
Combien cela vous coûtera-t-il de souder votre pièce par FSW ?
Comparaison des coûts de soudage par friction malaxage avec d’autres procédés
Dans la quête de solutions de fabrication plus efficaces et économiques, le soudage par friction malaxage (FSW) se distingue comme une alternative révolutionnaire aux techniques de soudage traditionnelles. Alors que les industries cherchent continuellement des méthodes pour réduire les coûts de production tout en maintenant des normes de qualité élevées, l’importance des approches innovantes en matière de soudage devient primordiale. Le FSW offre des avantages économiques distincts par rapport aux méthodes conventionnelles telles que le TIG, le MIG, le brasage ou le soudage par faisceau d’électrons (EBW). Cet article explore comment le FSW améliore non seulement la qualité des soudures mais réduit également de manière significative les coûts associés au soudage d’alliages difficiles et d’applications complexes. En analysant les avantages directs et indirects en termes de coûts du FSW, nous pouvons comprendre sa préférence croissante dans les milieux industriels où l’efficacité et la réduction des coûts sont cruciales.
Processus FSW : comment ça marche ?
Le soudage par friction malaxage (FSW) est un procédé d’assemblage à l’état solide qui a révolutionné la manière dont les ingénieurs et les fabricants soudent les métaux. Contrairement aux techniques de soudage traditionnelles, le FSW n’atteint pas le point de fusion du matériel, offrant ainsi des avantages uniques en termes de résistance et d’intégrité de l’assemblage.
Développé par l’Institut de Soudure (TWI) au Royaume-Uni en 1991, le FSW a trouvé des applications étendues dans les industries aérospatiale, automobile et de construction navale.
Le processus de soudage par friction malaxage (FSW)
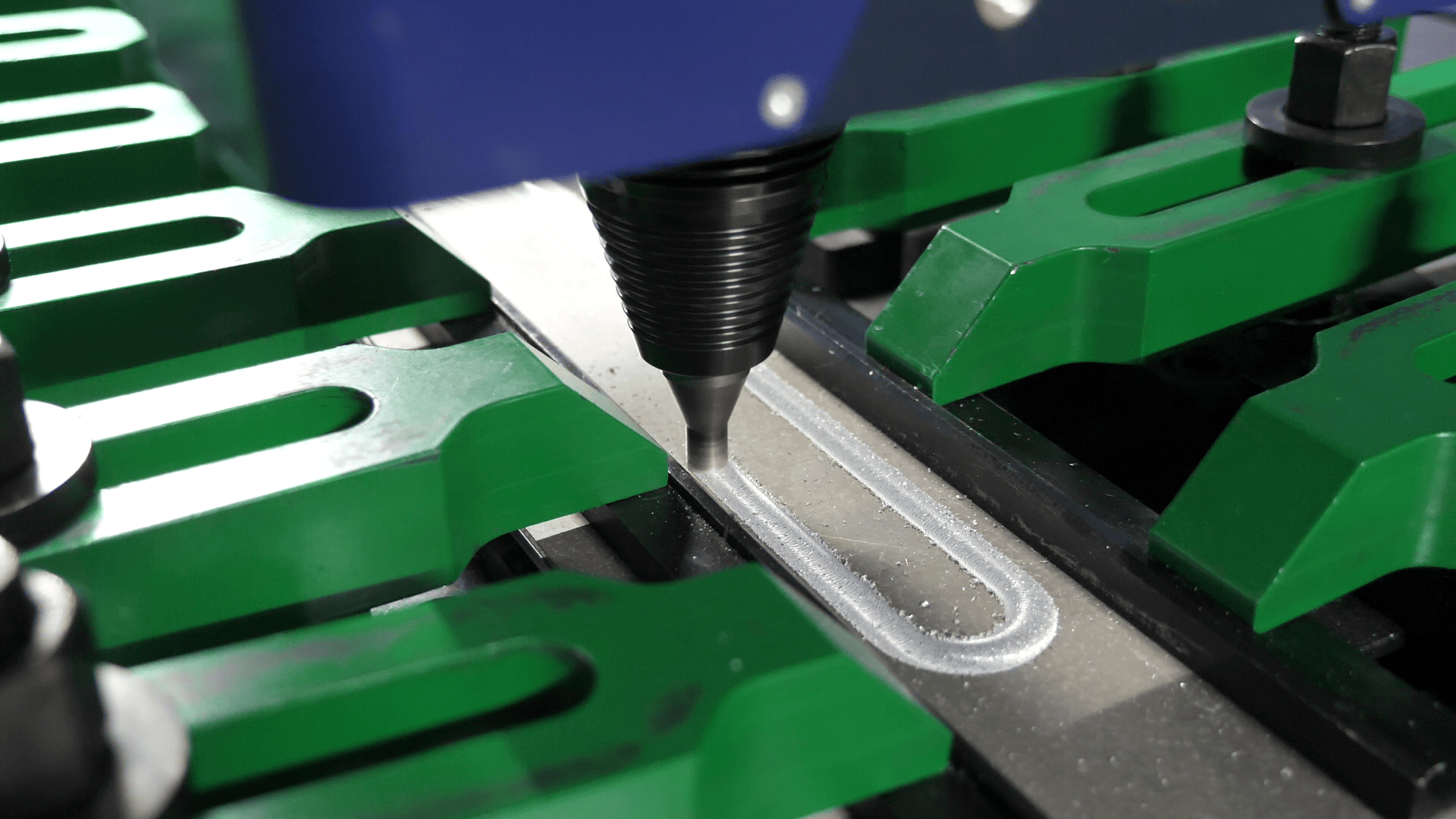
Le soudage par friction malaxage (FSW) utilise un outil rotatif non consommable pour joindre des matériaux sans les faire fondre. La rotation de l’outil génère de la chaleur par friction, ramollissant le matériau en un état plastique qui permet de le mélanger au niveau du joint. Au fur et à mesure que l’outil se déplace le long de la ligne de jointure, il malaxe le matériau, facilitant une liaison à l’état solide alors que le matériau refroidit et se resolidifie derrière l’outil.
Les avantages du FSW
Le FSW offre plusieurs avantages par rapport aux techniques de soudage traditionnelles. Il permet d’obtenir des joints aux propriétés mécaniques améliorées, telles que la résistance et la ductilité, produit moins de distorsion en raison de sa nature à l’état solide, et peut joindre des matériaux différents. De plus, il est écologique car il n’émet pas de gaz et ne nécessite pas de flux.
Les applications du soudage par friction malaxage
Cette technique de soudage innovante est largement utilisée dans les industries où l’intégrité des matériaux est cruciale, comme dans l’aérospatiale pour assemble l’aluminium dans les structures d’avions, et dans l’automobile pour assembler des composants d’alliage léger. La capacité du FSW à maintenir les propriétés des matériaux de base tout en fournissant un joint solide le rend précieux pour la fabrication de structures légères et efficaces : pièces moulées sous pression, plaques froides, panneaux raidis, réservoirs en aluminium, busbar, chambres à vide, supports de montage, bacs à batterie, etc.
Comparaison du FSW aux techniques traditionnelles de soudage
Soudage par friction malaxage vs. Soudage TIG
Le soudage par friction malaxage (FSW) surpasse significativement le soudage TIG, particulièrement lorsqu’il s’agit de travailler avec des alliages d’aluminium. Contrairement au soudage TIG, le FSW n’implique pas la fusion du matériel, évitant ainsi les défauts courants associés au bain de fusion, tels que la porosité et la distorsion thermique. Cette caractéristique aide à préserver les propriétés intrinsèques des alliages d’aluminium, assurant l’intégrité et la résistance du joint. De plus, le FSW est une option plus écologique puisqu’il ne nécessite pas de matériaux de remplissage ni n’émet de gaz nocifs. Cette combinaison d’avantages fait du FSW un choix plus fiable et adapté pour les applications à haute résistance où la précision et la durabilité sont cruciales.
Soudage par friction malaxage vs. Soudage MIG
Le FSW offre une alternative supérieure au soudage MIG en éliminant la nécessité de fondre le matériau pendant le processus d’assemblage. Cette caractéristique minimise non seulement les défauts de soudage courants tels que les porosités et les fissures, mais préserve également les propriétés originales des alliages assemblés.

