
Quale processo di saldatura dell’alluminio consuma meno elettricità?
Il consumo energetico è diventato una sfida importante per l’industria. Alla luce dell’aumento dei prezzi dell’energia e delle crescenti normative ambientali, i produttori di componenti in alluminio si sforzano di ottimizzare i processi di giunzione.
Non tutte le tecnologie di saldatura consumano la stessa quantità di elettricità: alcune sono efficienti dal punto di vista energetico, altre consumano molta energia. Questo articolo confronta il consumo effettivo di energia delle quattro tecnologie più importanti sulla base di dati rappresentativi del settore.

Perché confrontare il consumo di energia dei processi di saldatura?
Nell’assemblaggio dell’alluminio, il consumo di energia dipende in larga misura dalla tecnologia utilizzata. In alcuni processi viene riscaldata solo la zona di saldatura Friction Stir Welding (FSW), mentre in altri il metallo deve essere completamente fuso (MIG, laser) o addirittura deve essere riscaldato un intero forno (brasatura).
Il confronto dei processi in kWh per metro saldato consente ai produttori di misurare l’impatto energetico delle loro decisioni, prevedere i costi operativi e valutare l’impronta di carbonio.
Qual è il consumo di energia dei 4 principali processi di saldatura dell’alluminio?
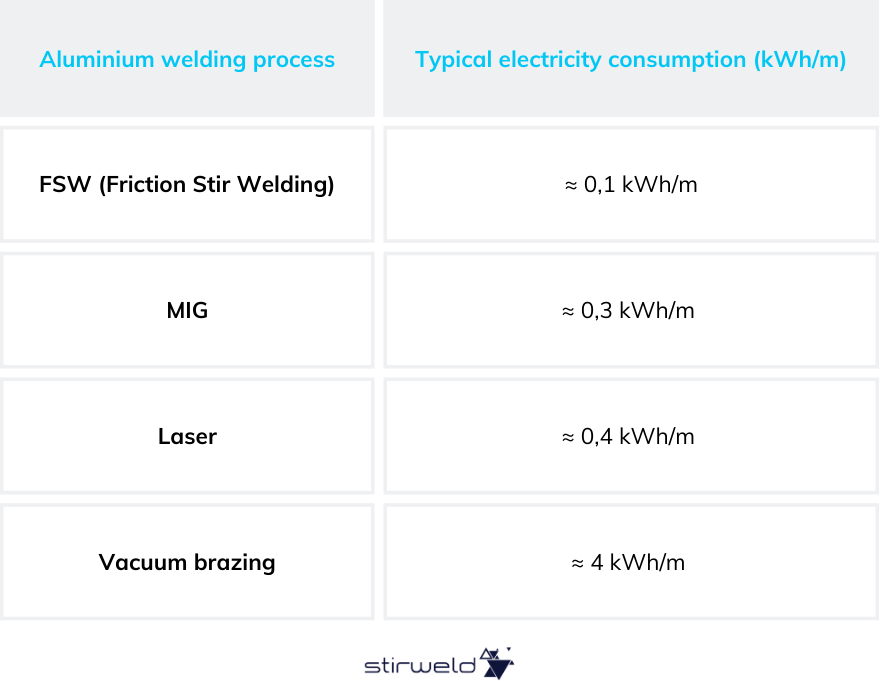
Consumo energetico tipico dei processi di saldatura dell’alluminio
I processi più importanti per la saldatura dell’alluminio sono
L’energia necessaria per produrre un metro di saldatura di alluminio varia notevolmente. La tabella seguente riassume i valori tipici del consumo energetico, espressi in kWh per metro di saldatura:
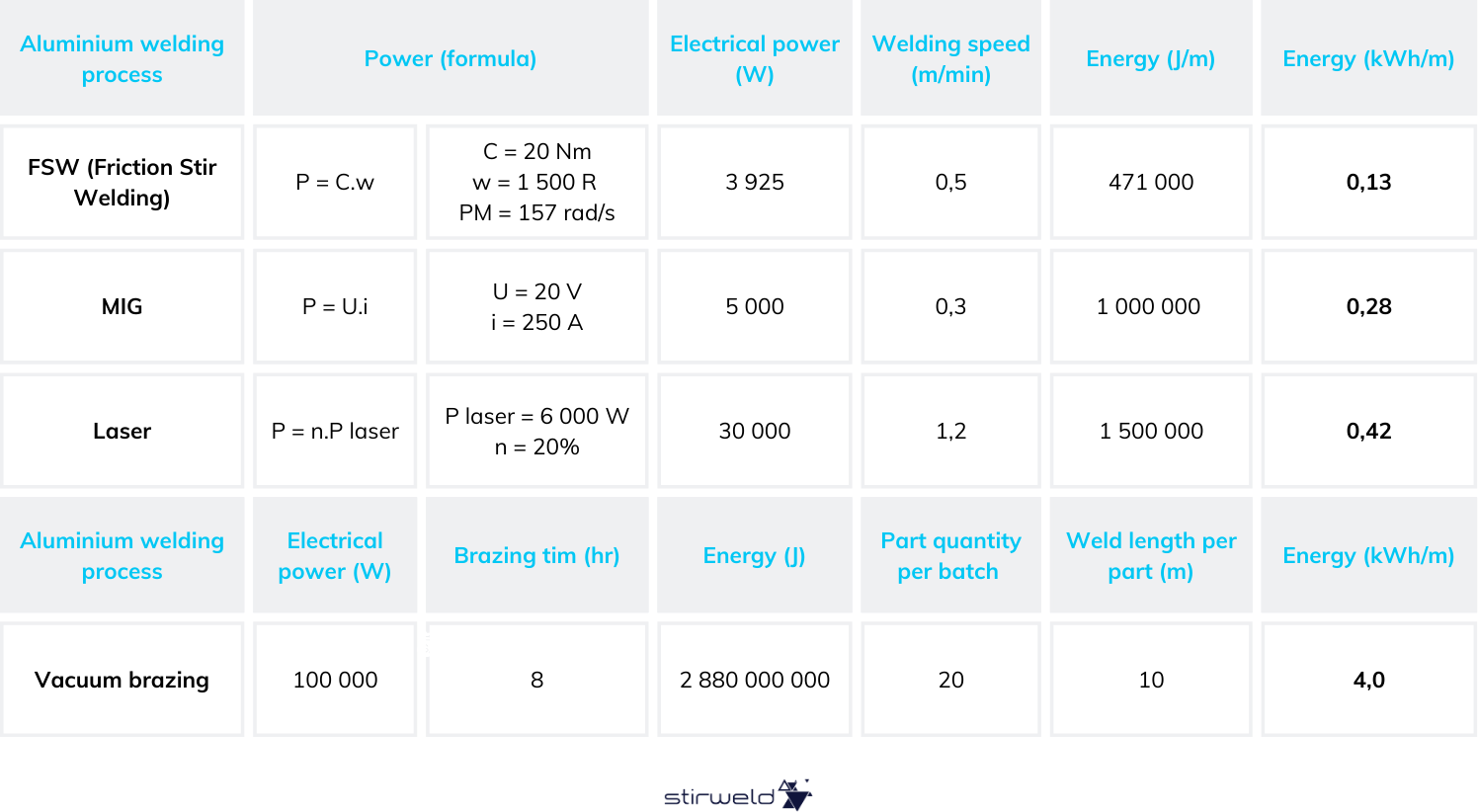
Calcolo dettagliato del fabbisogno di corrente per la brasatura della lega AA6061-T6
I valori qui riportati si riferiscono alla saldatura della lega AA6061-T6 con una penetrazione di 4 mm (un valore tipico per la maggior parte delle applicazioni) e riflettono ordini di grandezza generali.
I valori esatti variano a seconda dello spessore, del processo di saldatura e dell’efficienza dell’attrezzatura.
FSW: perché la saldatura Friction Stir Welding consuma meno energia
FSW: un processo a bassissimo consumo energetico
La saldatura friction stir welding (FSW) ) è caratterizzata da un basso consumo energetico, pari a circa 0,13 kWh per metro di cordone di alluminio. L’apporto di calore molto localizzato e l’elevata efficienza energetica (circa il 95% di efficienza elettrica) limitano notevolmente le perdite.
