
APPLICATION FSW
Réservoir en aluminium soudé par FSW
Optimisation de la production de réservoirs en aluminium : allier efficacité et solidité grâce au soudage par friction-malaxage (FSW).
Pourquoi choisir le soudage par friction-malaxage pour l’assemblage de votre réservoir en aluminium ?
Les réservoirs en aluminium, essentiels dans diverses applications allant du stockage d’hydrogène liquide pour les avions à l’utilisation dans les lanceurs spatiaux, tirent un avantage significatif de la méthode du soudage par friction-malaxage (FSW). Cette technique maintient efficacement les propriétés mécaniques du matériau tout en garantissant une étanchéité parfaite des réservoirs, ce qui contribue à prolonger notablement leur durabilité.

100% étanche
Aucun risque de fuite (que ce soit du gaz ou du liquide). Procédé à l’état solide donc pas de porosité

Coût divisé par 2
Jusqu’à deux fois moins cher que le soudage à l’arc ou que le soudage laser.

Haute résistance
Jusqu’à 280 bar (4000 psi) sans post-traitement thermique.

Réduction du poids jusqu’à 2
Remplacement de l’acier inoxydable par de l’aluminium à haute résistance (2000 ou 7000).
Spécifications techniques des réservoirs soudés par FSW
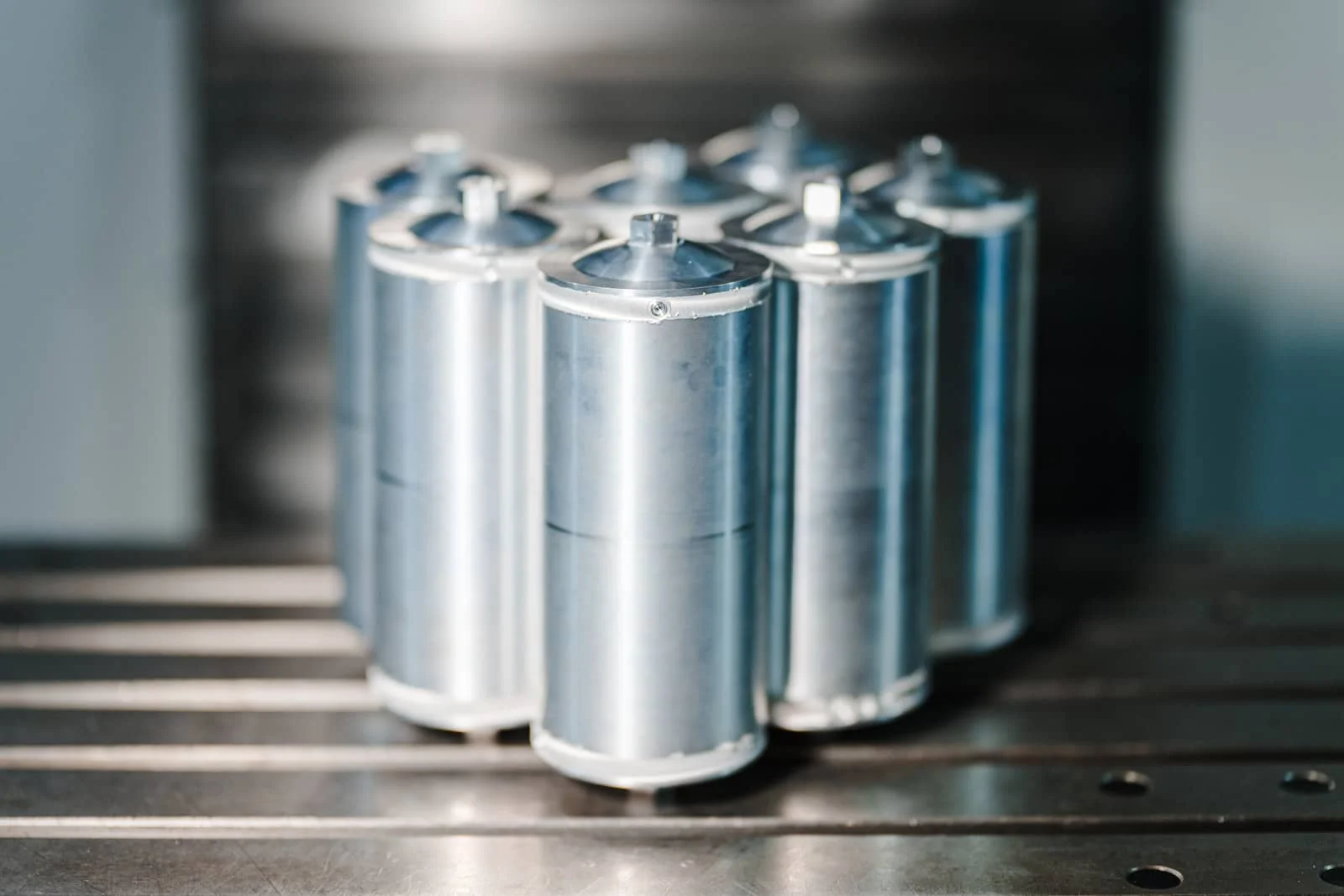
Réservoirs de moins de 300 mm de diamètre
La fabrication des réservoirs ayant un diamètre de 300 mm est révolutionnée par l’utilisation de l’extrusion et du soudage par friction malaxage, qui offrent une polyvalence inégalée car les extrusions peuvent être intégrées de manière transparente à n’importe quel alliage d’aluminium, ce qui facilite le processus d’assemblage. La méthode d’extrusion rationalise l’ensemble du processus de fabrication en éliminant la nécessité d’un soudage longitudinal, ce qui simplifie le processus de production. En outre, l’adoption d’extrusions d’aluminium n’est pas seulement une mesure stratégique pour améliorer l’efficacité, c’est aussi une mesure rentable qui permet de réduire de manière significative les dépenses globales de fabrication.