FSW vs. Brasage
Le soudage par friction malaxage (FSW) surpasse nettement le brasage dans de nombreux aspects des applications industrielles, notamment lorsqu’il s’agit de traiter des alliages complexes. Le FSW minimise la distorsion thermique et les contraintes, généralement associées aux hautes températures du brasage. Ce processus crée des joints plus forts et plus purs en mélangeant directement les matériaux sans les faire fondre et sans nécessiter de consommables tels que des métaux d’apport ou des flux. En conséquence, le FSW apparaît comme un choix économique et écologique, éliminant les charges environnementales et réduisant les coûts des matériaux, ce qui le rend très adapté pour le soudage de haute précision et de haute résistance dans les environnements industriels.
FSW vs. Soudage par faisceau d’électrons (EBW)
Le FSW offre des avantages distincts par rapport au soudage par faisceau d’électrons (EBW) dans plusieurs domaines clés de la fabrication industrielle. Contrairement à l’EBW, le FSW ne nécessite pas de conditions de vide et peut être effectué à l’air libre, ce qui rend plus simple et moins coûteux en termes d’équipement et d’opération. Le FSW facilite l’assemblage de matériaux plus épais plus aisément et est intrinsèquement plus sûr, car il n’implique pas d’émissions de rayons X, un problème notable avec l’EBW. De plus, le FSW prend en charge une gamme plus large de matériaux et assure des soudures propres et de haute qualité sans risque de contamination. Ces attributs établissent le FSW comme un choix supérieur en soudage industriel, où la polyvalence, la sécurité et le rapport coût-efficacité sont primordiaux.