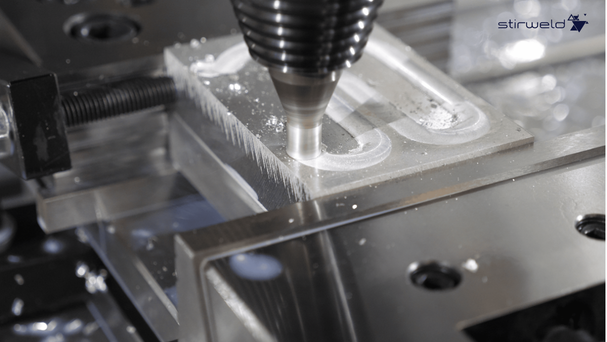
Questo valore corrisponde generalmente a saldature FSW su leghe di alluminio (ad esempio piastre AA6061 di 4 mm di spessore), eseguite a una velocità di avanzamento moderata. Questa efficienza energetica può essere spiegata dalla natura del processo: nella FSW il metallo non viene fuso, ma portato allo stato plastico da un utensile FSW.
In breve, quasi tutta l’energia elettrica viene utilizzata direttamente per formare il cordone di saldatura (attraverso l’attrito e la plasticizzazione) invece di riscaldare inutilmente l’ambiente circostante.
FSW: grandi risparmi nella produzione industriale
Nella pratica industriale, l’efficienza energetica della saldatura FSW comporta un notevole risparmio di elettricità rispetto ai processi convenzionali. Ad esempio, una saldatrice FSW consuma circa 0,1 kWh/m, ovvero circa la metà del consumo della saldatura MIG della stessa lega (il FSW è circa il 50% del consumo MIG). Inoltre, la saldatura FSW non richiede né gas di protezione né filo di saldatura, il che elimina l’energia vincolata associata (generazione di gas, fusione del filo, ecc.).
FSW: una tecnologia adatta a molte applicazioni
Il valore di 0,1 kWh/m è rappresentativo di cordoni di saldatura standard in alluminio che soddisfano criteri quali uno spessore moderato e una velocità di avanzamento di poche decine di centimetri al minuto.
Per i pezzi molto spessi saldati con FSW (ad esempio, oltre 20 mm in una lega ad alta resistenza), l’energia per metro può aumentare a causa della minore velocità di saldatura, ma è comunque molto inferiore rispetto ai processi di fusione equivalenti.
In breve, l’FSW offre il miglior equilibrio complessivo, il che lo rende particolarmente interessante laddove la riduzione del consumo energetico e dell’impronta di carbonio è una priorità fondamentale, come nell’industria aerospaziale o automobilistica. Questi settori mostrano un crescente interesse per l’FSW in sostituzione dei processi di saldatura tradizionali che consumano più energia.
RISORSA FSW
Saldatura FSW per principianti
Scoprite le basi del FSW con la nostra guida per principianti.
Scoprite come funziona il processo, i suoi componenti principali, i principali vantaggi rispetto ai processi di saldatura tradizionali e come evitare gli errori più comuni.
MIG: un processo di fusione ad alta intensità energetica.
Perché il MIG consuma più dell’FSW
Il MIG (Metal Inert Gas) è un processo di saldatura ad arco elettrico in cui vengono fusi sia il materiale di base che il filo di saldatura. La saldatura MIG dell’alluminio consuma quindi circa 0,30 kWh per metro di cordone di saldatura in condizioni standard. Tre fattori contribuiscono a questo consumo relativamente elevato:

MIG: i valori di consumo aumentano rapidamente nella produzione
In condizioni industriali, una tipica stazione MIG per alluminio consuma tra i 5 e i 10 kW in modo continuo, a seconda della modalità di saldatura (ad esempio, circa 5 kW per 250 A a 20 V). A una velocità di saldatura di circa 30 cm/min (un valore comune per un cordone di lamiera di 4 mm di spessore), ciò corrisponde a circa 0,28 kWh per metro di cordone. In generale , la saldatura MIG richiede una corrente da due a tre volte superiore rispetto alla saldatura FSW per saldare un metro di alluminio dello stesso spessore. Su scala industriale (ad esempio, nella produzione di massa di telai in leghe di alluminio saldate MIG), questa differenza può ammontare a centinaia o addirittura migliaia di kWh aggiuntivi consumati al giorno.
MIG: efficienza energetica media tra i processi ad arco
Va notato che il MIG è comunque più efficiente dal punto di vista energetico rispetto al TIG perché è più veloce: per saldare un metro di alluminio, la saldatura MIG richiede circa 1,5 kWh rispetto a 1,9-2,0 kWh per il TIG. In pratica, il processo MIG è quindi preferito al TIG quando si tratta di saldare l’alluminio con una maggiore efficienza complessiva, anche se il consumo non è trascurabile.
