
¿Qué proceso de soldadura de aluminio consume menos electricidad?
El consumo eléctrico se ha convertido en un importante reto industrial. Con el aumento de los precios de la energía y las crecientes restricciones medioambientales, los fabricantes de componentes de aluminio buscan optimizar sus procesos de unión.
No todas las tecnologías de soldadura consumen la misma cantidad de electricidad: algunas son eficientes desde el punto de vista energético, otras consumen mucha energía. Este artículo compara el consumo eléctrico real de las cuatro tecnologías principales, basándose en datos industriales representativos.

Por qué comparar el consumo eléctrico de los procesos de soldadura
En las operaciones de ensamblaje de aluminio, el consumo eléctrico depende en gran medida de la tecnología utilizada. Algunos métodos sólo calientan la zona de soldadura (soldadura por fricción-agitación, FSW), mientras que otros requieren la fusión completa del metal (MIG, láser) o incluso el calentamiento de todo un horno (soldadura fuerte).
Comparar los procesos en kWh por metro soldado permite a los fabricantes medir el impacto energético de sus elecciones, prever los costes de funcionamiento y evaluar su huella de carbono.
Cuál es el consumo eléctrico de los 4 principales métodos de soldadura de aluminio
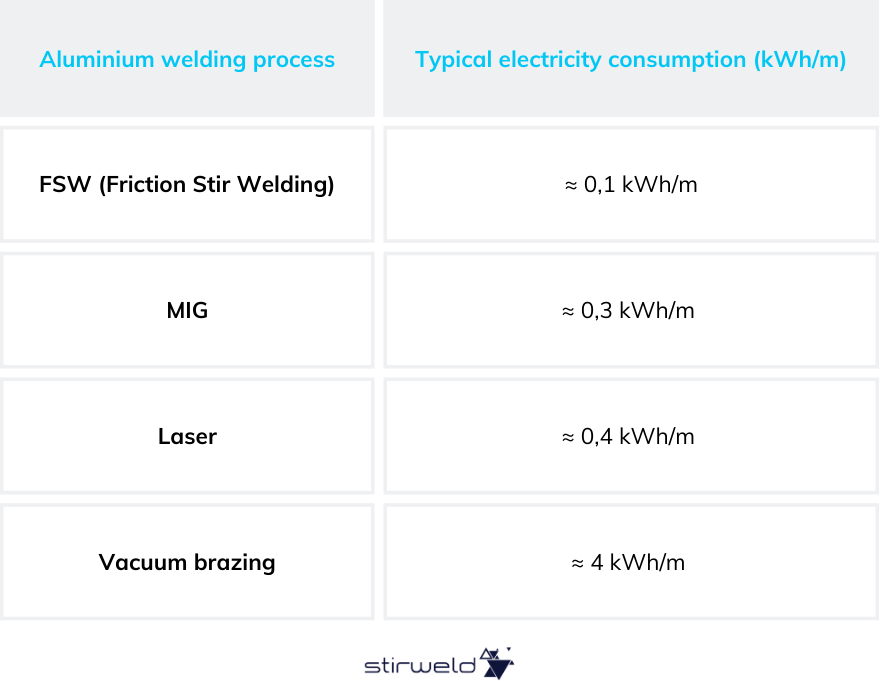
Consumo eléctrico típico de los procesos de soldadura de aluminio
Los principales procesos utilizados para soldar aluminio son:
Sus requisitos energéticos difieren significativamente para producir un metro de soldadura de aluminio. La tabla siguiente resume los valores típicos de consumo eléctrico, expresados en kWh por metro de soldadura:
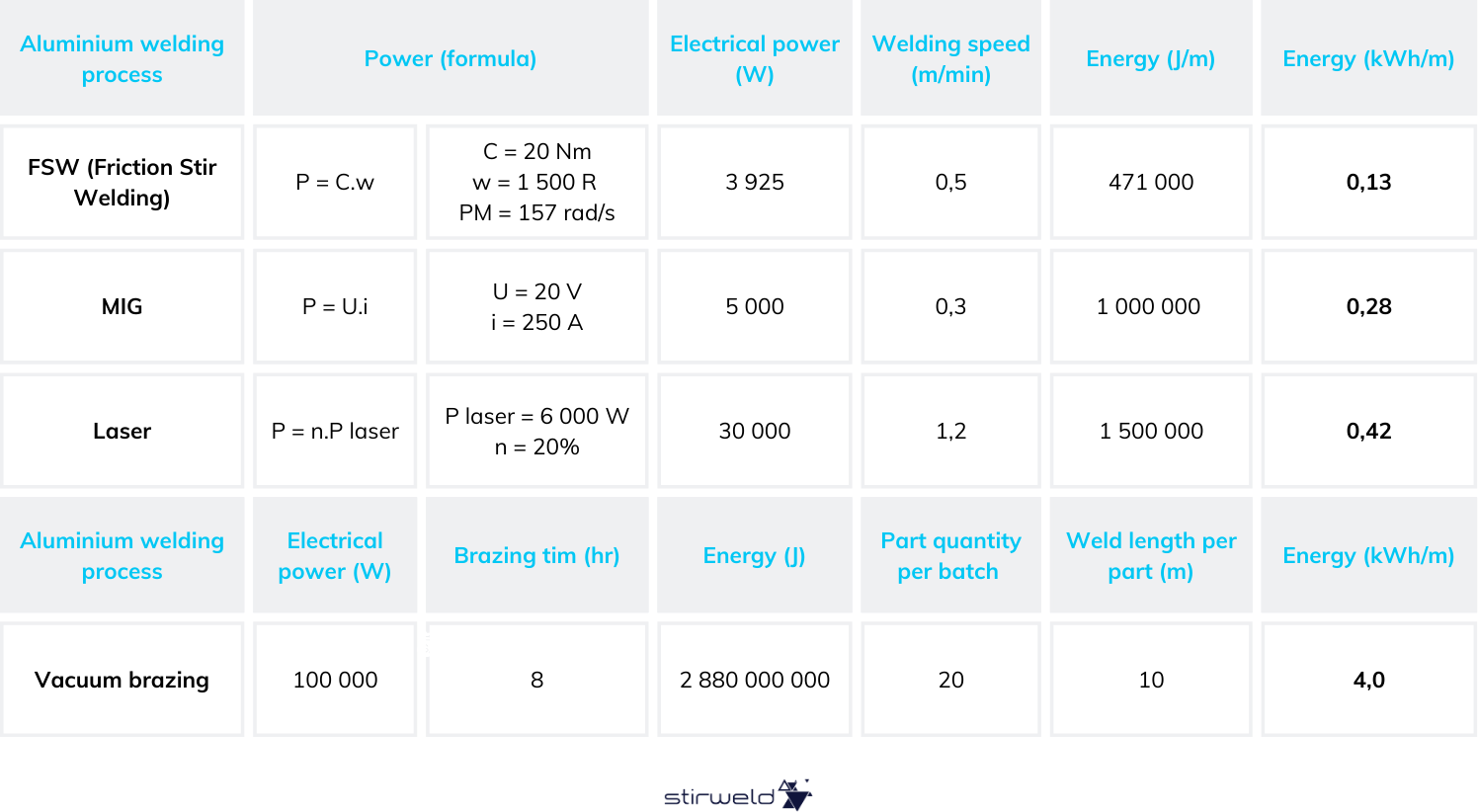
Cálculo detallado de la electricidad necesaria para soldar la aleación AA6061-T6
Los valores mostrados aquí se aplican a la soldadura de la aleación AA6061-T6 con una penetración de 4 mm (un valor típico para la mayoría de las aplicaciones) y reflejan órdenes de magnitud comunes.
Los valores exactos varían en función del espesor, el procedimiento de soldadura y la eficiencia del equipo.
FSW: por qué la soldadura por fricción-agitación es la que menos energía consume
FSW: un proceso de muy bajo consumo eléctrico
La soldadura por fricción-agitación (FSW) destaca por el menor consumo eléctrico, en torno a 0,13 kWh por metro de soldadura de aluminio. El aporte de calor muy localizado y la alta eficiencia energética (en torno al 95% de eficiencia eléctrica) limitan considerablemente las pérdidas.