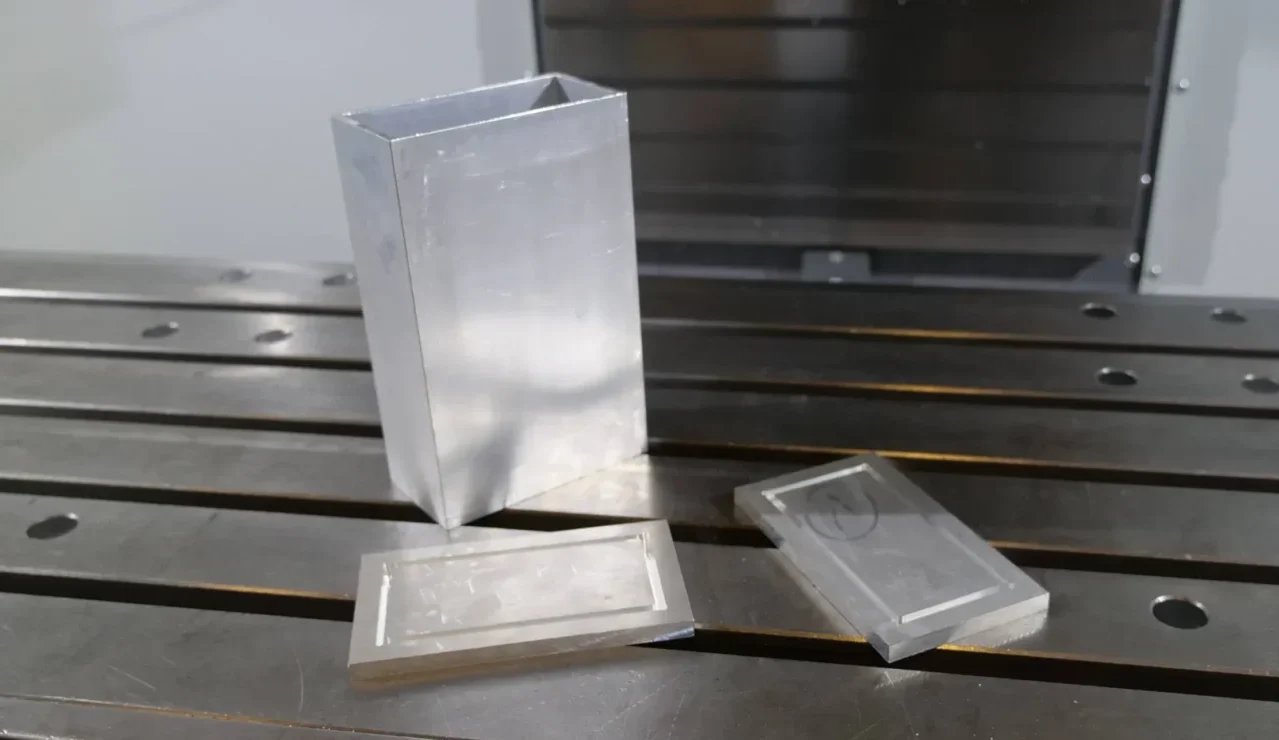
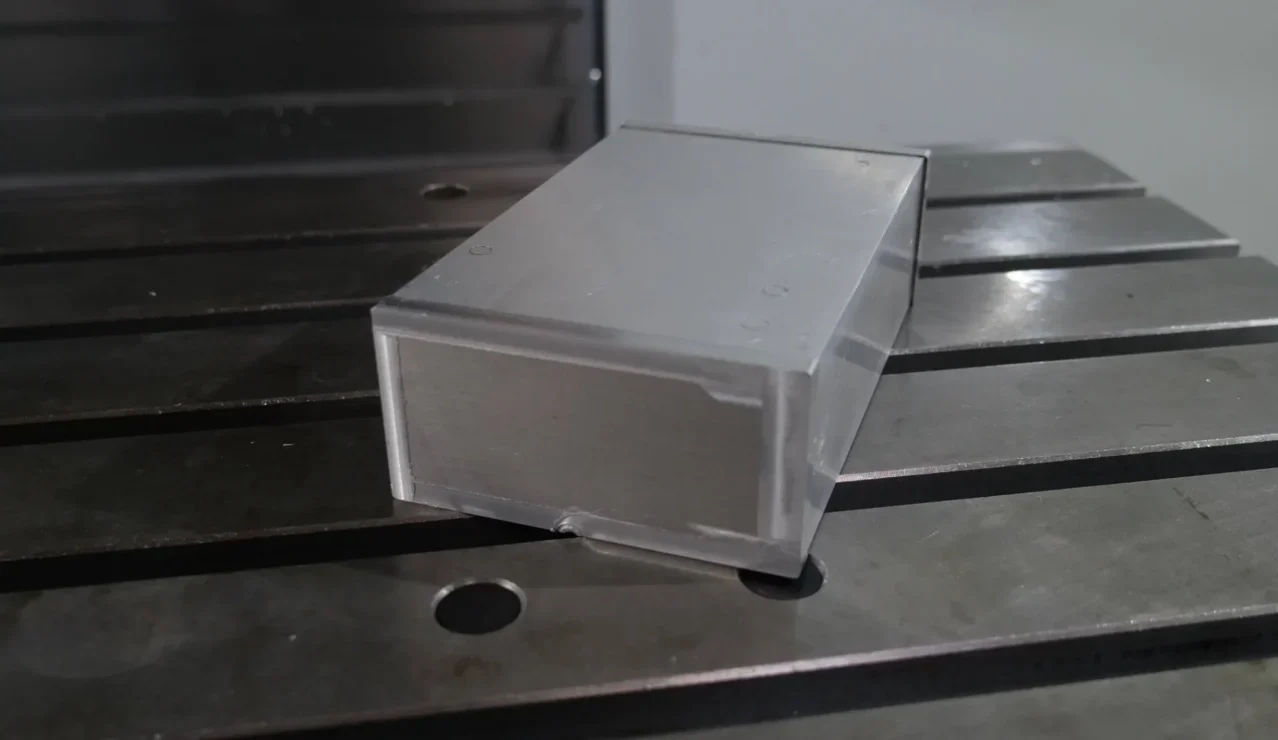