Saldatura laser: veloce, ma ad alto consumo energetico
Perché la saldatura laser consuma così tanta elettricità
La saldatura laser ad alta intensità viene generalmente eseguita in atmosfera di gas inerte. La saldatura laser dell’alluminio è caratterizzata da un consumo energetico relativamente elevato per metro saldato, in genere dell’ordine di 0,40 kWh per metro di giunto per spessori medi. Sebbene sembri che un sistema laser emetta meno energia sul materiale (perché il fascio è altamente concentrato e il tempo di interazione è breve), diversi fattori aumentano il consumo effettivo:

Quando la saldatura laser ha ancora senso
In pratica, la saldatura laser dell’alluminio consuma circa il doppio dell’energia rispetto alla saldatura MIG e quattro volte rispetto alla saldatura FSW per la stessa lunghezza del cordone di saldatura. Tuttavia, questo dato deve essere rapportato alla potenza del laser: Per i profili sottili, la velocità di saldatura può essere molto più elevata rispetto ai processi ad arco (diversi metri al minuto per le lamiere sottili), il che può ridurre il numero di stazioni necessarie nella produzione e quindi l’energia per pezzo prodotto. In altre parole, il laser scambia l’energia con il tempo: consuma molta energia nell’immediato, ma rende il collegamento più veloce.
Inoltre, la saldatura laser spesso riduce i processi di raddrizzamento o di rilavorazione (bassa distorsione, cordone di saldatura stretto e pulito), il che può portare indirettamente a un risparmio energetico nell’intero processo produttivo. Tuttavia, se consideriamo solo il consumo di energia durante la saldatura stessa, la saldatura laser è ancora molto dispendiosa in termini di energia per metro. Ciò si riflette anche nell’impronta di carbonio: senza elettricità a basse emissioni di carbonio, un laser con 1 kWh/m può potenzialmente generare circa 0,1 kg di CO₂/m, ossia quattro volte di più rispetto alla saldatura FSW (circa 0,025 kg di CO₂/m).
Brasatura: il processo a maggior consumo energetico
Perché la brasatura richiede così tanto tempo
La brasatura dell’alluminio (spesso utilizzata per assemblare scambiatori di calore, piastre di raffreddamento o parti complesse in un’unica operazione) è di gran lunga il processo più energivoro tra quelli qui considerati. È difficile fornire un valore generalizzato, poiché il consumo dipende dalle dimensioni del forno, dal numero di pezzi per ciclo e dal ciclo termico (riscaldamento a circa 550-610 °C, riscaldamento continuo, raffreddamento). Tuttavia, è possibile raggiungere facilmente diversi kilowattora per metro di cordone di saldatura. In questo processo, l’insieme dei pezzi (e il forno) viene riscaldato per realizzare il giunto, invece di concentrare l’energia solo sul giunto.
Un forno industriale per la brasatura può avere una potenza installata da 50 a oltre 200 kW e lavorare in cicli di diverse ore. Anche se il forno è carico di molti pezzi, l’energia per metro di giunzione è comunque elevata. Ad esempio, un ciclo con un consumo di 800 kWh e la saldatura di un totale di 20 pezzi significa un consumo medio di energia di 4 kWh per metro (con una lunghezza di saldatura di 10 m per pezzo). Con un lotto meno ottimizzato, questo rapporto aumenta ulteriormente.

Brasatura: il consumo dipende fortemente dal carico del forno
A differenza di altri processi , la brasatura è un processo discontinuo: tutta l’energia termica viene applicata in una sola volta per trattare i gruppi X in un unico ciclo. Non esiste una “velocità di brasatura” in metri al minuto, ma si misura in kilowattora per ciclo. Pertanto, l’efficienza del ciclo, cioè il caricamento del maggior numero possibile di pezzi, è la chiave per distribuire il consumo per metro. Un forno mal ottimizzato (pochi giunti di saldatura per ciclo) può consumare più di 10 kWh per metro di giunto di saldatura, mentre un forno molto ben caricato può scendere a circa 1-2 kWh/m. In tutti i casi, si tratta comunque di un consumo significativamente superiore a quello di altre tecnologie che sono processi continui incentrati esclusivamente sulla giunzione.