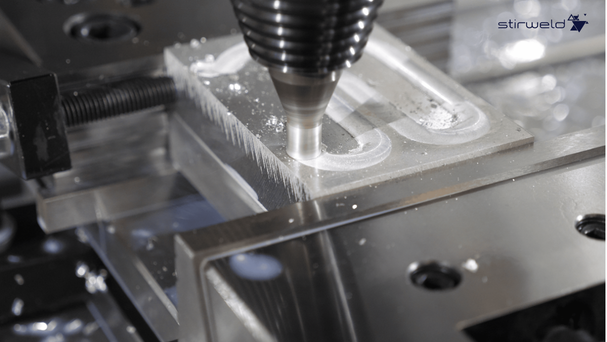
Este valor corresponde normalmente a soldaduras FSW en aleaciones de aluminio (por ejemplo, placas AA6061 de 4 mm de espesor) realizadas a una velocidad de desplazamiento moderada. Esta eficiencia energética se explica por la naturaleza del proceso: La FSW no funde el metal, sino que lo agita en un estado plastificado mediante una herramienta giratoria.
En resumen, casi toda la energía eléctrica se utiliza directamente para formar la soldadura (mediante fricción y plastificación), en lugar de calentar innecesariamente el entorno.
FSW: gran ahorro en la producción industrial
En la práctica industrial, la eficiencia energética de la FSW se traduce en un importante ahorro de electricidad en comparación con los procesos convencionales. Por ejemplo, una máquina de soldadura FSW consume alrededor de 0,1 kWh/m, aproximadamente la mitad que la soldadura MIG en la misma aleación (FSW supone alrededor del 50% del consumo de MIG). Además, la soldadura FSW no requiere gas de protección ni alambre de relleno, lo que evita la energía incorporada asociada (producción de gas, fusión del alambre, etc.).
FSW: una tecnología adecuada para muchas aplicaciones
El valor de 0,1 kWh/m es representativo de las soldaduras comunes de aluminio que cumplen criterios como un grosor moderado y una velocidad de desplazamiento de unas pocas decenas de centímetros por minuto.
Para piezas muy gruesas soldadas con FSW (por ejemplo, por encima de 20 mm en una aleación de alta resistencia), la energía por metro puede aumentar debido a la reducción de la velocidad de soldadura, pero sigue siendo muy inferior a la de los procesos de fusión equivalentes.
En resumen, la FSW ofrece el mejor equilibrio global, lo que la hace especialmente atractiva cuando reducir el consumo eléctrico y la huella de carbono es una prioridad importante, por ejemplo en la industria aeroespacial o de automoción. Estos sectores muestran un interés creciente por la FSW como sustituto de los procesos de soldadura tradicionales, que consumen más energía.
RECURSO FSW
Soldadura FSW para dummies
Descubre los fundamentos de FSW con nuestra guía para principiantes.
Aprende cómo funciona el proceso, sus componentes clave, las principales ventajas frente a los métodos de soldadura tradicionales y cómo evitar los defectos más comunes.
MIG: un proceso de fusión relativamente intensivo en energía
Por qué MIG consume más que FSW
MIG (Metal Inert Gas) es un proceso de soldadura por arco eléctrico que funde tanto el metal base como el hilo de aportación. Por ello, la soldadura MIG de aluminio consume unos 0,30 kWh por metro de cordón de soldadura en condiciones estándar. Tres factores contribuyen a este consumo relativamente elevado:

MIG: los valores de consumo aumentan rápidamente en la producción
En condiciones industriales, una estación MIG de aluminio típica consume continuamente entre 5 y 10 kW en función del modo de soldadura (por ejemplo, unos 5 kW para 250 A a 20 V). A una velocidad de soldadura de unos 30 cm/min (un valor común para un cordón de chapa de 4 mm), esto equivale aproximadamente a 0,28 kWh por metro de cordón. En general, el MIG requiere de dos a tres veces más electricidad que el FSW para soldar un metro de aluminio del mismo grosor. A escala de producción industrial (por ejemplo, producción en serie de chasis de aleación de aluminio soldados con MIG), esta diferencia puede representar cientos o incluso miles de kWh adicionales consumidos cada día.
MIG: eficiencia energética media entre los procesos de arco
Obsérvese que la soldadura MIG sigue siendo más eficiente energéticamente que TIG porque es más rápido: para soldar un metro, el MIG de aluminio puede requerir unos 1,5 kWh frente a los aproximadamente 1,9 a 2,0 kWh del TIG. En la práctica, por tanto, se prefiere el MIG al TIG cuando se suelda aluminio con una mayor eficiencia global, a pesar de su consumo no despreciable.