Aperçus économiques : combien coûte le soudage ?
Coût d’investissement : FSW vs. MIG, TIG, EBW et brasage sous vide
| Tête FSW pour centre d’usinage | Incorporer une tête FSW dans un centre d’usinage coûte moins de 100 000 € ; réduisant considérablement les coûts par rapport aux machines dédiées, avec les outils FSW comme seul consommable et une qualité garantie éliminant les dépenses de non-conformité. |
| Equipment TIG et MIG | Les prix variant de 2 500 € à plus de 15 000 €, avec des coûts de consommables plus élevés et des risques de défauts, entraînant des dépenses importantes liées à la non-qualité. |
| Soudage par faisceau d’électrons | Les systèmes FSW de petite à moyenne taille coûtent entre 300 000 € et 500 000 € pour la recherche ou une production limitée, avec des installations industrielles de grande capacité dépassant 1 million d’euros. |
| Four de brasage sous vide | L’achat d’un four de brasage sous vide peut varier de 200 000 € pour des modèles plus simples et plus petits à plus de 1 000 000 € pour des équipements de grande capacité ou spécialisés. |
Coûts opérationnels : FSW vs. MIG, TIG, EBW et brasage sous vide

Coûts opérationnels du soudage par friction malaxage
Le soudage par friction malaxage (FSW) offre plusieurs avantages en termes de coûts opérationnels qui en font nu choix convaincant pour les processus de fabrication efficaces :

Coût opérationnels : soudage TIG/MIG
Les coûts opérationnels du soudage MIG et TIG sont importants pour ces processus de fabrication populaires, chacun comportant son propre ensemble de coûts opérationnels qui impactent leur efficacité globale :

Coûts opérationnels de l’EBW – le soudage par faisceau d’électrons
Le soudage par faisceau d’électrons (EBW) est un processus sophistiqué qui, bien qu’efficace, entraîne des coûts opérationnels spécifiques cruciaux pour sa performance :
Brasage sous vide : coûts opérationnels
Le brasage sous vide est une technique d’assemblage contrôlée et précise qui, tout en offrant des résultats de haute qualité, implique plusieurs coûts opérationnels qui doivent être soigneusement gérés :
Coût de l’outillage de bridage : FSW vs. MIG, TIG, EBW et brasage sous vide
| Tête de soudage FSW pour centre d’usinage | Cela dépend grandement de la complexité de la pièce et peut aller d’éléments standards à un dispositif de bridage entièrement automatisé et dédié. Il doit inclure un support si la pièce n’est pas autoportante, pur reprendre la charge en Z, et des butées mécaniques pour empêcher tout mouvement de la pièce. |
| TIG/MIG | Un système de bridage très simple avec des éléments standards est utilisé, car il n’y a pas de charges mécaniques impliquées. Parfois, un système de bridage dédié peut également être nécessaire. |
| Soudage par faisceau d’électrons | L’exigence en matière d’espacement est très stricte. Ainsi, en plus du processus de préparation des pièces, il est nécessaire de disposer d’un système de bridage efficace pour maintenir au minimum le pontage des écarts. |
| Brasage sous vide | L’exigence concernant l’espacement est très précise. Par conséquent, outre le processus de préparation des pièces, il est nécessaire de mettre en place un système de bridage pour maintenir le pontage de l’écart au plus bas. |
Etude de cas : plaque froide dans le secteur de l’aéronautique
Fabrication de plaque froide pour un avion (12 unités) – Etude financière :

