
Quel procédé de soudage de l’aluminium consomme le moins d’électricité ?
La consommation électrique est devenue un enjeu industriel majeur. Entre la hausse du prix de l’énergie et les contraintes liées aux objectifs environnementaux, les fabricants de pièces en aluminium cherchent à optimiser leurs procédés d’assemblage.
Or, les procédés de soudage ne consomment pas tous la même quantité d’électricité : certains sont sobres, d’autres sont extrêmement énergivores. Cet article compare la consommation électrique réelle des quatre technologies principales, à partir de données industrielles représentatives.

Pourquoi comparer la consommation électrique des procédés de soudage ?
Dans les opérations d’assemblage de pièces en aluminium, la consommation électrique dépend fortement de la technologie utilisée. Certaines méthodes chauffent uniquement la zone de soudure (soudage par friction malaxage ou FSW), tandis que d’autres nécessitent une fusion complète du métal (MIG, laser) ou même le chauffage d’un four entier (brasure sous vide).
La comparaison des procédés en kWh par mètre soudé permet aux industriels de mesurer l’impact énergétique de leurs choix, d’anticiper les coûts d’exploitation et d’évaluer leur empreinte carbone.
Quelle est la consommation électrique des 4 principales méthodes de soudage de l’aluminium ?
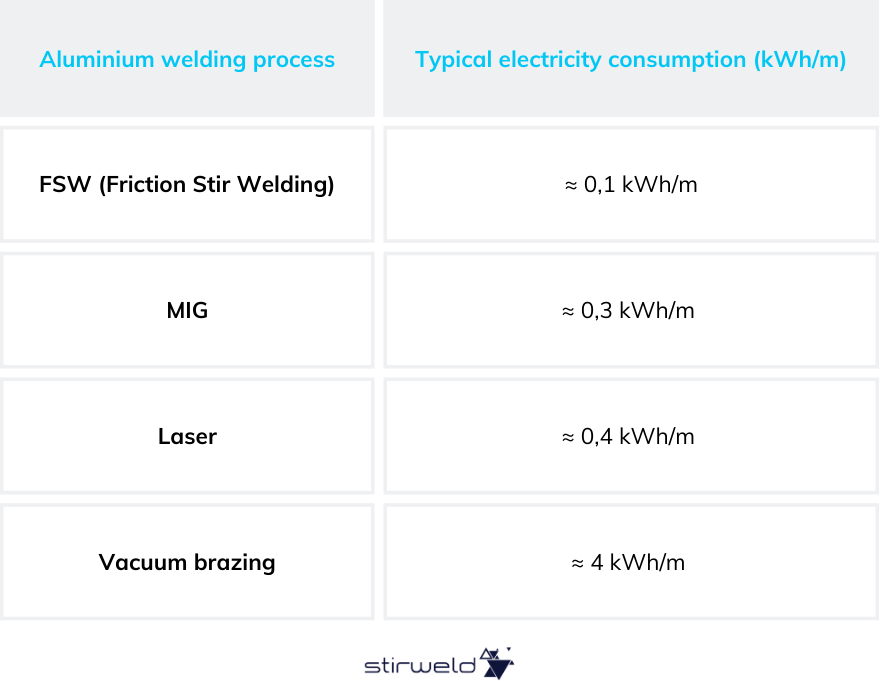
Consommation électrique indicative des procédés de soudage de l’aluminium
Les principaux procédés permettant de souder l’aluminium sont :
Leur besoins en énergie sont très différents pour réaliser un mètre de joint soudé en aluminium. Le tableau ci-dessous résume des valeurs typiques de consommation électrique, exprimées en kWh par mètre de soudure :
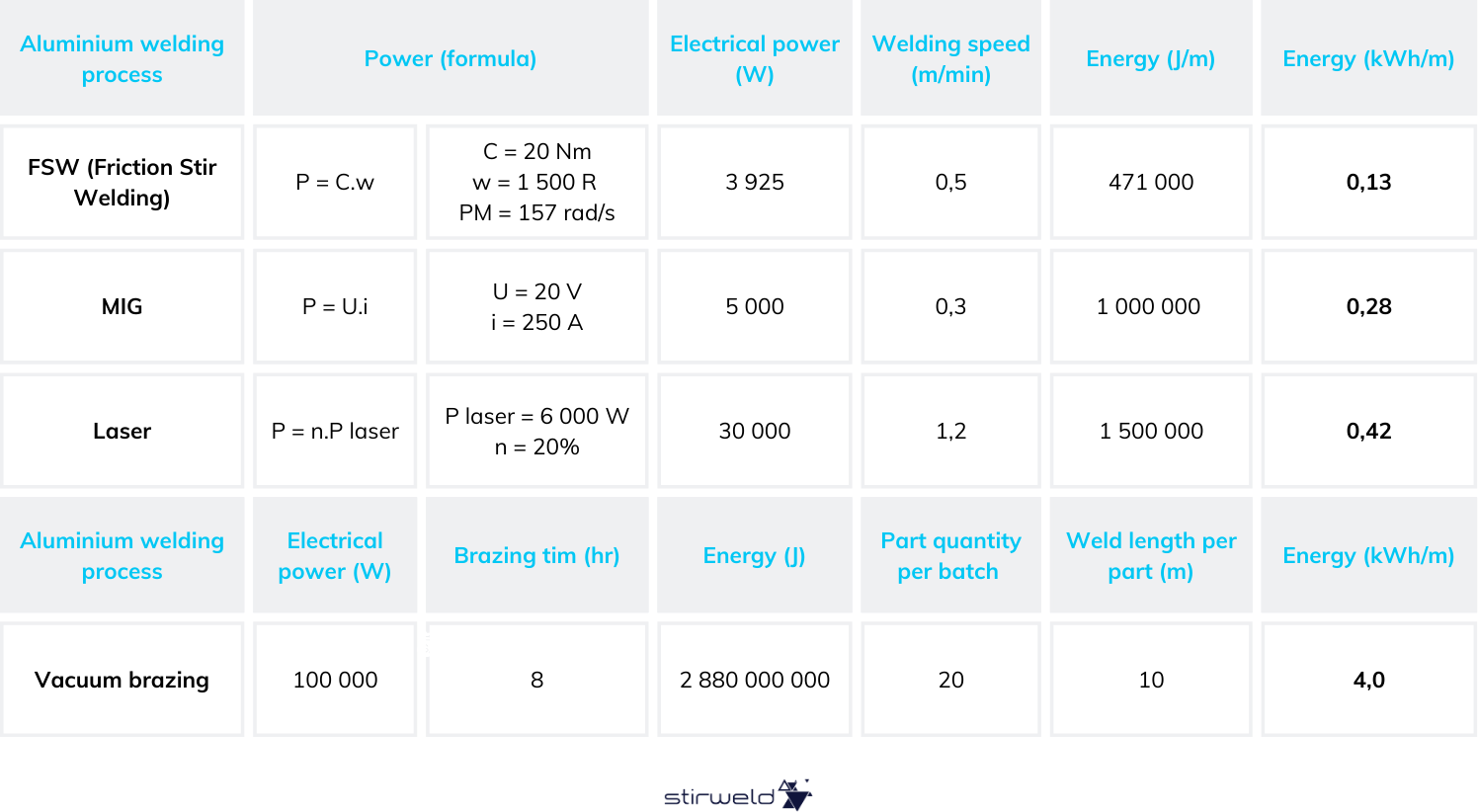
Calcul détaillé de l’électricité nécessaire pour souder l’alliage AA6061-T6
Les valeurs indiquées ici sont valables pour le soudage d’un alliage AA6061-T6 avec une pénétration de soudure de 4 mm (valeur typique pour la plupart des applications) et reflètent des ordres de grandeur usuels.
Les valeurs exactes varient selon l’épaisseur, le mode opératoire et le rendement des équipements.
FSW : pourquoi le soudage par friction malaxage est le moins énergivore
FSW : un procédé à très faible consommation électrique
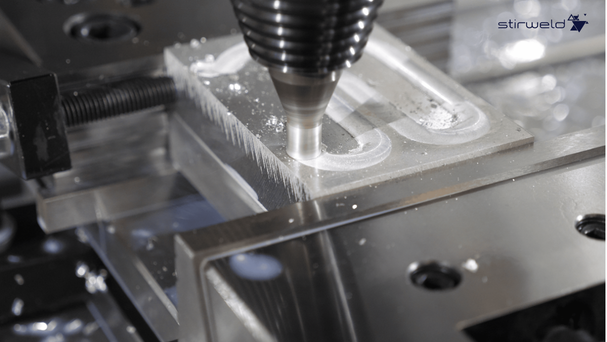
Le soudage par friction malaxage (FSW) se distingue par la consommation électrique la plus faible, d’environ 0,13 kWh par mètre de soudure en aluminium.
