
Contrôle Qualité d’une soudure par Friction Malaxage
Le contrôle qualité pour le Soudage par Friction Malaxage (FSW) est crucial pour garantir la fiabilité et la performance des structures soudées dans diverses applications industrielles. Le soudage par friction malaxage est une méthode innovante qui offre de nombreux avantages, notamment une meilleure résistance mécanique et une réduction des défauts par rapport aux méthodes de soudage traditionnelles. Cependant, pour assurer que ces soudures répondent aux normes de qualité et de sécurité, il est essentiel de les soumettre à des contrôles rigoureux. Cet article explore les différentes méthodes de contrôle qualité, en se concentrant sur les techniques destructives et non destructives, pour fournir une évaluation complète de l’intégrité des soudures FSW.

Contrôles destructifs en soudage FSW
Le contrôle destructif est une approche essentielle dans l’évaluation de la qualité des soudures par friction malaxage (FSW). Contrairement aux méthodes non destructives, ces tests impliquent la destruction partielle ou totale de l’échantillon pour révéler des informations détaillées sur la structure interne et la résistance mécanique de la soudure. Bien que cette approche ne soit pas viable pour l’inspection en série, elle offre une compréhension approfondie des défauts potentiels et des performances globales de la soudure. Les méthodes les plus couramment utilisées dans cette catégorie incluent les examens conformément à la norme ISO 25239, les tests de tenus à la pression et les essais de tenue en fatigue.