Soldadura láser: rápida pero muy intensiva en energía
Por qué la soldadura láser consume tanta electricidad
La soldadura por haz láser de alta intensidad se realiza generalmente bajo gas de protección. La soldadura láser de aluminio se caracteriza por un consumo eléctrico relativamente elevado por metro soldado, normalmente del orden de 0,40 kWh por metro de unión para espesores medios. Aunque pueda parecer que un sistema láser suministra menos energía al material (porque el haz está muy concentrado y el tiempo de interacción es corto), varios factores aumentan el consumo efectivo:

Cuando la soldadura láser sigue teniendo sentido
En la práctica, la soldadura láser de aluminio consume aproximadamente el doble de energía que la MIG para la misma longitud soldada, y cuatro veces más que la FSW. Sin embargo, esto debe matizarse teniendo en cuenta el rendimiento del láser: para secciones finas, su velocidad de soldadura puede ser muy superior a la de los procesos de arco (varios metros por minuto en chapas finas), lo que en un contexto de producción puede reducir el número de estaciones necesarias y, por tanto, la energía por pieza producida. En otras palabras, el láser intercambia energía por tiempo: consume mucha electricidad al instante, pero completa la unión más rápidamente.
Además, la soldadura láser suele reducir las operaciones de enderezado o repaso (baja distorsión, cordón estrecho y limpio), lo que indirectamente puede ahorrar energía en todo el proceso de fabricación. Sin embargo, desde una perspectiva estricta de consumo de electricidad durante la soldadura en sí, la soldadura láser sigue siendo muy intensiva en energía por metro. Esto también se refleja en su huella de carbono: sin electricidad baja en carbono, un láser de 1 kWh/m puede generar potencialmente unos 0,1 kg de CO₂/m, es decir, cuatro veces más que la FSW (unos 0,025 kg de CO₂/m).
Soldadura fuerte: el proceso que más energía consume
Por qué la soldadura fuerte consume tanto
La soldadura fuerte de aluminio (a menudo utilizada para ensamblar intercambiadores de calor, placas frías o piezas complejas en una sola operación) es, con diferencia, la técnica que más energía consume de las aquí consideradas. Es difícil dar un valor único universal, porque el consumo depende del tamaño del horno, el número de piezas por ciclo y el ciclo térmico (subida a unos 550-610°C, remojo, enfriamiento). Sin embargo, es fácil alcanzar varios kilovatios-hora por metro de unión soldada. Este proceso calienta la totalidad de las piezas (y el horno) para realizar el ensamblaje, en lugar de concentrar la energía sólo en la unión.
Para la soldadura fuerte, un horno industrial puede tener una potencia instalada de 50 a más de 200 kW, funcionando en ciclos de varias horas. Incluso cuando se carga el horno con muchas piezas, la energía por metro de unión sigue siendo alta. Por ejemplo, un ciclo que consuma 800 kWh y suelde un total de 20 piezas supone una media de 4 kWh por metro (suponiendo 10 m de longitud de soldadura por pieza). Si el lote está menos optimizado, esta proporción aumenta aún más.

Soldadura fuerte: el consumo depende en gran medida de la carga del horno
A diferencia de otros procesos, la soldadura fuerte es un proceso por lotes: toda la energía calorífica se gasta a la vez para tratar X conjuntos en un solo ciclo. No existe una “velocidad de soldadura” en metros por minuto, sino que se mide en kilovatios-hora por ciclo. Por tanto, la eficiencia del ciclo, es decir, cargar el mayor número de piezas posible, es clave para repartir el consumo por metro. Un horno mal optimizado (pocas uniones soldadas por ciclo) puede consumir más de 10 kWh por metro de unión, mientras que un horno muy bien cargado puede bajar a unos 1-2 kWh/m. En todos los casos, sigue estando muy por encima de otras técnicas, que son procesos continuos dirigidos únicamente a la unión.