Cette valeur correspond typiquement à des soudures FSW sur alliages d’aluminium (par ex. plaques AA6061 de 4 mm d’épaisseur) réalisées à une vitesse modérée. Une telle efficacité énergétique s’explique par la nature du procédé : le FSW ne fait pas fondre le métal mais le brasse à l’état pâteux sous l’effet d’un outil rotatif. L’apport de chaleur très localisé et le rendement énergétique élevé (≈95% d’efficacité électrique) limitent fortement les pertes.
En clair, presque toute l’énergie électrique sert directement à former la soudure (par friction et plasticisation), plutôt qu’à chauffer inutilement l’environnement.
FSW : des économies majeures dans la production industrielle
Dans la pratique industrielle, cette sobriété énergétique du FSW se traduit par des économies d’électricité très importantes par rapport aux procédés conventionnels. Par exemple, une machine de soudage FSW consomme autour de 0,1 kWh/m, soit environ deux fois moins que le soudage MIG sur le même alliage (FSW = 50% de la consommation du MIG). De plus, aucun gaz de protection ni fil d’apport n’est nécessaire en FSW, ce qui évite la consommation d’énergie grise associée (production de gaz, fusion du fil, etc.).
FSW : une technologie avantageuse pour diverses applications
La valeur de 0,1 kWh/m est représentative pour des soudures aluminium usuelles qui répondent à des critères tels qu’une épaisseur modérée et une vitesse de quelques dizaines de centimètres par minute.
Pour des pièces très épaisses soudées en FSW (par exemple, supérieures à 20 mm d’alliage haute résistance), l’énergie par mètre peut augmenter du fait d’une vitesse de soudage réduite, mais reste malgré tout très inférieure à celle des procédés par fusion équivalents.
En somme, le FSW offre le meilleur bilan, ce qui en fait un procédé particulièrement intéressant lorsque la réduction de la consommation électrique et de l’empreinte carbone est un enjeu majeur, comme dans l’aéronautique ou l’automobile). On observe d’ailleurs dans ces secteurs un intérêt grandissant pour le FSW qui se substitue aux procédés de soudage traditionnels plus énergivores.
FSW RESSOURCE
Le soudage par friction-malaxage pour les nuls
Découvrez les principes fondamentaux du FSW grâce à notre guide destiné aux débutants.
Découvrez le fonctionnement du procédé, ses composants clés, ses principaux avantages par rapport aux méthodes de soudage traditionnelles et comment éviter les défauts les plus courants.
MIG : un procédé de fusion plutôt énergivore
Pourquoi le MIG consomme plus que le FSW
La technique MIG (Metal Inert Gas) correspond au soudage à l’arc électrique avec fusion du métal de base et du fil d’apport. C’est pourquoi le soudage MIG de l’aluminium consomme environ 0,30 kWh par mètre de cordon dans des conditions standard. Trois facteurs contribuent à cette consommation assez élevée :

MIG : des valeurs de consommation qui grimpent vite en production
En conditions industrielles, un poste MIG aluminium typique consomme 5 à 10 kW électriques en continu selon le régime de soudage (par exemple ~5 kW pour un courant de 250 A sous 20 V). À une vitesse de soudage de l’ordre de 30 cm/min (valeur courante pour un cordon sur tôle de 4 mm), cela correspond à environ 0,28 kWh par mètre de cordon. En somme, le MIG requiert deux à trois fois plus d’électricité que le FSW pour souder un mètre d’aluminium de même épaisseur. À l’échelle d’une production industrielle (par exemple, la fabrication en série de châssis en alliage d’aluminium soudés MIG), cette différence peut représenter des centaines voire des milliers de kWh supplémentaires consommés chaque jour.