Contrôles destructifs selon la norme ISO 25239
La macrographie
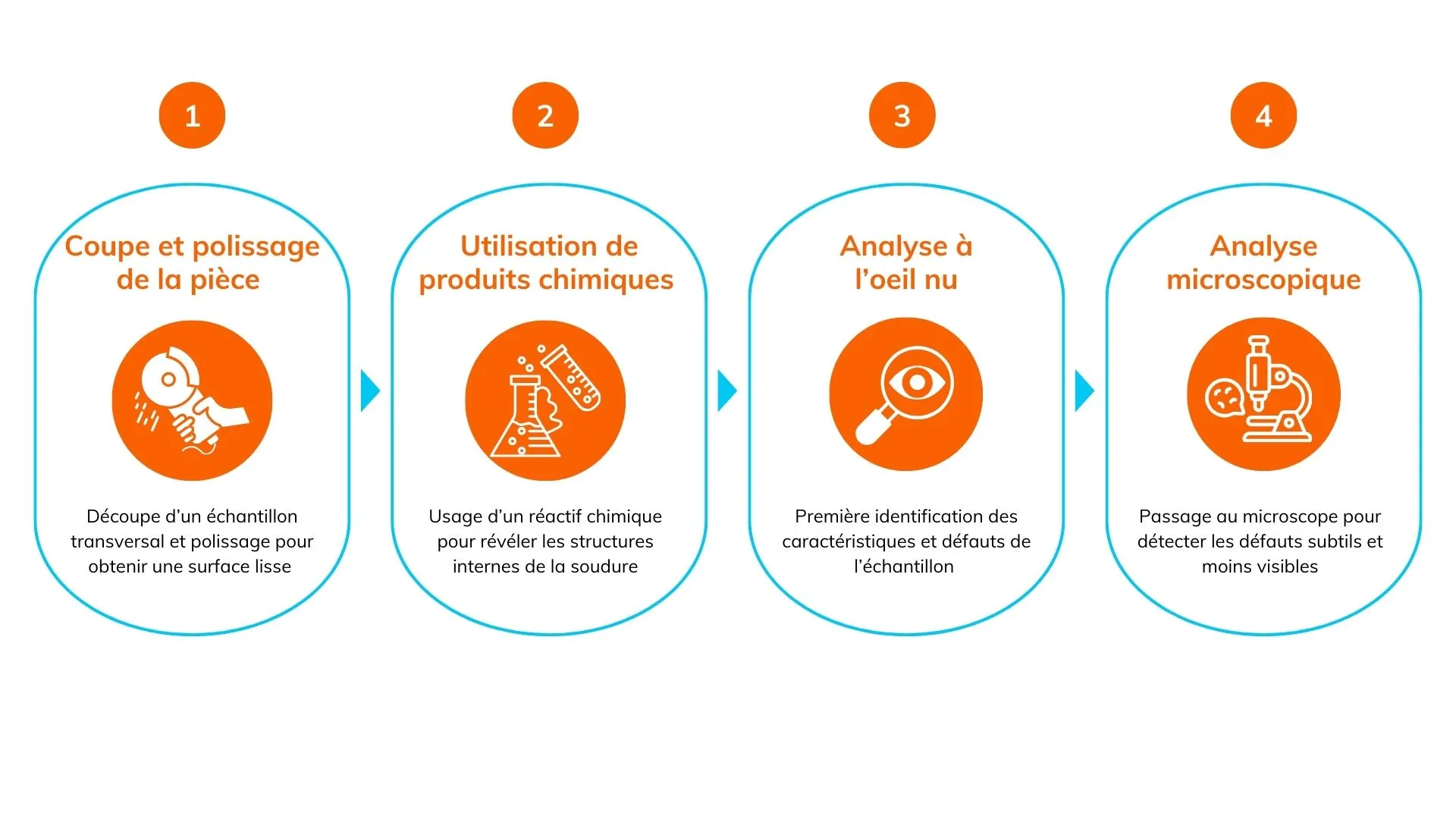
La macrographie est une technique essentielle pour évaluer la qualité des soudures par friction malaxage (FSW). Cette méthode consiste à couper une section transversale de la soudure, aussi appelée coupe métallographique, pour en examiner la structure interne grâce à un microscope. Les principaux défauts recherchés sont les wormholes, qui sont des cavités continues à l’intérieur de la soudure, et les manques de pénétration (Lack of penetration – LOP), qui indiquent une pénétration insuffisante de la soudure, donc une absence de malaxage à la racine de la soudure. Ces défauts peuvent compromettre l’intégrité structurelle de la soudure. De plus, la macrographie permet d’identifier des défauts subtils tels que le hooking, une déformation au voisinage de la soudure, et le kissing bond, un défaut de collage entre les matériaux soudés. Bien que ces derniers soient moins visibles, ils peuvent affecter la performance de la soudure sous certaines conditions de contrainte (essentiellement fatigue cyclique).
Découvrez les 4 étapes de la macrographie :
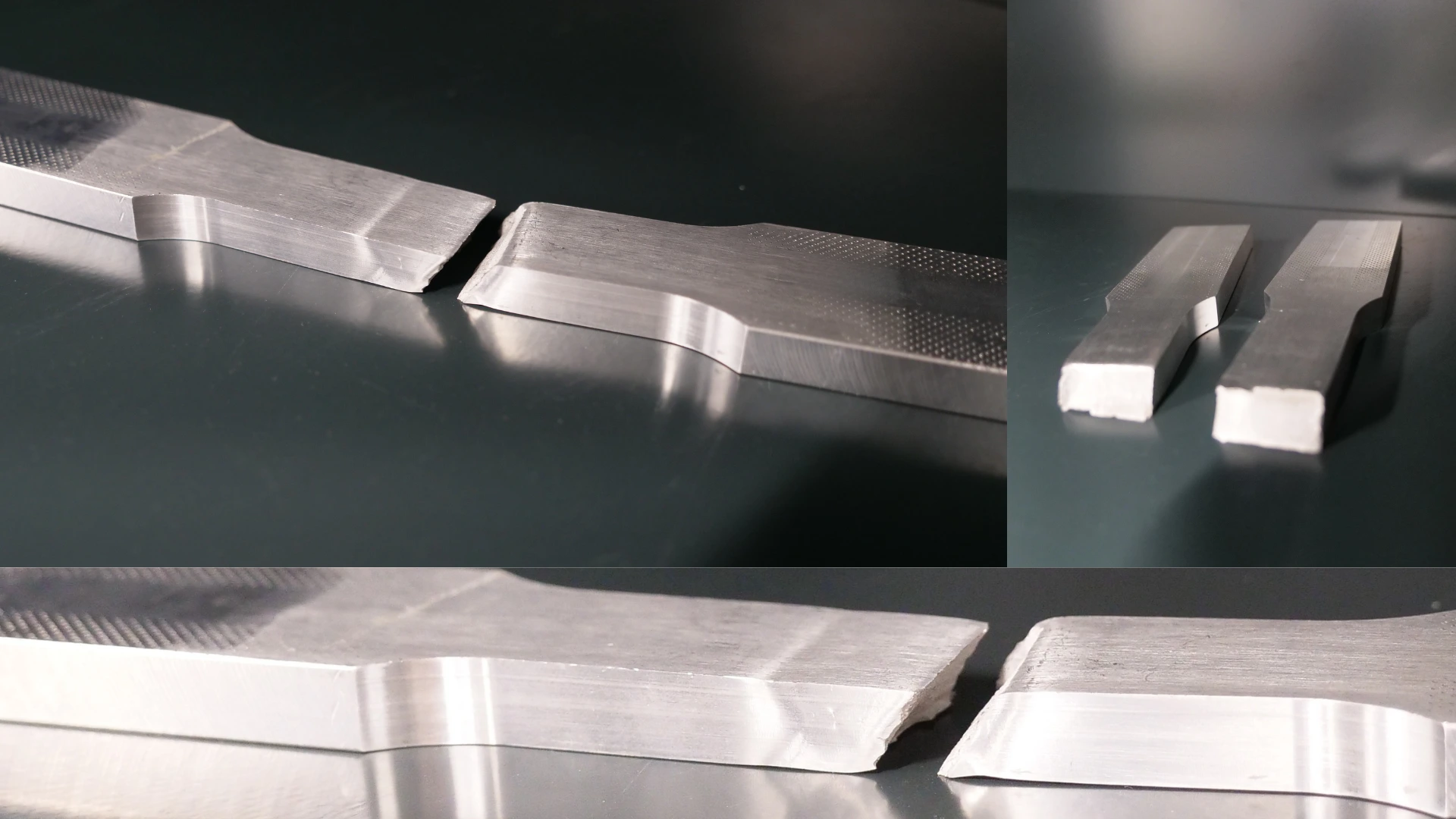
Essai de pliage endroit/envers en U pour les soudures FSW bord à bord