Quando optare per la brasatura nonostante i costi energetici
Nella pratica industriale, la brasatura viene scelta solo quando altri criteri superano i vincoli energetici. Ad esempio, per assemblare molti giunti contemporaneamente e in modo uniforme (scambiatori di calore a piastre, complessi assemblaggi 3D) o per ottenere giunti di alta qualità metallurgica senza fusione diretta (la brasatura può essere utilizzata per unire aree altrimenti difficili da saldare).
Alla luce dell’aumento dei costi energetici e degli obiettivi ambientali, molti produttori cercano di sostituire la brasatura con alternative più efficienti dal punto di vista energetico, laddove possibile. La FSW è una di queste alternative. Anche la saldatura laser in modalità conduzione può talvolta sostituire la brasatura, anche se il consumo non è trascurabile (circa 0,4 kWh/m) ma non si avvicina al ciclo di un forno. Tuttavia, per i pezzi con geometrie complesse o con molte piccole connessioni interne, la brasatura sotto vuoto è ancora utilizzata nonostante l’elevata intensità energetica.
Riepilogo delle differenze di consumo energetico tra i processi di saldatura dell’alluminio
Questo confronto mostra differenze molto grandi nel consumo di energia tra i processi. Come processo di saldatura a stato solido, l’FSW è di gran lunga il processo più efficiente dal punto di vista energetico per la giunzione dell’alluminio: concentra il calore dove è necessario ed evita le grandi perdite associate alla fusione e all’irraggiamento.
All’altro estremo dello spettro, la brasatura distribuisce l’energia sul volume dei pezzi e del forno, con un conseguente elevato consumo energetico per metro di giunzione.
La saldatura MIG occupa una posizione intermedia: è un processo di fusione relativamente efficiente rispetto ad altri processi ad arco (più efficiente del TIG, ad esempio, grazie al suo elevato tasso di deposito), ma ancora molto meno efficiente del FSW.
La saldatura laser è una combinazione di fusione e concentrazione estrema: consuma poca energia in prossimità della giunzione (zona termicamente interessata ristretta), ma la bassa efficienza della macchina comporta un elevato consumo di energia.
In sintesi, dal punto di vista del consumo energetico (kWh/m), la saldatura per attrito (FSW) dell’alluminio è la più efficiente, in quanto consuma in genere solo una frazione dell’energia richiesta dalla saldatura ad arco (MIG, TIG) o dalla saldatura laser, e una quantità trascurabile rispetto alla brasatura sotto vuoto. Queste differenze di consumo si riflettono direttamente sui costi operativi e sull’impatto ambientale: un’azienda che utilizza l’FSW ridurrà significativamente la spesa energetica per la saldatura (e le relative emissioni di CO₂) rispetto a un’operazione MIG, e ancora di più rispetto a un processo di brasatura.
A livello aziendale, la scelta del processo può contribuire agli obiettivi di sostenibilità. Ad esempio, sostituire la brasatura sottovuoto con la FSW non solo fa risparmiare migliaia di kilowattora all’anno, ma elimina anche la necessità di brasare le leghe e semplifica il processo di giunzione (nessun riscaldamento prolungato). Allo stesso modo, preferire la saldatura FSW o laser alla saldatura MIG o TIG per alcune applicazioni può ridurre la necessità di ventilazione e migliorare le condizioni di lavoro (meno fumi, nessun arco UV).
In che modo Stirweld può aiutarvi a ridurre il consumo energetico associato al vostro lavoro di saldatura?
Grazie alla sua esperienza nella saldatura per attrito, Stirweld aiuta i produttori che desiderano sostituire processi ad alto consumo energetico come MIG, TIG, saldatura laser o brasatura sotto vuoto con una tecnologia molto più efficiente dal punto di vista energetico. A seconda del processo da sostituire , la FSW può ridurre il consumo di energia per metro saldato dal 50 al 95%.
I tecnici Stirweld vi aiuteranno a garantire questa transizione dal punto di vista meccanico, metallurgico e produttivo. Ciò garantisce una riduzione permanente del consumo di energia, mantenendo la qualità e la ripetibilità dell’assemblaggio.
Volete ridurre il vostro consumo di elettricità?
I nostri specialisti FSW sono a vostra disposizione per ottimizzare i vostri processi e ridurre in modo efficiente i costi energetici.