MIG : un rendement énergétique intermédiaire dans les procédés par arc
Il convient de noter que le MIG reste tout de même plus efficace que le TIG sur le plan énergétique, car il est plus rapide : pour souder un mètre, un MIG aluminium peut nécessiter ~1,5 kWh contre ~1,9–2,0 kWh pour un TIG. En pratique, le MIG est donc préféré au TIG quand on cherche à souder l’aluminium avec un meilleur rendement global, malgré une consommation qui reste non négligeable.
Soudage laser : rapide mais très énergivore
Pourquoi le soudage laser consomme autant d’électricité ?
Le soudage par faisceau laser de haute intensité est généralement réalisé sous gaz de protection. Le soudage laser de l’aluminium se caractérise par une consommation électrique par mètre soudé relativement élevée, typiquement de l’ordre de 0,40 kWh par mètre de joint pour des épaisseurs moyennes. Bien qu’une machine laser puisse, en apparence, apporter moins d’énergie au matériau (puisque le faisceau est très concentré et le temps d’interaction bref), plusieurs éléments viennent augmenter la consommation effective :

Dans quel cas le laser reste un choix pertinent
Dans les faits, le soudage laser de l’aluminium consomme environ 2 fois plus d’énergie qu’un soudage MIG pour une même longueur soudée, et 4 fois plus que le FSW. Il faut toutefois nuancer ce constat par les performances du laser : sa vitesse de soudage peut être bien supérieure aux arcs pour des faibles épaisseurs (plusieurs mètres par minute sur de la tôle mince), ce qui, dans un contexte de production, peut réduire le nombre de postes nécessaires et donc la consommation par pièce produite. Autrement dit, le laser échange de l’énergie contre du temps : il dépense beaucoup d’électricité instantanément, mais finit le joint plus vite.
En outre, le laser permet souvent de réduire les opérations de redressage ou de retouche (peu de déformation, cordon étroit et propre), ce qui peut indirectement économiser de l’énergie globale du processus de fabrication. Néanmoins, d’un strict point de vue consommation électrique pendant la soudure elle-même, le soudage laser reste un procédé de soudage très énergivore par mètre. Cela se reflète également dans son empreinte carbone : en l’absence d’électricité verte, un laser de 1 kWh/m engendre potentiellement ~0,1 kg CO₂/m, soit 4 fois plus que le FSW (~0,025 kg CO₂/m).
Brasure sous vide : le procédé le plus énergivore
Pourquoi la brasure sous vide consomme autant
La brasure sous vide de l’aluminium (souvent utilisée pour assembler des échangeurs thermiques, des plaques froides ou des pièces complexes en une seule opération) est de loin la plus énergivore des techniques considérées. Il est difficile de donner une valeur fixe universelle, car la consommation dépend de la taille du four, du nombre de pièces traitées par cycle et du cycle thermique (montée en température ~550–610 °C, palier, refroidissement). Cependant, on peut aisément atteindre plusieurs kilowatts-heures par mètre de joint brasé. En effet, ce procédé chauffe l’entièreté des pièces (et du four) pour réaliser l’assemblage, au lieu de concentrer l’énergie sur le joint uniquement.
Pour braser sous vide, un four industriel peut avoir une puissance installée de 50 à plus de 200 kW, fonctionnant sur des cycles de plusieurs heures. Même en chargeant le four avec de nombreuses pièces, l’énergie rapportée à chaque mètre de joint reste élevée. Par exemple, un cycle consommant 800 kWh et permettant de braser un total de 20 pièces, représente en moyenne 4 kWh par mètre (avec une longueur brasée de 10 m par pièce). Si le lot de pièces est moins optimisé, ce ratio grimpe d’autant plus.

Brasure sous vide : une consommation fortement dépendante du chargement du four
Contrairement aux autres procédés, la brasure sous vide est un procédé par lots : toute l’énergie de chauffe est dépensée d’un coup pour traiter X assemblages à la fois. Il n’y a pas de « vitesse de soudage » en mètre par minute : on parle plutôt de kilowatt-heure par cycle. Ainsi, l’efficacité d’un cycle, c’est-à-dire le fait de charger le maximum de pièces, est déterminante pour diluer la consommation par mètre. Un four mal optimisé (peu de joints brasés par cycle) peut consommer plus de 10 kWh par mètre de joint, alors qu’un four très bien chargé pourra descendre peut-être à 1–2 kWh/m. Dans tous les cas, on reste très au-dessus des autres techniques qui, elles, sont des procédés en continu ciblant juste le joint.
