Assemblage et bridage : Fixez solidement les deux extrémités du réservoir dans l’outil de soudage.
Première soudure : Complétez la soudure sur la première extrémité.
Ébavurage : Lissez la soudure avec une fraise pour préparer le retournement.
Retourner le réservoir : Tournez le réservoir et soudez la deuxième extrémité.
Ébavurage final : Nettoyez la soudure finale.
Note : En production de masse, avec le bon outillage, l’usinage pour enlever l’excès de matériau peut être effectué pendant les étapes d’ébavurage (3e et 5e).
Contrôle qualité complet pour les réservoirs soudés
Assurer l’intégrité et la qualité des réservoirs soudés implique une série de tests méticuleux conçus pour détecter tout problème potentiel et confirmer la robustesse des soudures.
Test visuel
La première étape consiste en une inspection visuelle approfondie pour s’assurer qu’il n’y a pas de porosité de surface visible sur le réservoir. Le trou de sortie est vérifié pour confirmer l’absence de porosité. Une légère bavure indique un bon contact de l’outil avec la surface de soudage, et la réduction de la section est maintenue minimale, dans une plage de 0,1 à 0,2 mm.
Test de fuite air/eau à 7 bars
Le réservoir est ensuite soumis à un test de fuite air/eau. Il est pressurisé à 7 bars d’air interne et immergé dans l’eau. L’absence de bulles provenant de la soudure confirme une étanchéité parfaite, garantissant l’absence de fuites.
Section transversale métallographique
Une analyse de section transversale métallographique est effectuée pour vérifier l’absence de porosité dans la soudure. Elle vérifie également que l’épaulement de l’outil était bien pressé sur la surface de la pièce, assurant une soudure solide.
Test de flexion
Le réservoir subit un test de flexion pour évaluer l’intégrité de la soudure. Le test confirme qu’il n’y a aucune défaillance dans la soudure elle-même, toute défaillance se produisant dans la zone affectée par la chaleur (HAZ).
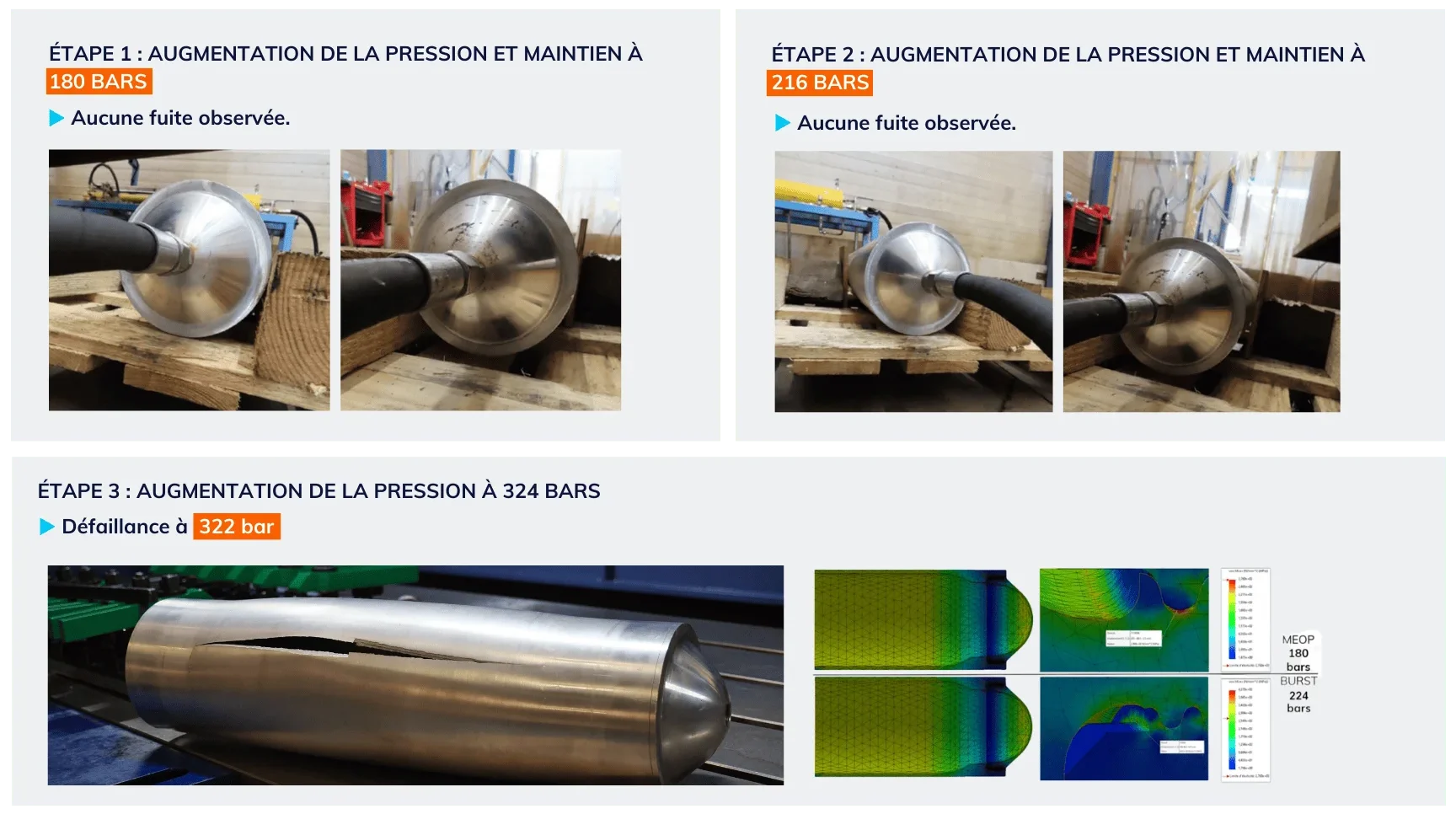
Test de pression
Enfin, le réservoir est soumis à un test de pression à l’aide d’une pompe hydraulique avec une capacité de 400 bars. Un capteur de pression calibré (Série : BPIN5000807) enregistre la pression, avec une plage allant jusqu’à 500 bars, pour s’assurer que le réservoir peut supporter des pressions élevées sans défaillance.
Ces tests complets garantissent que les réservoirs soudés répondent aux normes les plus élevées de qualité et de fiabilité.
Le soudage par friction malaxage (FSW) a révolutionné la fabrication des réservoirs en aluminium, offrant des avantages inégalés tels qu’une résistance supérieure des joints, un risque de fuites minimisé et des économies de coûts significatives. À travers des exemples détaillés et des processus de contrôle de qualité rigoureux, il est clair que le FSW améliore non seulement la fiabilité et l’efficacité de l’assemblage des réservoirs, mais répond également aux exigences rigoureuses des industries à enjeux élevés. L’adoption du FSW conduit à une production optimisée, garantissant des réservoirs construits pour résister aux conditions les plus difficiles avec une durabilité et des performances exceptionnelles.

En savoir plus sur la fabrication des réservoirs en aluminium
Prêt à révolutionner la fabrication de vos réservoirs en aluminium avec le FSW ? Regardez notre webinaire en replay pour découvrir des conseils d’experts et nos astuces !