L’essai de pliage endroit/envers est une méthode couramment utilisée pour évaluer la ductilité et la résistance des soudures FSW en configuration bord à bord. Lorsque cette méthode est appliquée, elle permet de mettre en évidence des défauts de manque de pénétration (Lack of penetration – LOP) sur la face envers de la soudure. En pliant l’échantillon, les zones de faiblesse deviennent apparentes grâce à la rupture de la soudure, ce qui facilite l’identification de problèmes potentiels. Cet essai est crucial pour garantir que la soudure possède une résistance uniforme et qu’elle ne présente pas de zones critiques susceptibles de provoquer des défaillances sous charge.
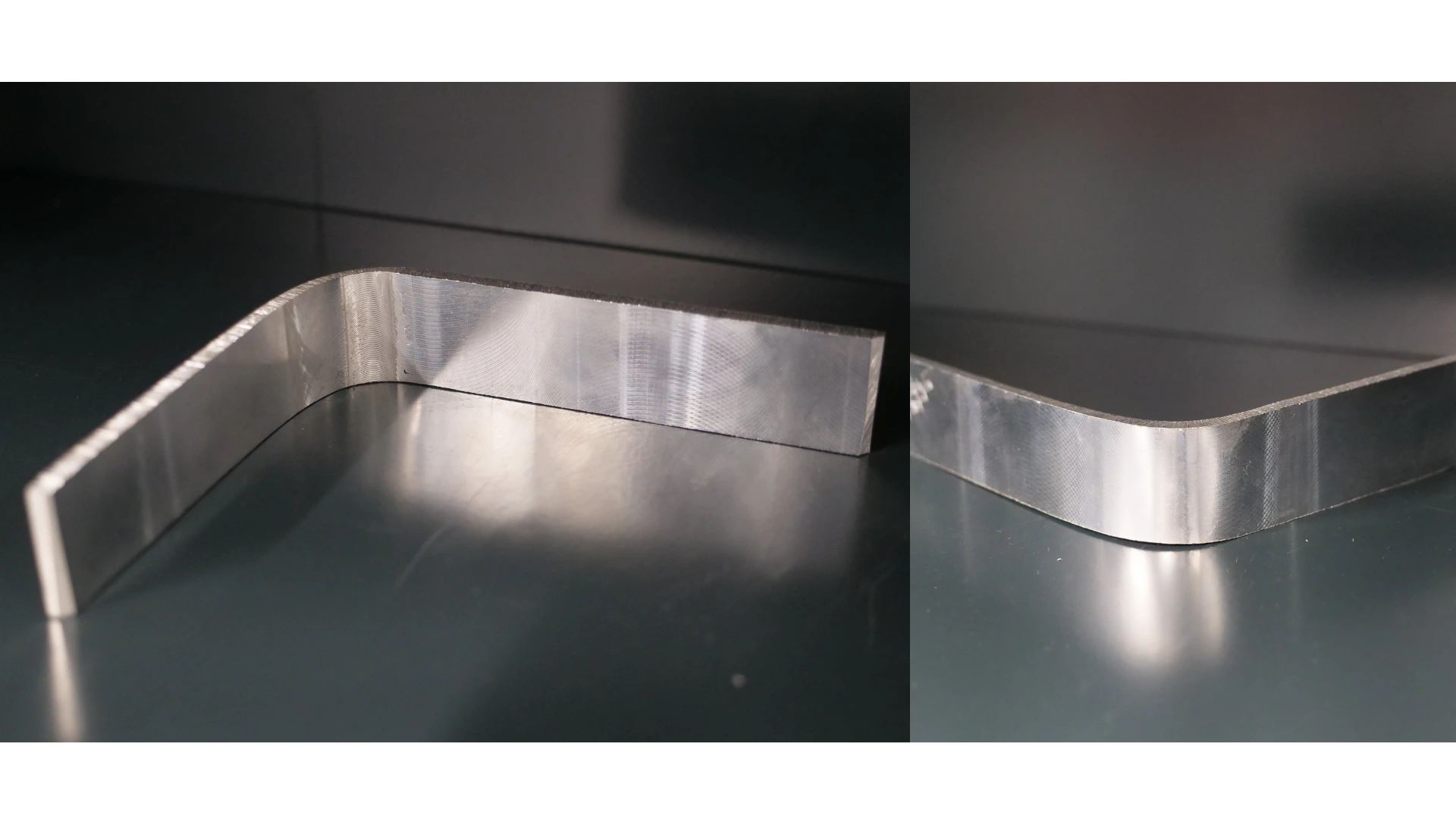
Essai de pliage en S pour les soudures FSW par transparence
L’essai de pliage en S est utilisé pour évaluer l’influence des défauts internes tels que le hooking et le kissing bond. Bien que cet essai ne permette pas de visualiser directement ces défauts, il met en évidence leur impact sur la soudure en termes de déformation et de résistance. En soumettant la soudure à une contrainte de pliage complexe, l’essai révèle des informations précieuses sur la distribution des contraintes et la capacité de la soudure à résister à des conditions de charge variées.

Test de traction pour les soudures FSW bord à bord
