
Performance thermique : pourquoi le FSW change la donne dans l’industrie
Dans tous les systèmes électroniques ou mécaniques soumis à des charges thermiques importantes, la capacité à dissiper la chaleur rapidement est un enjeu critique. Et quand il s’agit de concevoir des composants efficaces, étanches et durables, la façon dont les matériaux sont assemblés fait toute la différence.
C’est là que le soudage par friction malaxage se démarque. Bien plus qu’un simple procédé de soudure, le FSW est aujourd’hui une technologie d’assemblage thermique de haute performance.

Le FSW : un procédé d’assemblage sans fusion
Le soudage par friction malaxage (ou FSW), est un procédé de soudage à l’état solide, c’est-à-dire que les matériaux ne sont jamais portés à leur point de fusion.
Un outil rotatif vient frotter les pièces à assembler, générant localement une chaleur suffisante pour ramollir le métal sans le faire fondre. Le pion de l’outil malaxe ensuite cette matière ramollie pour créer une liaison métallurgique continue entre les deux pièces.
Le résultat :
Et cette continuité est la clé d’une conduction thermique optimale.
Soudage et transfert thermique : ce qu’il faut comprendre
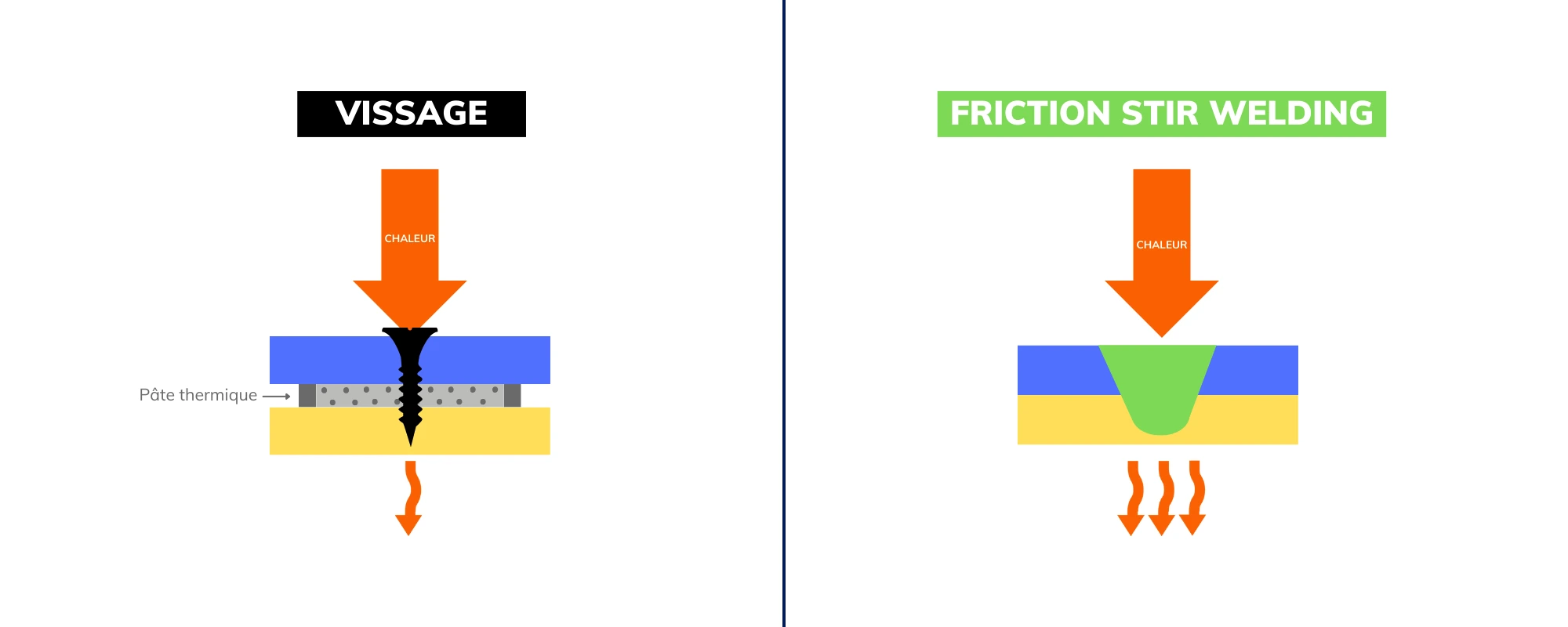
Un transfert thermique efficace repose sur un principe simple : la chaleur circule mieux à travers un matériau homogène qu’à travers différents matériaux. En d’autres termes, chaque interface (discontinuité du matériau, espace d’air, pâte thermique, soudure ou vis) entraîne une baisse des performances.
Dans un assemblage vissé, par exemple, l’interface entre les deux pièces est remplie de pâte thermique. Même avec les meilleures pâtes, la conductivité thermique reste bien inférieure à celle du métal solide.
La seule façon d’optimiser le flux thermique est d’éliminer complètement cette interface.
C’est exactement ce que permet FSW.
Comment le FSW améliore les performances thermiques ?
Une conduction thermique sans rupture
Le FSW crée une liaison métallurgique sans discontinuité. Il n’y a plus deux pièces en contact, mais une seule pièce homogène, à travers laquelle la chaleur peut circuler librement.
C’est ce qui le distingue fondamentalement du vissage ou même du brasage (où le métal d’apport agit comme un tiers conducteur, souvent moins performant).
La soudabilité des alliages d’aluminium hautement conductible
Le FSW ouvre l’accès à des alliages d’aluminium très conducteurs (série 1xxx).
Avec une conductivité thermique supérieure à 220 W/m.K, c’est un matériau idéal pour la dissipation thermique. Mais ces alliages d’aluminium sont quasiment impossibles à souder par fusion.
Avec le FSW, on peut souder un capot en 1050 et un boîtier en 6061, combinant performance thermique et résistance mécanique. C’est la seule technologie qui permet cela aujourd’hui, sans métal d’apport ni compromis structurel.