Réservoirs d’un diamètre supérieur à 300 mm




Le soudage par Friction Malaxage appliqué aux réservoirs en aluminium en temps réel




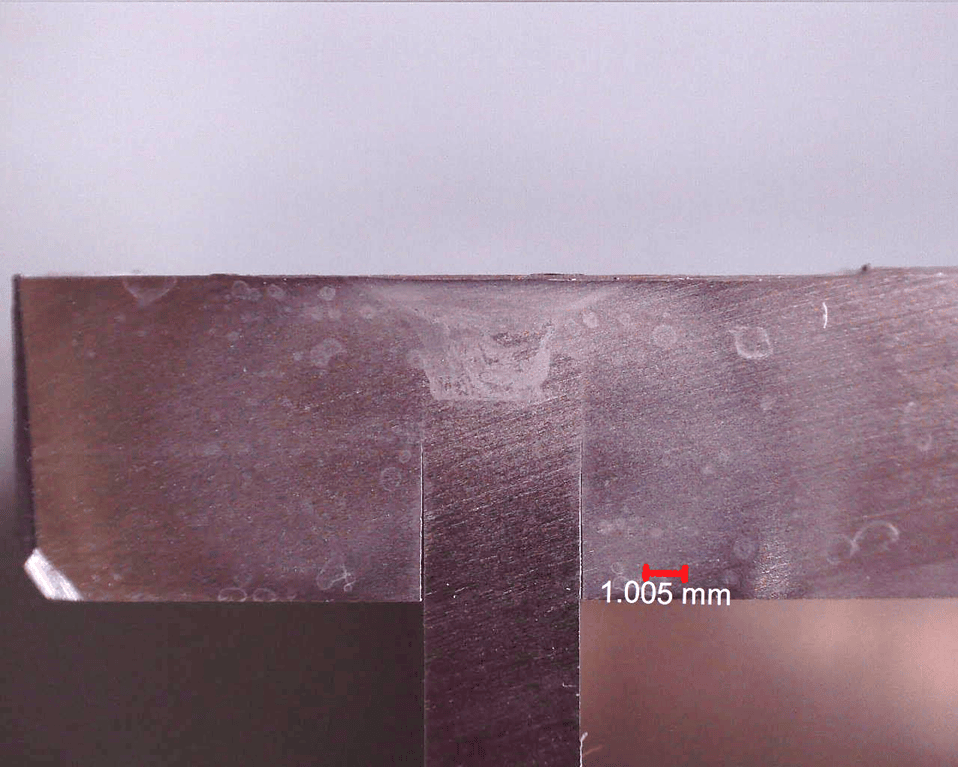
Zoom sur le soudage par Friction-Malaxage à pion rétractable : la solution pour éliminer le trou de sortie
Dans les secteurs spatial et aéronautique, le trou de sortie qui reste à la fin de la soudure constitue un défi courant lors du soudage par friction-malaxage. Dans des applications telles que le soudage orbital de réservoirs, il peut s’agir d’un facteur critique pour garantir une résistance uniforme tout au long de la soudure.
Le système innovant de pion rétractable offre une solution efficace en remplissant de manière étanche le trou de sortie de la soudure. Cette technique garantit que les propriétés mécaniques restent constantes sur l’ensemble de la soudure, ce qui permet d’éliminer les points faibles, de réduire le besoin de post-traitement et de gagner du temps de production.
Conçu pour les secteurs exigeants, le système de pion rétractable est une caractéristique essentielle pour obtenir des résultats de haute qualité dans les applications FSW, en particulier pour les géométries complexes ou les soudures orbitales. Il représente une avancée dans la technologie du soudage de précision, offrant des performances supérieures et une fiabilité à long terme.

Réservoir en aluminium : enjeux majeurs pour les secteurs critiques
L’aluminium s’impose comme le matériau de choix dans les secteurs aérospatial et spatial pour la fabrication de réservoirs, grâce à sa légèreté, sa résistance à la corrosion, et son équilibre parfait entre solidité et souplesse. Sa conductivité thermique exceptionnelle est également cruciale pour le contrôle des températures dans les environnements cryogéniques. Sa facilité de personnalisation permet de développer des conceptions de réservoirs à la fois innovantes et économiques, répondant ainsi aux exigences budgétaires sans compromettre la qualité.