L’essai de traction est une technique destructrice essentielle pour évaluer la résistance mécanique des soudures bord à bord. En soumettant la soudure à une force de traction jusqu’à rupture, il est possible de mesurer l’efficacité du joint et de déterminer sa capaciter à supporter des charges mécaniques. Les résultats de cet essai fournissent des données cruciales sur la tenue mécanique de la soudure, permettant ainsi de s’assurer que la soudure répond aux exigences de performance spécifiées. Cet essai est particulièrement important pour les applications où la solidité et la fiabilité de la soudure sont primordiales.
Les autres tests de contrôle destructif
Tests de tenue à la pression
Le test de tenue à la pression, communément appelé « test de burst », est une méthode destructrice utilisée pour évaluer la résistance d’une soudure sous un pression interne élevée. Cette technique consiste à soumettre la soudure à une pression croissante jusqu’à ce que l’échantillon éclate. L’objectif de ce test est de déterminer la pression maximale que la soudure peut supporter avant de céder. Ce test est particulièrement pertinent pour les applications où les soudures doivent contenir des fluides ou des gaz sous pression, comme dans les échangeurs thermiques, les réservoirs ou encore les systèmes hydrauliques. Les résultats de ce test fournissent des indications claires sur la qualité et la fiabilité de la soudure, en identifiant les points faibles potentiels qui pourraient entraîner des défaillances en service.