Stirweld est environ 10 fois moins cher par rapport aux techniques conventionnelles.
Fabrication de plaque froide pour un avion (12 unités) – Analyse environnementale :
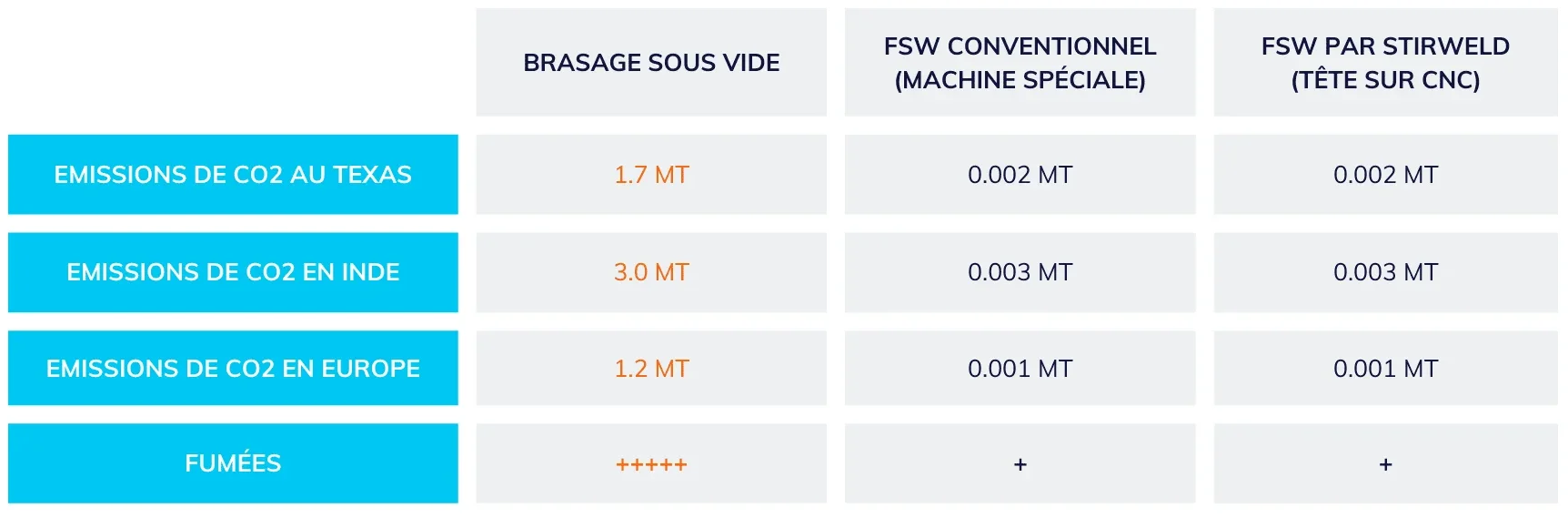
Le FSW réduit l’empreinte carbone de 1 000 fois par rapport au brasage sous vide. La solution Stirweld génère moins d’émissions de CO2 et n’émet pas de fumées ni de gaz toxiques contrairement aux méthodes de soudage traditionnelles, contribuant ainsi à un processus de soudage plus respectueux de l’environnement.
Bien que chaque technique de soudage et de brasage présente ses propres avantages et applications, les coûts opérationnels associés à ces méthodes peuvent influencer de manière significative leur adéquation et leur efficacité dans les applications industrielles. Le soudage par friction malaxage (FSW) se distingue comme une option particulièrement économique en raison de son utilisation minimale de consommables et de ses faibles besoins en énergie. En contraste, des techniques telles que le TIG, le MIG ou le soudage par faisceau d’électrons, bien que largement utilisées, tendent à engendrer des coûts opérationnels plus élevés en raison de la nécessité de consommables coûteux, d’une consommation d’énergie élevée et d’une maintenance intensive. Le brasage sous vide montre également un facteur de coût élevé, notamment en termes de consommation d’énergie et de préparation des pièces. En définitive, le choix de la technologie de soudage ou de brasage doit être guidé par une compréhension complète des exigences techniques et des implications en termes de coûts, assurant que la méthode sélectionnée est en accord avec les objectifs globaux de qualité, d’efficacité et rentabilité des processus de fabrication.
Comparaison des coûts des différents processus de soudage

Découvrez plus sur les coûts de soudage FSW
Vous souhaitez approfondir les coûts associés au soudage par friction malaxage par rapport à d’autres techniques de soudage ? Regardez notre webinaire complet intitulé « Combien cela vous coûtera-t-il de souder votre pièce par FSW? Comparaison avec d’autres techniques de soudage » pour obtenir des informations d’experts et une analyse détaillée des coûts.