Quand choisir la brasure malgré sa dépense énergétique
En pratique industrielle, la brasure sous vide n’est choisie que lorsque d’autres critères l’emportent sur la contrainte énergétique. Par exemple, pour assembler de façon uniforme une multitude de joints simultanément (échangeur à plaques, assemblage complexe 3D) ou pour réaliser des joints de haute qualité métallurgique sans fusion directe (le brasage peut assembler des zones difficiles à souder autrement).
Il est à noter que, face à la hausse du coût de l’énergie et aux objectifs environnementaux, de nombreux fabricants cherchent à substituer le brasage sous vide par des alternatives plus sobres quand c’est possible. Le FSW apparaît justement comme une alternative. De même, le soudage laser en mode conduction peut parfois remplacer un brasage, avec certes une consommation non négligeable (~0,4 kWh/m) mais sans commune mesure avec le cycle four. Néanmoins, pour des pièces aux géométries complexes ou comportant de nombreux petits joints internes, le brasage sous vide reste utilisé malgré sa forte intensité énergétique.
Synthèse des écarts de consommation électrique entre procédés de soudage de l’aluminium
Cette comparaison met en évidence des écarts de consommation électrique considérables entre procédés. Le FSW, en tant que soudage à l’état solide, est de loin le plus économe en énergie pour assembler de l’aluminium : il concentre la chaleur là où il faut et évite les pertes massives liées à la fusion et au rayonnement.
À l’opposé, le brasage sous vide disperse l’énergie dans tout le volume de la pièce et du four, ce qui le rend extrêmement énergivore par mètre de joint.
Le soudage MIG se situe dans une position intermédiaire : c’est un procédé de fusion relativement efficace par rapport aux autres méthodes à l’arc (plus efficace que le TIG, par exemple, grâce à son taux de dépôt élevé), mais il reste bien moins efficient que le FSW.
Quant au laser, il allie fusion et concentration extrême : il gaspille peu d’énergie autour du joint (zone affectée thermiquement étroite), mais son rendement machine faible entraîne une consommation électrique élevée malgré tout.
En conclusion, du point de vue de la consommation électrique (kWh/m), le soudage par friction malaxage (FSW) sur aluminium s’avère le plus efficient, consommant typiquement une fraction de l’énergie requise par les procédés à l’arc (MIG, TIG) ou au laser, et une quantité infime par rapport au brasage sous vide. Ces écarts de consommation se traduisent directement en coûts opérationnels et en impacts environnementaux : un atelier misant sur le FSW verra sa dépense énergétique de soudage fortement réduite (ainsi que ses émissions de CO₂ associées) par rapport à un atelier MIG ou, a fortiori, à un procédé de brasage.
À l’échelle d’une entreprise, le choix du procédé peut donc contribuer aux objectifs de soutenabilité. Par exemple, remplacer des brasages sous vide par des soudures FSW permet non seulement d’économiser des milliers de kilowatts-heures par an, mais aussi d’éliminer les consommables de brasage et de simplifier le processus de soudage (pas de montée en température longue). De même, privilégier le FSW ou le laser pour certaines applications en lieu et place du MIG/TIG peut réduire les besoins en ventilation et améliorer les conditions de travail (moins de fumées, pas d’arc UV).
En quoi Stirweld peut contribuer à réduire la consommation électrique liée à vos activités de soudage ?
Grâce à son expertise en soudage par friction malaxage, Stirweld accompagne les industriels qui souhaitent remplacer des procédés énergivores tels que le MIG, le TIG, le laser ou la brasure sous vide par une technologie bien plus sobre. Le FSW permet en effet de réduire la consommation électrique par mètre soudé de 50 % à 95 % selon les procédés remplacés.
Les ingénieurs de l’équipe Stirweld vous aident à sécuriser cette transition sur les plans mécanique, métallurgique et productif. Vous assurez ainsi une réduction durable de votre consommation électrique tout en garantissant la qualité et la répétabilité des assemblages.
Vous souhaitez réduire votre consommation électrique ?
Nos spécialistes FSW sont à votre service pour optimiser vos procédés et réduire efficacement vos coûts énergétiques.