Aluminium et cuivre : un assemblage thermique performant, enfin réalisable

Le cuivre est encore plus performant thermiquement que l’aluminium. Le FSW permet de souder directement de l’aluminium à du cuivre, ce qui était jusqu’alors très complexe sans créer de défauts ou de corrosion accélérée.
Cela permet d’optimiser localement les zones critiques en cuivre, tout en conservant l’aluminium pour le reste de la pièce. Un avantage considérable en termes de poids et de coûts.
Ces assemblages hybrides nécessitent cependant une bonne gestion des risques de corrosion galvanique. Stirweld accompagne ses clients sur ces sujets dès la phase de design.
Domaines d’application dans des secteurs industriels exigeants
Plaques froides soudées par FSW
Parmi toutes les applications du FSW, les plaques froides sont sans doute les plus emblématiques. Le procédé répond parfaitement aux exigences de ce type de pièce, à la fois sur le plan thermique, mécanique et industriel.
Grâce au FSW, on obtient :
Pour aller plus loin, téléchargez notre livre blanc « Overcoming cold plate manufacturing challenges », vous y trouverez une analyse complète des contraintes thermiques, mécaniques et de production ainsi que les solutions concrètes apportées par le FSW.




Aluminium de fonderie
Avec la montée en puissance de l’aluminium de fonderie (notamment dans l’automobile pour les boîtiers de refroidissement), il a fallu trouver une solution pour le souder. C’est là que le soudage par friction malaxage intervient. En effet, le FSW permet de souder les aluminiums de fonderie, sans faiblesse mécanique.




Design FSW : les règles à connaître pour garantir les performances
Pour que le FSW délivre tout son potentiel, à savoir étanchéité, robustesse, performance thermique, certaines règles de conception doivent être respectées pour le soudage de plaques froides.
L’espacement entre les canaux de refroidissement
Les canaux internes, par lesquels circule le liquide de refroidissement, doivent être suffisamment espacés pour permettre un soudage fiable entre eux.
Plus les soudures sont proches, plus la matière résiduelle entre les canaux est fine et donc plus le risque de fuite ou de déformation augmente.
L’espacement minimal dépend de la profondeur de soudage et du diamètre de l’outil utilisé, mais il est indispensable de le prendre en compte dès la phase de design.

FSW RESSOURCE
11 règles pour une compatibilité parfaite avec FSW
Apprenez à optimiser vos conceptions, à réduire vos coûts et à obtenir des soudures plus solides et plus durables.
Pour obtenir votre ressource FSW gratuite, remplissez le formulaire ci-dessous.

La marche sous le capot de la plaque froide à souder
Pour résister à la force verticale exercée par l’outil FSW pendant l’assemblage, il est nécessaire d’intégrer une « marche » – une zone d’appui sous le couvercle.
Sa largeur minimale varie selon la profondeur de soudage, mais elle est indispensable pour assurer la stabilité de l’assemblage et éviter tout écrasement localisé.

En résumé – ce que FSW apporte à votre performance thermique
Vous travaillez sur un projet thermique exigeant ?
Nos experts vous assistent dans la conception et la production de plaques froides soudées par FSW. Contactez-nous pour une étude personnalisée.