Dans les secteurs critiques où la précision et la performance sont primordiales, la combinaison de l’aluminium et du FSW offre des avantages inégalés pour la réussite des missions.




Construction Navale

Approfondissez vos connaissances : nos ressources sur le soudage FSW de réservoirs
Vous souhaitez explorer davantage l’univers des réservoirs en aluminium soudés par FSW ? Immergez-vous dans un vaste éventail de connaissances grâce à nos webinaires, articles, et livres blancs. Cliquez ci-dessous pour découvrir une panoplie de ressources précieuses, conçues pour enrichir votre compréhension et affiner votre expertise dans ce domaine.
Webinaire – 45 min – Replay
Révolutionner la fabrication des réservoirs en aluminium
Découvrez les avantages du soudage par friction-malaxage pour les réservoirs en aluminium dans notre webinaire. Voyez comment cette méthode révolutionne la résistance, la finition et la rentabilité. Découvrez dès à présent les techniques et les informations clés de l’industrie.
Articles de blog – 5 min
Réservoir cryogénique à hydrogène : une conception d’avenir pour l’aéronautique
Révolutionner la fabrication de réservoirs en aluminium grâce au soudage FSW
Livre blanc – 20 min
Fabrication de réservoirs en aluminium
Découvrez le soudage par friction-malaxage pour les réservoirs en aluminium : avantages, études de cas détaillées pour les réservoirs de moins de 300 mm et normes de qualité rigoureuses.
Livre blanc – 20 min
Le soudage par FSW pour les nuls
Ce livre blanc démystifie le soudage par friction-malaxage, en fournissant des informations faciles à comprendre et des conseils pratiques dans un format concis. Idéal pour les nouveaux venus.

Prêt à hisservotre solution de réservoir à un niveau supérieur ?
Découvrez comment le FSW transforme la construction du réservoir en aluminium. Contactez nous pour discuter de vos besoins spécifiques et explorer les avantages de la technologie FSW. Votre chemin vers des solutions de réservoirs améliorées commence maintenant.