Cuándo elegir la soldadura fuerte a pesar de su coste energético
En la práctica industrial, la soldadura fuerte sólo se elige cuando otros criterios pesan más que la limitación energética. Por ejemplo, para ensamblar de manera uniforme muchas uniones simultáneamente (intercambiadores de calor de placas, ensamblajes 3D complejos) o para conseguir uniones de alta calidad metalúrgica sin fusión directa (la soldadura fuerte puede unir zonas difíciles de soldar de otro modo).
Dado el aumento de los costes de la energía y los objetivos medioambientales, muchos fabricantes buscan sustituir la soldadura fuerte por alternativas más eficientes energéticamente siempre que sea posible. La FSW es una de ellas. Del mismo modo, la soldadura láser en modo de conducción puede sustituir a veces a la soldadura fuerte, con un consumo no desdeñable (en torno a 0,4 kWh/m) pero que no se acerca ni de lejos al ciclo de un horno. No obstante, para las piezas con geometrías complejas o muchas juntas internas pequeñas, la soldadura fuerte en vacío se sigue utilizando a pesar de su elevada intensidad energética.
Resumen de las diferencias de consumo eléctrico entre los procesos de soldadura de aluminio
Esta comparación pone de manifiesto diferencias muy grandes en el consumo eléctrico entre procesos. Como proceso de soldadura en estado sólido, la FSW es, con diferencia, la forma más eficiente de unir aluminio desde el punto de vista energético: concentra el calor donde se necesita y evita las enormes pérdidas asociadas a la fusión y la radiación.
En el otro extremo del espectro, la soldadura fuerte distribuye la energía por todo el volumen de las piezas y el horno, lo que hace que consuma mucha energía por metro de unión.
La soldadura MIG se sitúa en una posición intermedia: es un proceso de fusión relativamente eficaz en comparación con otros métodos de arco (más eficaz que el TIG, por ejemplo, gracias a su elevada tasa de deposición), pero sigue siendo mucho menos eficaz que la FSW.
En cuanto a la soldadura láser, combina la fusión con la concentración extrema: gasta poca energía alrededor de la unión (zona afectada por el calor estrecha), pero su bajo rendimiento en máquina sigue provocando un elevado consumo eléctrico.
En conclusión, desde el punto de vista del consumo eléctrico (kWh/m), la soldadura por fricción-agitación (FSW) en aluminio es la más eficiente, ya que suele consumir una fracción de la energía requerida por los procesos de arco (MIG, TIG) o la soldadura láser, y una cantidad ínfima en comparación con la soldadura fuerte en vacío. Estas diferencias de consumo se traducen directamente en costes operativos e impacto medioambiental: un taller que utilice FSW reducirá significativamente su gasto energético en soldadura (y las emisiones de CO₂ asociadas) en comparación con un taller MIG, y aún más en comparación con un proceso de soldadura fuerte.
A nivel empresarial, la elección del proceso puede contribuir a los objetivos de sostenibilidad. Por ejemplo, sustituir la soldadura al vacío por FSW no sólo ahorra miles de kilovatios-hora al año, sino que también elimina los consumibles de soldadura y simplifica el proceso de unión (sin calentamiento prolongado). Del mismo modo, favorecer la soldadura FSW o láser para determinadas aplicaciones en lugar de MIG o TIG puede reducir las necesidades de ventilación y mejorar las condiciones de trabajo (menos humos, sin arco UV).
¿Cómo puede Stirweld ayudarle a reducir el consumo eléctrico asociado a sus operaciones de soldadura?
Gracias a su experiencia en soldadura por fricción-agitación, Stirweld ayuda a los fabricantes que desean sustituir procesos que consumen mucha energía, como MIG, TIG, soldadura láser o soldadura al vacío, por una tecnología mucho más eficiente desde el punto de vista energético. Dependiendo del proceso sustituido, la FSW puede reducir el consumo de electricidad por metro soldado entre un 50% y un 95%.
Los ingenieros de Stirweld le ayudan a asegurar esta transición desde una perspectiva mecánica, metalúrgica y de producción. De este modo, se garantiza una reducción duradera del consumo eléctrico al tiempo que se mantienen la calidad y la repetibilidad del ensamblaje.
¿Quiere reducir su consumo de electricidad?
Nuestros especialistas en FSW están a su servicio para optimizar sus procesos y reducir eficazmente sus costes energéticos.