Essais de tenue en fatigue
Les essais de tenue en fatigue sont cruciaux pour évaluer la durabilité des soudures sous des charges cycliques répétées. Ces tests simulent les conditions réelles auxquelles les soudures seront soumises au cours de leur vie en service. Il existe deux principales méthodes d’essai de fatigue : la flexion répétitive et la traction cyclique :
Ces essais de fatigue sont essentiels pour garantir que les soudures peuvent résister aux conditions de service sans défaillance prématurée, assurant ainsi la sécurité et la fiabilité des structures soudées sur le long terme.
Contrôles non-destructifs en FSW
Le contrôle non-destructif (CND) est une approche fondamentale pour évaluer la qualité des soudures par friction malaxage (FSW) sans endommager les pièces inspectées. Ces techniques permettent de détecter des défauts internes et de surface, garantissant ainsi l’intégrité des soudures tout en maintenant leur fonctionnalité.
Examen visuel
L’examen visuel est souvent la première étape du contrôle non-destructif d’une soudre. Cette méthode simple et rapide permet de détecter les défauts de surface visibles tels que les fissures, les porosités et les déformations. Bien que limité aux défauts externes, l’examen visuel est essentiel pour une évaluation initiale de qualité de la soudure.

Inspection de la soudure par ultrasons
L’inspection par ultrasons est une technique non destructive qui utilise des ondes sonores à haute fréquence pour détecter les défauts internes dans la soudure. Deux variantes sont particulièrement pertinentes pour le FSW :
Radiographie X et tomographie X
La radiographie X utilise des rayons X pour produire des images de la structure interne de la soudure. Cette méthode est efficace pour détecter des défauts tels que les wormholes et les manques de pénétration (LOP) quand ils sont conséquents. La radiographie fournit une vue en deux dimensions de la soudure révélant les variations de densité qui indiquent la présence de défauts.
La tomographie X, une variante plus avancée, utilise plusieurs images radiographiques prises sous différents angles pour créer une image en trois dimensions de la soudure. Cette technique offre une visualisation plus détaillée des défauts internes et est particulièrement utile pour les analyses complexes où une inspection plus approfondie est nécessaire.
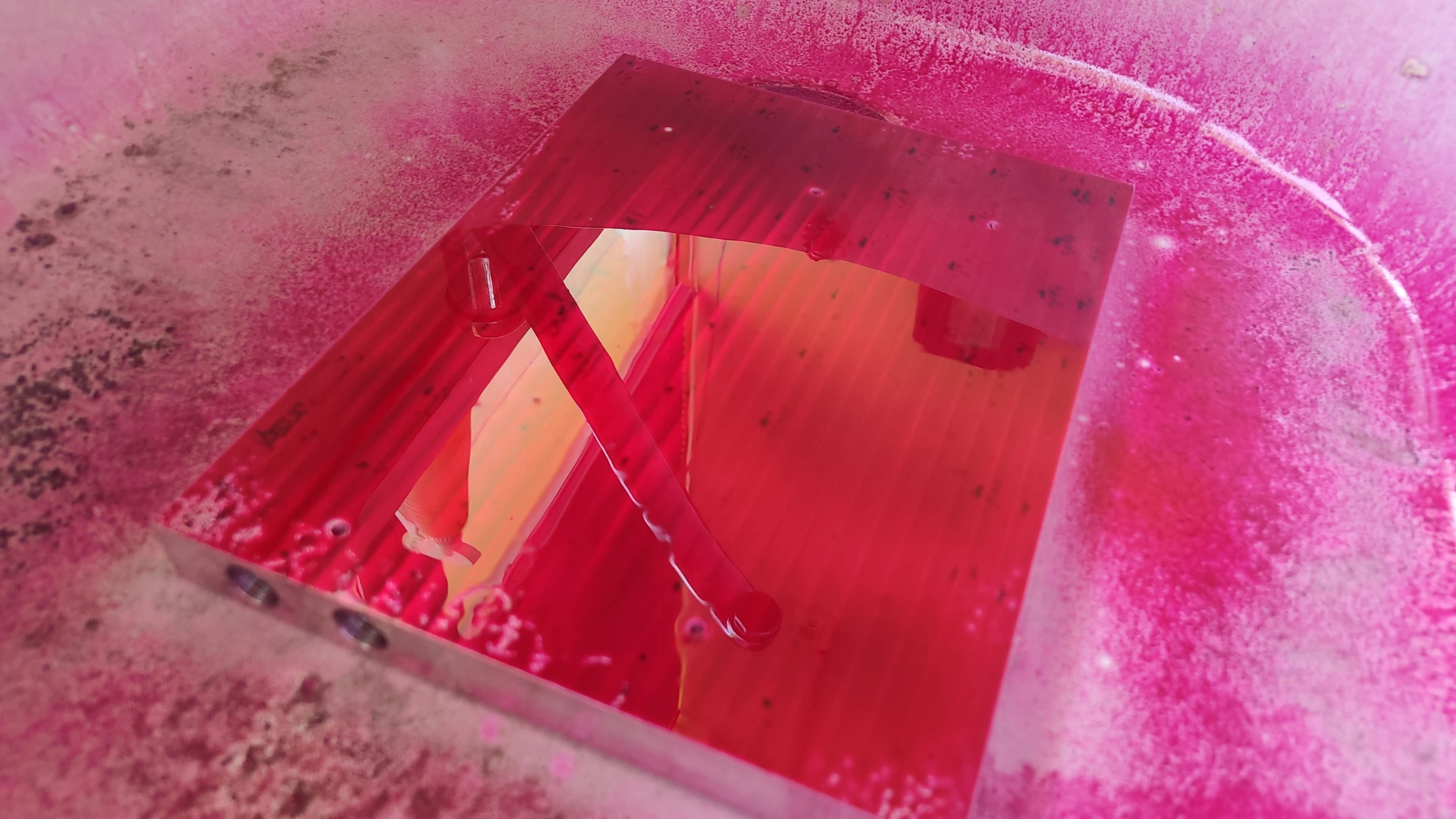
Ressuage
Le ressuage est une méthode simple et efficace pour détecter les défauts de surface ouverts tels que les fissures et les wormholes débouchants. Cette technique consiste à appliquer un liquide pénétrant coloré ou fluorescent sur la surface de la soudure. Le liquide s’infiltre dans les défauts ouverts. Après un certain temps, l’excès de liquide est nettoyé et un révélateur est appliqué pour faire ressortir le liquide restant dans les défauts, les rendant visibles. Le ressuage est particulièrement utile pour détecter les manques de pénétration et les défauts de surface qui pourraient ne pas être visibles à l’œil nu.
Courants de Foucault (Eddy Current)
L’inspections par courants de Foucault est une méthode non destructive qui utilise des champs électromagnétiques pour détecter des défauts de surface et sous-jacents dans les matériaux conducteurs. Cette technique implique l’application d’un courant alternatif à une bobine, créant un champ magnétique. Lorsque la bobine est placée près de la surface de la soudure, les courants de Foucault induits dans le matériau interagissent avec les défauts, modifiant le champ magnétique. Ces modifications sont détectées et analysées pour identifier des anomalies telles que les wormholes sous-jacents, et les manque de pénétration. L’inspection par courants de Foucault est rapide et sensible, offrant une méthode efficace pour l’évaluation des soudures FSW d’épaisseur inférieure à 5 mm.
Ces techniques de contrôle non-destructif sont essentielles pour garantir la qualité et la fiabilité des soudures par friction malaxage, permettant de détecter et de corriger les défauts potentiels sans compromettre l’intégrité des structures inspectées.
Le contrôle qualité des soudures par friction malaxage est un processus indispensable pour garantir la robustesse et la fiabilité des structures soudées. Les méthodes destructives telles que celles conformes à la norme ISO 25239, les tests de tenue à la pression et les essais de tenue en fatigue, offrent une compréhension approfondie des performances et des défauts potentiels des soudures. Parallèlement, les techniques non destructives comme l’examen visuel, les ultrasons, la radiographie X et la tomographie X, le ressuage et les courants de Foucault permettent une évaluation complète sans endommager les pièces inspectées. En combinant ces approches, il est possible de garantir que les soudures FSW répondent aux exigences les plus strictes de qualité et de sécurité, assurant ainsi la durabilité et la performance des produits finis dans leurs applications respectives.
Vous avez des problèmes de qualité ?
Nos experts sont là pour vous aider. Avec nos années d’expérience et nos équipements de pointe, nous vous aidons à contrôler vos pièces et de ce fait à garantir que vos soudures répondent aux normes les plus élevées. N’hésitez pas à nous contacter pour discuter de vos besoins spécifiques et découvrir comment nous pouvons vous assister dans l’amélioration de la qualité et de la fiabilité de vos soudures.